1
Изобретение касается электрофизических методов размерной обработки.
В настоящее время параллельные плоскости на изделиях из проволоки малого диаметра, используемых, например, в качестве датчиков в радиоэлектронике, обрабатывают с помощью дисковых вращающихся электродов, выставляемых посредством специально го устройства на требуемый размер. Обра ботку осуществляют при относительном перемещении электрода-инструмента и изделия. Однако при этом получение необходимой точности зависит от точности специального механизма. Кроме того, производительность обработки невысока, так как процесс ведут за несколько проходов с переналадкой размера.
Цель изобретения - повышение точности и производительности обработки, создание стабильного межэлектродвого промежутка и обеспечение снятия припуска с последующим калиброванием по мере перемещения элек трода-инструмента (изделия).
Поставленная цель достигается тем, что электрод-инструмент выполнен из двух сим метричных пластин, рабочие поверхности ко торых обращены одна к другой и расставлены на величину, обеспечиваюидую получение заданного размера изделия. Зазор созда ется изолируюп1,ими струнами, натянутыми
по рабочей поверхности пластин. Припуск снимают по мере перемещения электрода-ин струмента (изделия), для чего на рабочих поверхностях пластин выполнены наклонные 5 участки, переходящие в параллельную Направлению перемещения электрода-инструмента (изделия) калибрующую часть.
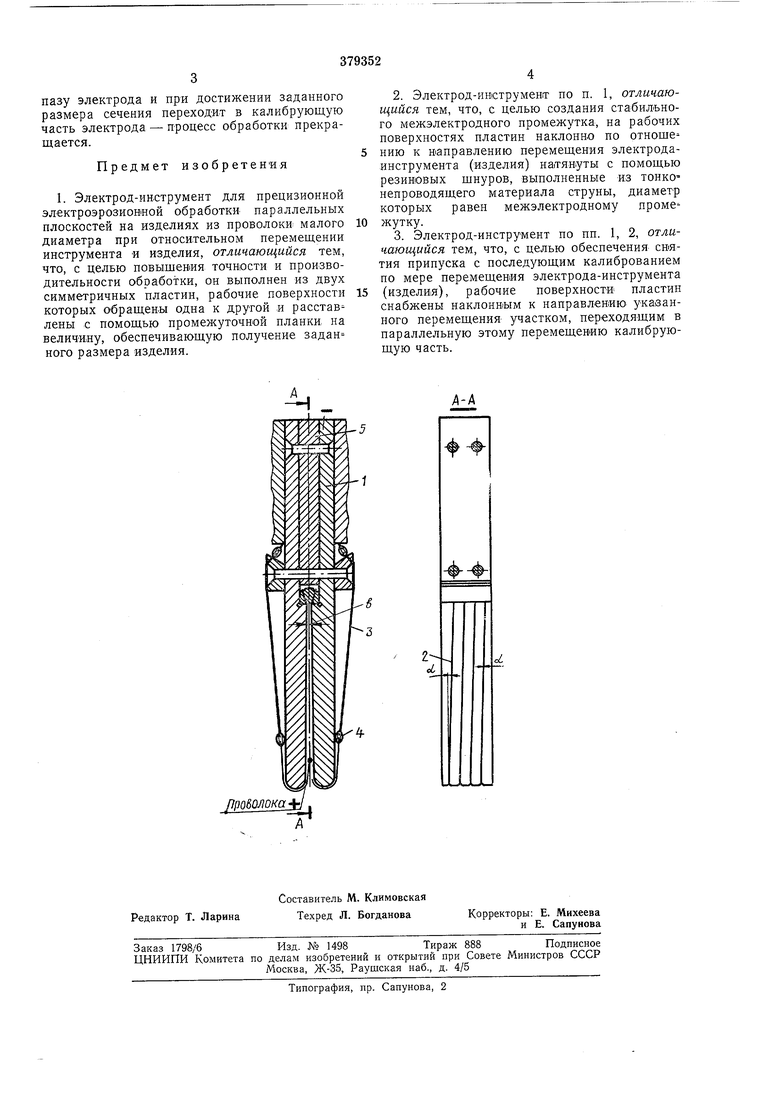
На чертеже изображен предлагаемый электрод-инструмент.
0 Электрод-инструмент состоит из двух пластин / прямоугольного сечения, обращенных друг к другу рабочими поверхностями, на которых выполнен наклонный заходный участок. На рабочих поверхностях под углом а
5 расположены струны 2, выполненные из диэлектрика, дИ|аметр которых равен межэлектродному промежутку. Натяжение струе обеспечивается резиновыми щнурами 3, соединенными со струнами- 2 с помощью щайб 4.
0
Точность размера в калибрующей части определяется промежуточной планкой 5.
Электрод имеет заходную часть несколько большего диаметра проволоки заготовки. Подача может осуществляться как электродом на заготовку, так и заготовкой на электрод. Начало обработки соответствует положению соприкосновения проволоки-заготовки1 со струнами ва рабочей поверхности электрода.
0 По мере обработки- изделие продвигается по
пазу электрода и при достижении заданного размера сечения переходит в калибрующую часть электрода - процесс обработки прекращается.
Предмет изобретения
1. Электрод-инструмент для прецизионной электроэрозиовной обработки параллельных плоскостей на изделиях из проволоки малого диаметра при относительном перемещении инструмента и изделия, отличающийся тем, что, с целью повышевия точности и производительности обработки, он выполнен из двух симметричных пластин, рабочие поверхности которых обращены одна к другой и расстав лены с помощью промежуточной планки на величилу, обеспечивающую получение заданного размера изделия.
2.Электрод-инструмент по п. 1, отличающийся тем, что, с целью создания стабильного межэлектродного промежутка, на рабочих поверхностях пластин наклонно по отнощению к направлению перемещения электродаинструмента (изделия) на1тянуты с помощью резиновых щнуров, выполненные из тонкО непроводящего материала струны, диаметр которых равен межэлектродному проме жутку.
3.Электрод-инструмент по пп. 1, 2, отличающийся тем, что, с целью обеспечения снятия припуска с последующим калиброванием по мере перемещения электрода-инструмента
(изделия), рабочие поверхности пластин снабжены наклонным к направлению указанного перемещения участком, переходящим в параллельную этому перемещению калибрующую часть.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимической обработки сквозных отверстий | 1989 |
|
SU1710234A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| Способ электроконтактной обработки | 1979 |
|
SU878478A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| Способ электроэрозионной обработки непрофилированным электродом-инструментом | 1990 |
|
SU1779495A1 |
| ЗУБЧАТЫЙ ИНСТРУМЕНТ ДЛЯ УПРОЧНЕНИЯ | 2011 |
|
RU2470731C2 |
| Способ электроэрозионного изготовления вырубных штампов | 1978 |
|
SU774891A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2012 |
|
RU2522864C2 |
| СПОСОБ УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2468881C2 |
| СПОСОБ РОСПУСКА ПОЛИМЕРНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2172251C1 |
рродолока
