Изобретение относится к приборостроительной и машиностроительной промышленности.
Известен способ сборки деталей, по которому одна из них подвергается воздейспвию переменного магнитного поля. Известен, кроме того, способ ориентирования деталей В магнитном поле путем воздействия этого поля на индуцированное попе токопроводящей детали.
Предложенный способ сборки сочетает в себе ориентирование деталей известным способом относительно оси сборки и саму сбЬрку под действием переменного магнитного поля.
Сущность способа заключается в том, что при направлении вектора индукции переменного магнитного поля вдоль оси симметрии сопрягаемых деталей на детали действую силы, направленные на установку их по одной оси и одновременно на взаимное сопряжение вдоль оси, что обеспечивает законченный цикл сборки.
. .Точная установка и взаимное сопряжение деталей происходит бесконтактно.
Сборка осуществляется не в результате вероятностного совпадения осей, а под действием сил, возникающих при взаимодействии индуцированных в деталях токов с внешним магнитным полем. При этом детали движутся под воздействием электродинамических сил в направлении сопряжения по наикратчайшей траектории. При необходимости сборки с натягом или неразъемного соединения деталь дополнительно нагревают тем же мг1Гнитшым полем до расчетной температуры путем выборки соответствующих режимов.
Частоту магнитного поля в зоне сборки выбирают по детали, у крторрй ; расчетное значение этой частоты выше.
Для удержания деталей в зоне сборки изменяют плотность магнитного потока, увб;личивая ее от-оси сборки к периферии.
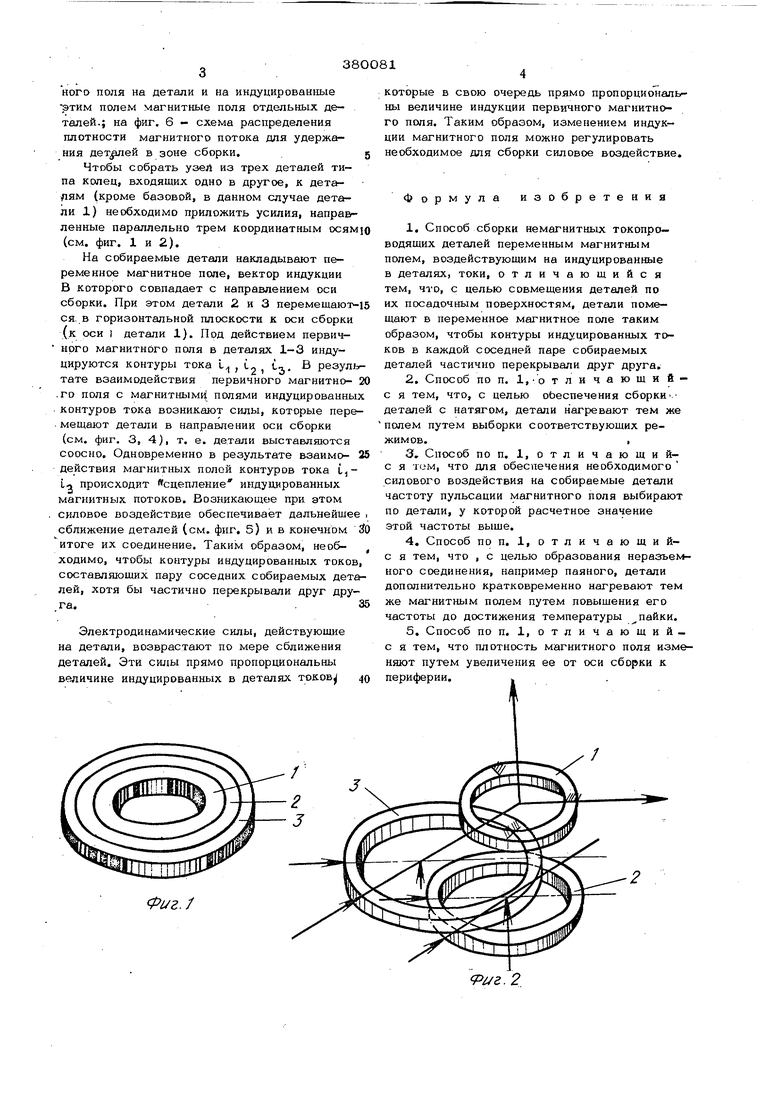
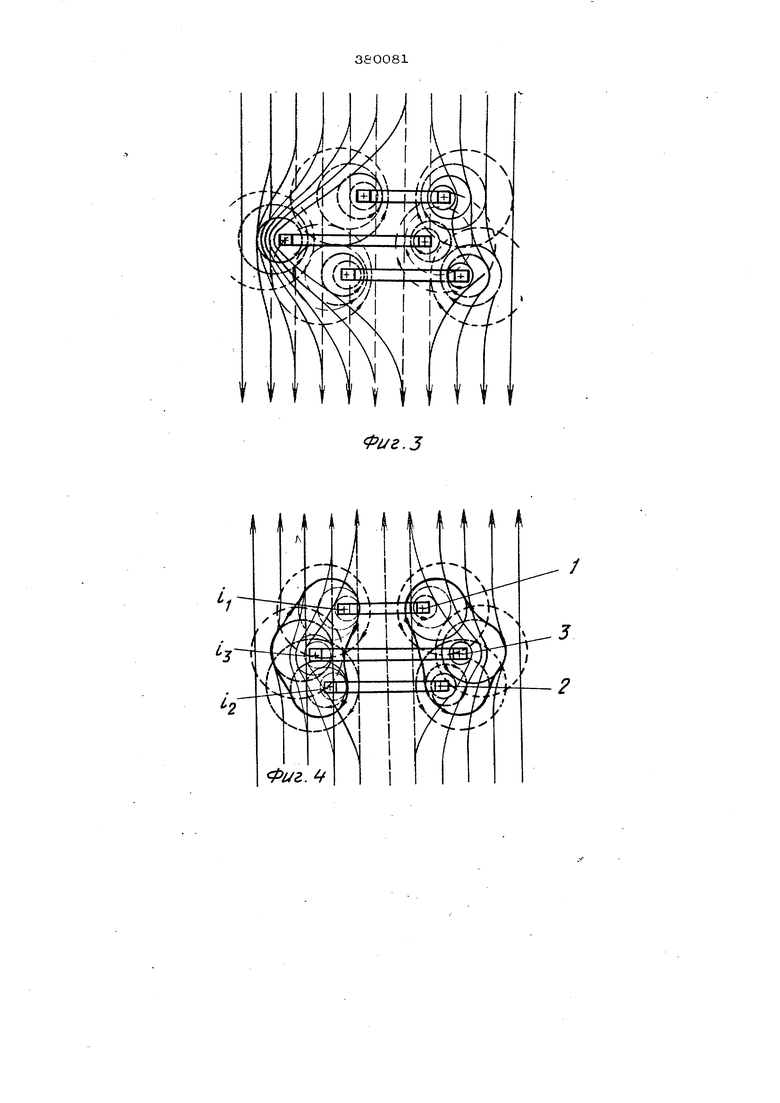
На фиг. 1 представлен собранный узел, состоящий из трех концентричных, вложенных друг в друга колец; на фиг. 2 - один из возможных вариантов исходного положе нияи схема необходимого силового воздействия на них для осуществления;сборки; на фиг. 3 - 5 - схема воздей:;твия магнит кого поля на детали и на индуцированные ЭТИМ полем магнитные поля отдельных деталей.; на фиг, 6 - схема распределения плотности магнитного потока для удержания дет,ей в зоне сборки. Чтобы собрать узел из трех деталей типа колец, входящих одно в другое, к деталям (кроме базовой, в данном случае детали 1) необходимо приложить усилия, направ ленные параллельно трем координатным осям (см. фиг. 1 и 2). На собираемые детали накладывают переменное магнитное поле, вектор индукции В которого совпадает с направлением оси сборки. При этом детали 2 и 3 nepeMemaror ся. в горизонтальной плоскости к оси сборки (к оси I детали 1). Под действием первичного магнитного поля в деталях 1-3 индуВ резул цируются контуры тока Ч; 4. тате взаимодействия первичного магнитно.го поля с магнитными полями индуцированны контуров тока возникают силы, которые пер . мещают детали в направлении оси сборки (см. фиг. 3, 4), т. е. детали выставляются соосно. Одновременно в результате взаимодействия магнитных полой контуров тока t, LO происходит сцепление индуцированных магнитных потоков. Возникающее при этом силовое воздействие обеспечивает дальнейше сближение деталей (см. фиг, 5) и в конечном итоге их соединение. Таким образом, необходимо, чтобы контуры индуцированных токо составляющих пару соседних собираемых дет лей, хотя бы частично перекрывали друг дру га.. Электродинамические силы, действующие на детали, возврастают по мере сближения деталей. Эти силы прямо пропорциональны величине индуцированных в деталях токову иг.:/
i/a.2 которые в свою очередь прямо пропорциональны величине индукции первичного магнитного поля. Таким образом, изменением индукции магнитного поля можно регулировать необходимое для сборки силовое воздействие. Формула изобретения 1.Способ сборки немагнитных токопро- водящих деталей переменным магнитным полем, воздействующим на индуцированные в деталях, токи, отличающийся тем, что, с целью совмещения деталей по их посадочным поверхностям, детали помещают в переменное магнитное поле таким образом, чтобы контуры индуцированных токов в каждой соседней паре собираемых деталей частично перекрывали друг друга. 2.Способ по п. 1,0 тличающийс я тем, что, с целью обеспечения сборки деталей с натягом, детали нагревают тем же полем путем выборки соответствующих режимов.I 3.Способ по п. 1, о т л и ч а ю щ и йс я том, что для обеспечения необходимого силового воздействия на собираемые детали частоту пульсации магнитного поля выбирают по детали, у которой расчетное значение этой частоты выше. 4.Способ по п. 1, отличающийс я тем, что , с целью образования неразъемного соединения, например паяного, детали дополнительно кратковременно нагревают тем же магнитным полем путем повышения его частоты до достижения температуры пайки. 5.Способ по п. 1, отличающийс я тем, что плотность магнитного поля изменяют путем увеличения ее от оси сборки к периферии.
i/г.З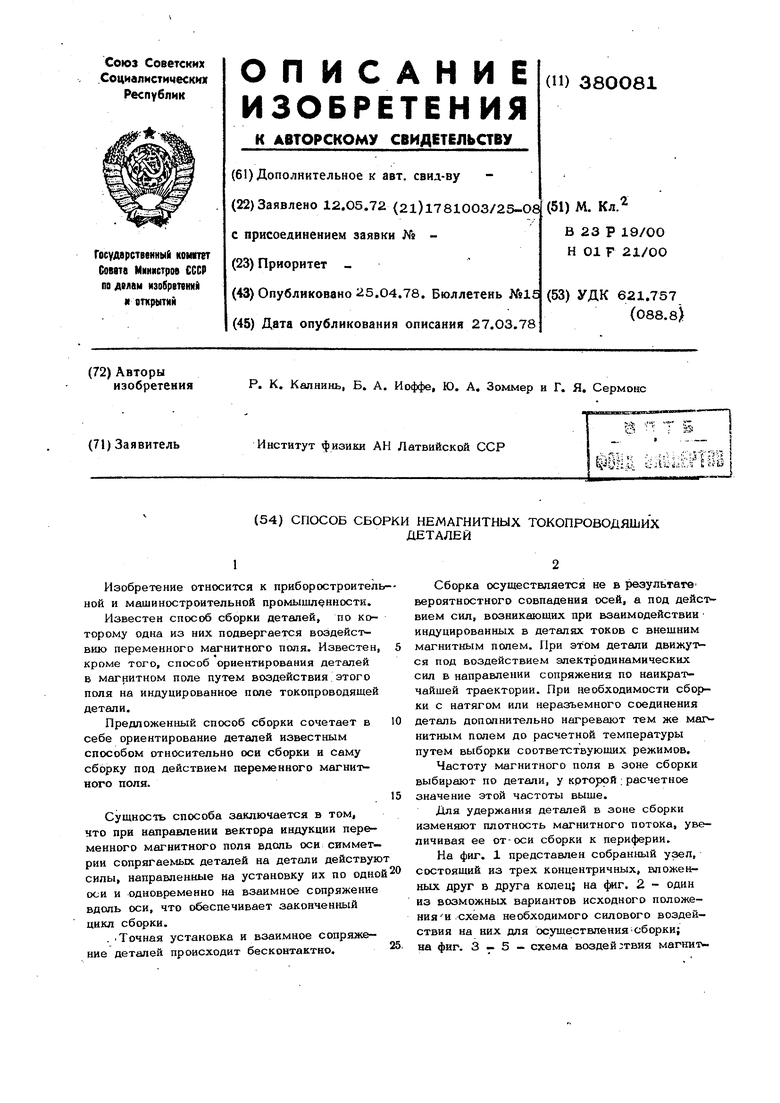
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки | 1972 |
|
SU434699A1 |
| Способ разделения асимметричных немагнитных токопроводящих деталей на ориентированные потоки | 1972 |
|
SU441763A1 |
| Устройство для пайки немагнитных токопроводящих деталей | 1977 |
|
SU749588A1 |
| Устройство для установки немагнитных токопроводящих деталей | 1976 |
|
SU642129A1 |
| Способ сборки узлов | 1972 |
|
SU413724A1 |
| УСТРОЙСТВО ДЛЯ ВРАЩЕНИЯ ДЕТАЛЕЙ | 1972 |
|
SU420441A1 |
| Устройство бесцентровой обработки, например, полировки, немагнитных токопроводящих деталей | 1972 |
|
SU446396A1 |
| Способ демонтажа узлов | 1973 |
|
SU441762A1 |
| ГЕНЕРАТОР ЭЛЕКТРОДИНАМИЧЕСКОГО ПОЛЯ | 2001 |
|
RU2268542C2 |
| Способ ориентирования немагнитных токопроводящих деталей на вибролотке | 1970 |
|
SU495881A1 |
Ф1/г..5
W/
