22 W 37 9
Фиг.г
JJ 6
01
со ьо
00
Изобретение относится к трубопрокатному производству, в частности к станам пилигримовой прокатки труб.
Цель изобретения - повышение надежности в работе путем снижения динамических нагрузок в звеньях механизмов подачи и поворота.
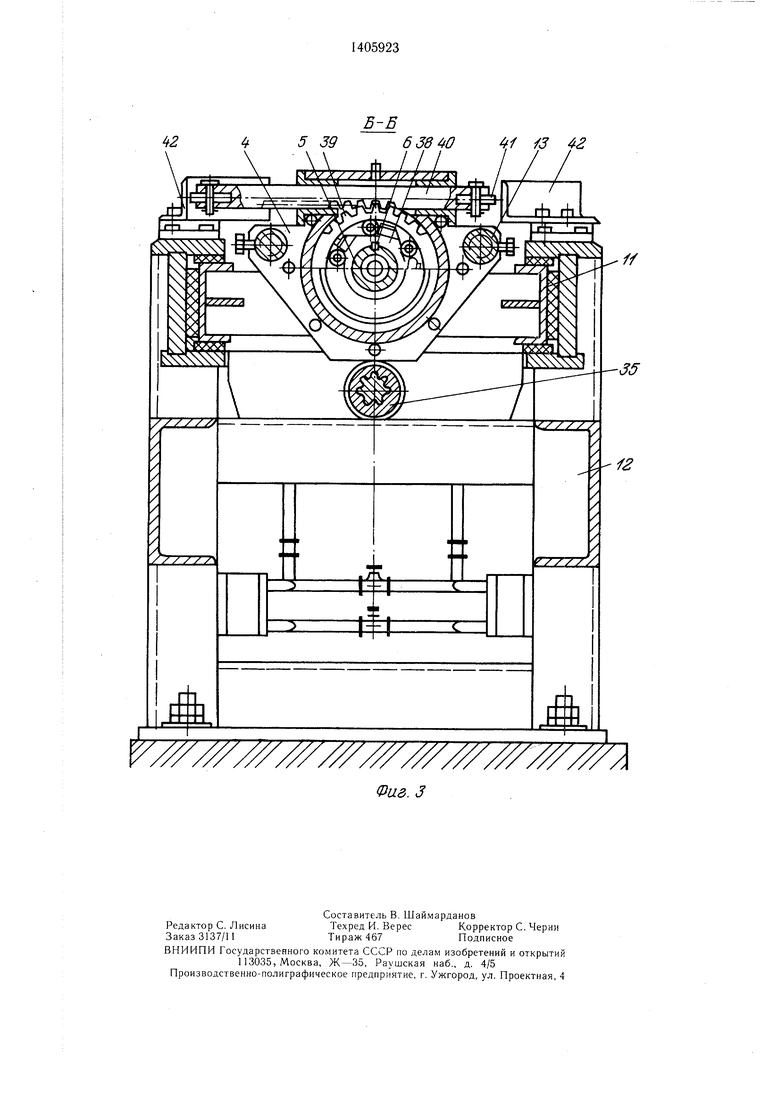
На фиг.1 схематически изображен предлагаемый стан пилигримовой прокатки труб, горизонтальная проекция; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Стан пилигримовой прокатки труб содержит стационарную валковую клеть 1, привод 2 непрерывного вращения валков от электродвигателя 3, патрон оправочного стержня 4 с закрепленным в его приводном шпинделе 5 оправочным стержнем 6, промежуточный кулачковый патрон 7 с приводным шпинделем зажима заготовки 8 и установленный на выходной стороне клети передний патрон 9 с приводным шпинделем зажима трубы 10. Каждый из трех патронов смонтирован в подвижных каретг ках 11, скользяще установленных в направляющих станины 12, и снабжен установочными винтами 13 регулировки положения относительно валковой клети. Патрон оправочного стержня связан с приводом 14 его возвратно-поступательного перемещения от электродвигателя при помощи трансмиссионного вала 15 и редуктора 16.
Промежуточный кулачковый патрон кинематически связан с патроном оправочного стержня при помощи коромыслово- щатунного компенсатора, состоящего из коромысла 17 и двух шарнирно соединенных с ним шатунов 18 и 19, свободные концы которых щарнирно соединены соответственно с патроном оправочного стержня и промежуточным кулачковым патроном. Коромысло снабжено регулятором 20 регулировки радиуса качания шарнира 21 шатуна.
Передний патрон кинематически связан с коромыслом при помощи шатуна 22, коромысла 23 и продольной тяги 24. Механизм подачи заготовки содержит скользяще установленный на направляющей 25 толкатель 26 с жестко закрепленной в нем гайкой 27 и поворотным шпинделем 28, винт 29 подачи и стационарно установленный привод непрерывного вращения, включающий тиристорный электропривод 30 с регулируемой частотой вращения, редуктор 31, муфту 32 предельного момента, олору 33 и составной карданный вал 34 со скользящим шлицевым соединением 35 частей. Передний конец винта подачи смонтирован с возможностью поворота в передней опоре 36, размещенной на каретке промежуточного патрона, а задний конец винта подачи свободно опирается на каретку патрона оправочного стержня. Направляющая механизма
подачи жестко соединена с кареткой промежуточного кулачкового патрона и свободно опирается другим концом на каретку патрона оправочного стержня.
Механизм поворота оправочного стержня, заготовки и трубы выполнен в виде индивидуального привода 37 шпинделя каждого из трех патронов, содержащего обгонную муфту, ступица 38 которой жестко посажена на шпиндель, а обойма снабжена
зубчатым венцом 39, находящимся в зацеплении с зубчатой рейкой 40, контактирующей при помощи размещенных на концах роликов 41 с неподвижным копиром 42. В шпинделе каждого патрона размещены три
5 зажимных плиновых кулачка 43, управляемых при помощи обоймы 44 от пневмо- цилиндра 45.
Стан работает следующим образом. Непрерывное равномерное вращение от
0 электродвигателя 3 через привод 2 передается прокатным валкам стационарной валковой клети 1 и одновременно через трансмиссионный вал 15 и редуктор 16 механизму 14 возвратно-поступательного переме, щения патрона стержня 4, в шпинделе которого закреплен оправочный стержень 6. Патрон стержня вместе с оправочным стержнем совершает возвратно-поступательное перемещение вдоль оси прокатки с частотой вращения прокатных валков. Это двиQ жение передается промежуточному кулачковому патрону 7 при помощи шатунов 18 и 19 и коромысла 17 коромыслового-шатун- ного компенсатора, а также переднему патрону 9 - через продольную тягу 24, коромысло 23 и шатун 22. В процессе воз5 вратно-поступательного перемещения промежуточный патрон с установленным в нем винтом 29 подачи, направляющей 25, толкателем 26 и заготовкой 8 получает дополнительное перемещение относительно патрона стержня, обеспечиваемое коромыслово шатунным компенсатором. Величина и характер относительного перемещения определяются положением на коромысле шарнира 21 крепления шатуна 19 и регулируются регулятором 20. Винту подачи сооб5 щается непрерывное вращение от электродвигателя 30 регулируемой частоты вращения через редуктор 31, муфту 32 предельного момента, опору 33 и составной карданный вал 34, в результате чего толкатель и заготовка совершают поступательное
0 перемещение относительно промежуточного патрона. Передача составным карданным валом крутящего момента при возвратно- поступательном перемещении одной из двух его частей обеспечивается щлицевым скользящим соединением 35 телескопического типа.
5 Подача заготовки осуществляется следую щим образом. При прямом ходе механизма (вправо на фиг. 2) в период прокатки заготовки валками происходит относительное
сближение промежуточного патрона и патрона стержня в результате соответствующей заданной величине подачи установки радиуса качания шарнира 21 компенсатора регулятором 20. При этом перемещение заготовки относительно оправочного стержня представляет собой разность перемещения заготовки относительно промежуточного патрона и перемещения промежуточного патрона относительно патрона стержня, так как скорости движения толкателя и промежуточного патрона относительно патрона стержня имеют разные знаки. При равенстве указанных скоростей в каждый момент времени заготовка остается неподвижной относительно оправочного стержня, чем достигается полная компенсация непрерывного вращения винта подачи при прямом ходе, соответствующая условиям прокатки с прерывистой подачей заготовки. При неравенстве скоростей могут быть получены условия прокатки с подпором, когда при прямом ходе в заготовке выдерживаются сжимающие осевые усилия, или свободной прокатки, когда между заготовкой и толкателем обеспечивается зазор на всей длине прямого хода. При обратном ходе механизма (влево на фиг. 2) перемещение промежуточного патрона относительно патрона стержня и перемещение заготовки относительно промежуточного патрона складываются, в результате чего заготовка перемещается относительно оправки на величину подачи, определяемую частотой вращения электродвигателя 30. Поворот оправочного стержня, заготовки и трубы 10 осуществляется следующим образом. В процессе возвратно-поступательного движения патронов зубчатая рейка 40, взаимодействующая при помощи роликов 41 с неподвижными копирами 42, совершает возвратно-поступательное перемещение перпендикулярно оси прокатки и при помощи зубчатого венца 39 передает это движение обойме обгонной муфты. При прямом ходе механизма поворот обоймы муфты не передается ее ступице 38, жестко посаженной на щпиндель, а при обратном ходе ступица поворачивается совместно с обоймой, обеспечивая поворот на заданный угол соответственно
ГО
оправочного стержня, заготовки и трубы через размещенные в щпинделях зажимные элементы 43.
Предлагаемый стан позволяет повысить надежность работы механизмов иодачи и поворота, расщирить технологические возможности процесса прокатки и улучшить качество прокатываемых труб.
10
Формула изобретения
0
Стан пилигримовой прокатки труб, содержащий стационарную валковую клеть; привод непрерывного вращения валков,
5 передний патрон с зажимными элементами, расположенными в приводном щпинделе, патрон оправочного стержня с зажимными элементами, расположенными в приводном шпинделе, механизм поворота стержня, заготовки и трубы и механизм подачи, имеющий винт подачи со стационарным приводом его вращения и кинематически связанный с патроном оправочного стержня, отличающийся тем, что, с целью повыщения надежности работы путем снижения дина5 мических нагрузок в звеньях механизмов подачи и поворота, он снабжен промежуточным кулачковым патроном зажима заготовки, коромыслово-щатунным компенсатором с двумя щатунами, имеющим регулятор относительно положения шарниров,
0 связывающих коромысло с шатунами, один из которых соединен с патроном оправочного стержня, а другой - с промежуточным кулачковым патроном, в котором с возможностью поворота в опоре смонтирован один конец винта подачи, другой конец ко5 торого свободно размещен в корпусе патрона оправочного стержня, и составным карданным валом со скользящим шлицевым соединением частей, связываюшим винт подачи с его приводом вращения, при этом механизм поворота шпинделя всех патронов выполнен в виде обгонной муфты с зубчатым венцом, жестко посаженной на дель, и зубчатой рейки, установленной на корпусе патрона с возможностью управляемого осевого перемещения перпендикулярно оси патрона. 25
0
30
Фиг.1
2
4 /J 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
| Стан пилигримовой прокатки | 1984 |
|
SU1256825A1 |
| Стан пилигримовой прокатки | 1980 |
|
SU969341A1 |
| Стан холодной пилигримовой прокатки труб | 1987 |
|
SU1491594A1 |
| Подающее устройство стана холодной прокатки труб | 1981 |
|
SU950456A1 |
| Стан пилигримовой прокатки труб | 1981 |
|
SU1051793A1 |
| Стан холодной пилигримовой прокатки труб | 1988 |
|
SU1547893A1 |
| Устройство для перемещения оправочного стержня | 1980 |
|
SU863028A1 |
| Стан холодной прокатки труб | 1978 |
|
SU747542A1 |
| Распределительно-поворотный механизм стана холодной прокатки труб | 1985 |
|
SU1266584A1 |
Изобретение относится к трубопрокатному производству, в частности к станам пилигримовой прокатки труб. Цель изобретения - повышение надежности работы путем снижения динамических нагрузок в звеньях механизмов подачи и поворота. Стан содержит стационарную валковую клеть с рабочими валками и приводом их непрерывного вращения от электродвигателя, патрон оправочного стержня 4 с приводом его возвратно-поступательного перемещения, передний 9 и промежуточный 7 кулачковый патроны, кинематически связанные с патроном оправочного стержня. Непрерывное вращение винта 29 подачи обеспечивается при прямом ходе компенсатором, содержащим коромысло 17 и два щатуна 18 и 19. Поворот заготовки, трубы и оправки осуществляется посредством обгонных муфт 37 взаимодействующих с неподвижными копирами. В данной конструкции стана компенсатор непрерывного вращения винта подачи выполнен в виде коромыслово-щатунного механизма, не содержащего высших кинематических пар, что снижает динамику работы при непрерывной работе привода подачи. Механизм поворота оправки, заготовки и трубы выполнен в виде трех индивидуальных аналогичных механизмов на основе роликовых обгонных муфт. Каждый из механизмов использует в качестве источника движения возвратно-поступательное перемещение патронов (заготовки, переднего и промежуточного), имеет минимальную массу подвижных э,яементов, прост по конструкции. 3 ил. со ел
V////////////////// / / y 7 7A
| Стан для пилигримовой прокатки труб | 1979 |
|
SU825213A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Вердеревский В | |||
| А | |||
| и др | |||
| Трубопрокатные станы | |||
| М.: Металлургия, 1983, с | |||
| Приспособление для градации давления в воздухопроводе воздушных тормозов | 1921 |
|
SU193A1 |
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
