Изобретение относится к области автоматической обработки, в частности к полировке штучных изделий, изготовленных из немагнитных токопроводящих материалов. Известно устройство для бесцентровой обработки изделий типа колец. В этом устройстве вращение обрабатываемому кольцу сообщается при помощи прижимного элемента, выполненного из ферромагнитного материала, на который воздействуют регулируемым магнитным потоком от источника переменного магнитного поля. Недостатками известного устройства являются сравнительно сложная конструкция, обусловленная применением магнитных и механических приводных систем, а также невозможность обработки нежестких, легко деформируемых изделий и деталей сложной формы. Предлагаемое устройство отличается тем, что для обработки легко деформируемых деталей в поле источника переменного магнитного поля расположен ио крайней мере один замкнутый контур, уложенный по форме одного из плоских сечений детали под углом, отличным от прямого, к направлению силовых линий поля. Кроме того, симметрично первому контуру относительно оси вращения детали установ, лен второй замкнутый контур. С цел работки полых деталей по крайней мере один замкнутый контур размещен внутри детали. Поверхность по крайней мере одного контура, обращенная к детали, покрыта абразивным материалом. Описываемое устройство снабжено также транспортной системой карусельного типа с захватами для деталей, оснащенными замкнутыми контурами требуемой формы. Это позволяет повысить производительность и автоматизировать процесс. Для обработки деталей сложной формы замкнутые контуры установлены раздельно вдоль детали, например вблизи участков возникновения наибольших токов. На фиг. 1 показано устройство для обработки деталей в магнитном поле индуктора; на фиг. 2 - то же, разрез по А-Л на фиг. 1; на фиг. 3 - схема соприкосновения детали и инструмента; на фиг. 4 - деталь с дополнитель ным контуром; на фиг. 5 - схема полой детали; на фиг. 6 - с сложной детали; на фиг русельного типа дл| двух проекциям Устройсдйвр . -feMV-.. р.:
электропроводящего материала и уложен по форме одного из плоских сечений детали под углом, отличным от прямого, к направлению силовых линий поля, а его сторона, обращенная к детали, покрыта абразивом.
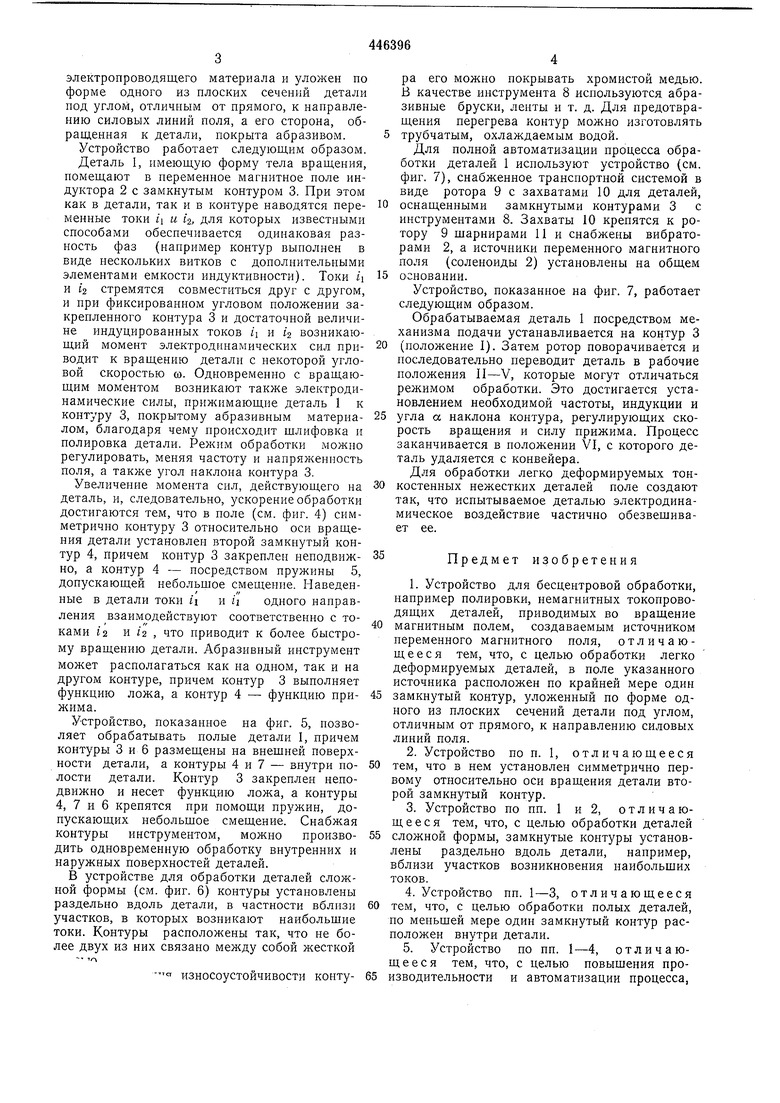
Устройство работает следующим образом.
Деталь 1, имеющую форму тела вращения, помещают в переменное магнитное поле индуктора 2 с замкнутым контуром 3. При этом как в детали, так и в контуре наводятся переменные токи /1 и iz, для которых известными способами обеспечивается одинаковая разность фаз (например контур выполнен в виде нескольких витков с дополнительными элементами емкости индуктивности). Токи /i и 12 стремятся совместиться друг с другом, и при фиксированном угловом положении закрепленного контура 3 и достаточной величине индуцированных токов /j и /2 возникающий момент электродинамических сил приводит к вращению детали с некоторой угловой скоростью со. Одновременно с вращающим моментом возникают также электродинамические силы, прижимающие деталь 1 к контуру 3, покрытому абразивным материалом, благодаря чему нроисходит щлифовка и полировка детали. Режим обработки можно регулировать, меняя частоту и напряженность поля, а также угол наклона контура 3.
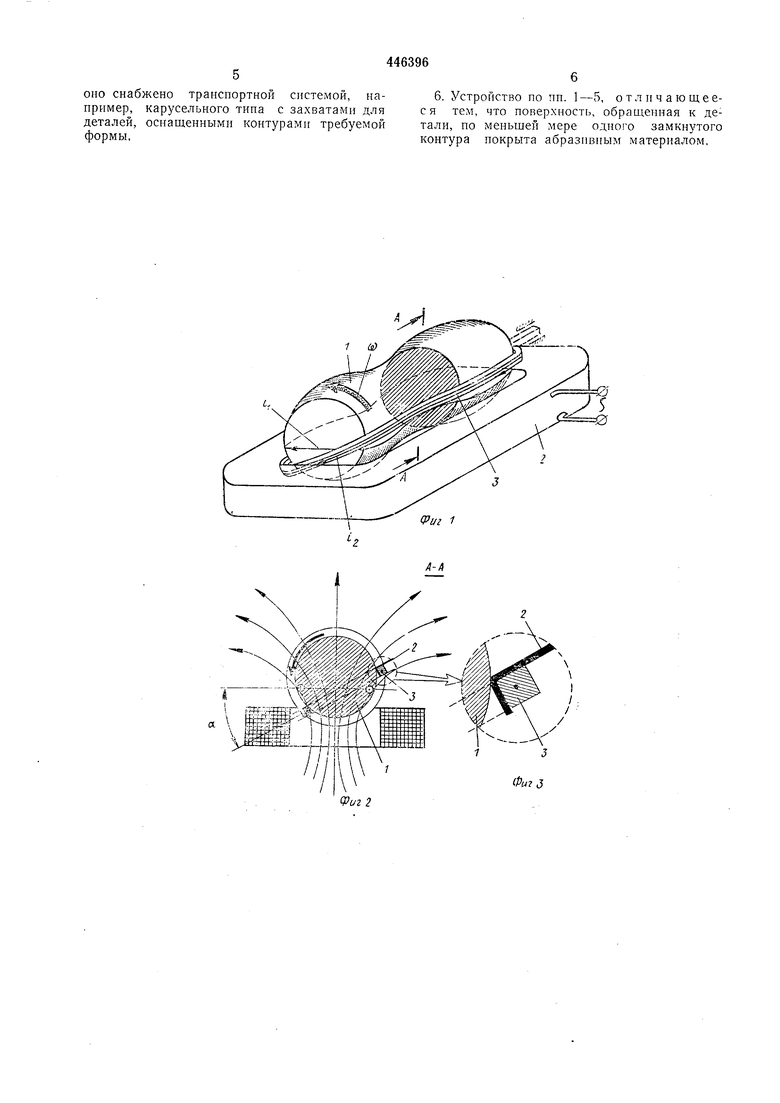
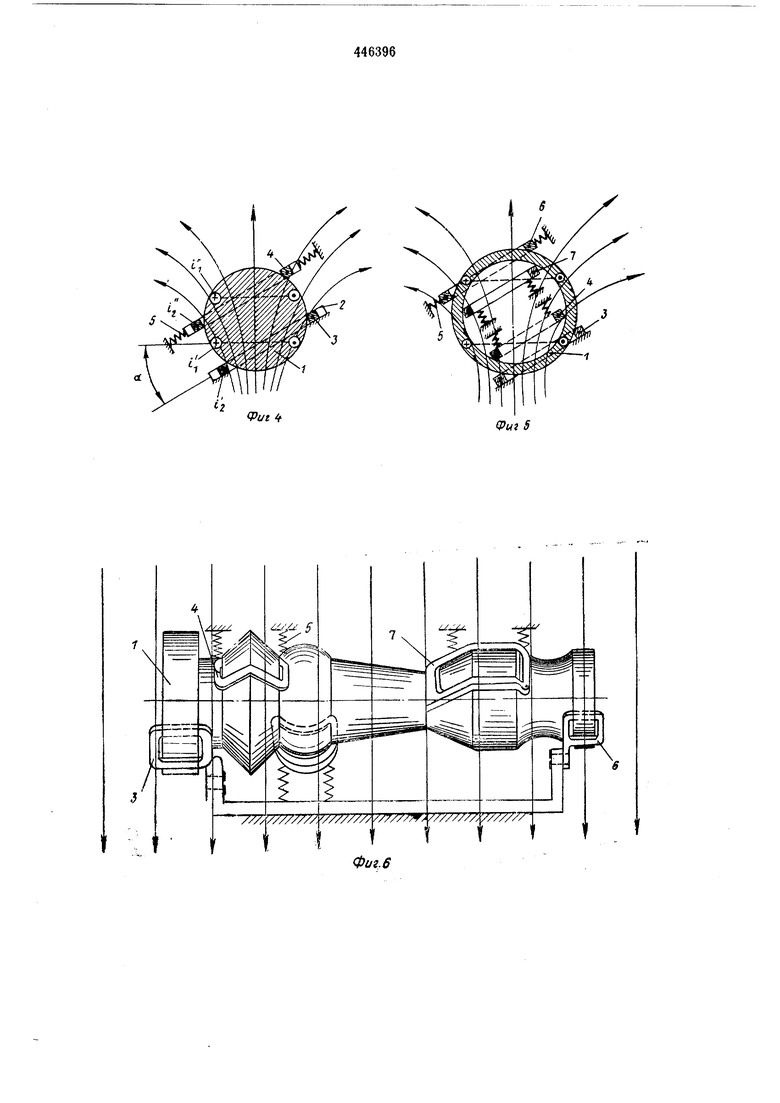
Увеличегп-ie момента сил, действующего на деталь, и, следовательно, ускорение обработки достигаются тем, что в поле (см. фиг. 4) симметрично контуру 3 относительно оси вращения детали установлен второй замкнутый контур 4, причем контур 3 закреплен неподвижно, а контур 4 - посредством пружины 5, допускающей небольщое смещение. Наведенные в детали токи и и ii одного направления взаимодействуют соответственно с токами 12 и /2 , что приводит К болев быстрому вращению детали. Абразивный инструмент может располагаться как на одном, так и на другом контуре, причем контур 3 выполняет функцию ложа, а контур 4 - функцию прижима.
Устройство, показанное на фиг. 5, позволяет обрабатывать полые детали 1, причем контуры 3 и 6 размещены на внещней поверхности детали, а контуры 4 и 7 - внутри полости детали. Контур 3 закреплен неподвижно и несет функцию ложа, а контуры 4, 7 и 6 крепятся при помощи пружин, допускающих небольшое смещение. Снабжая контуры инструментом, можно производить одновременную обработку внутренних и наружных поверхностей деталей.
В устройстве для обработки деталей сложной формы (см. фиг. 6) контуры установлены раздельно вдоль детали, в частности вблизи участков, в которых возникают наибольшие токи. Контуры расположены так, что не более двух из них связано между собой жесткой
т/л
износоустойчивости контура его можно покрывать хромистой медью. Б качестве инструмента 8 иснользуются абразивные бруски, ленты и т. д. Для предотвращения перегрева контур можно изготовлять трубчатым, охлаждаемым водой.
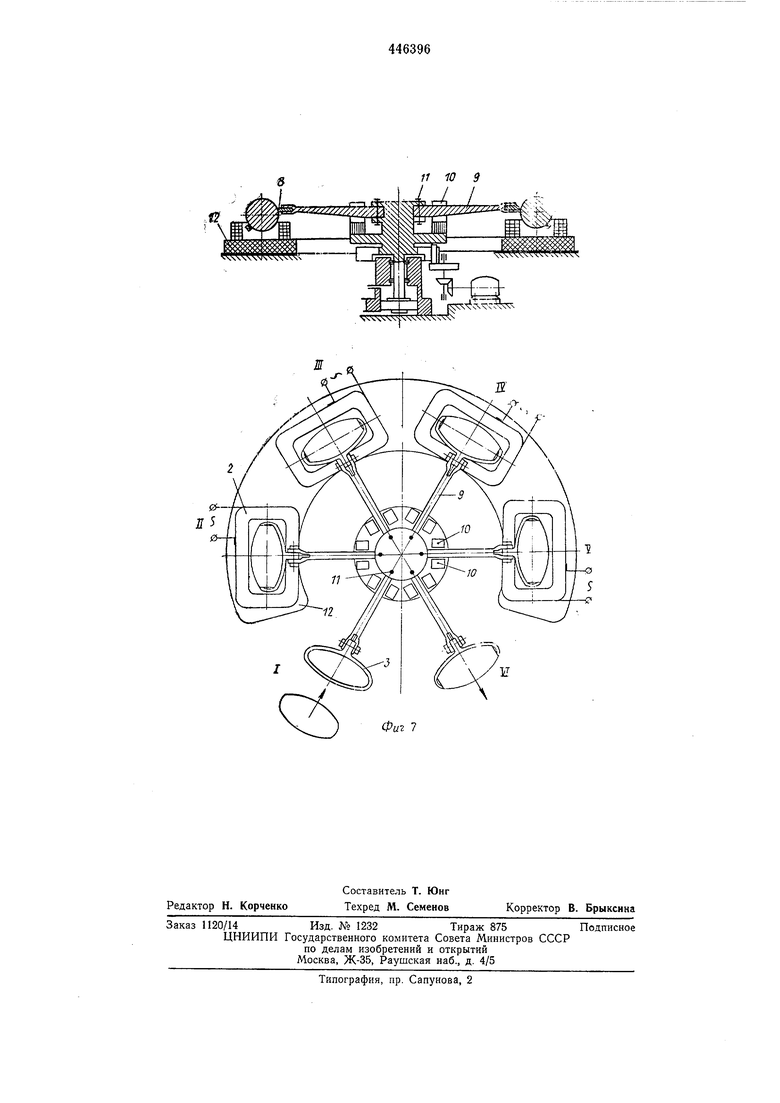
Для полной автоматизации процесса обработки деталей 1 используют устройство (см. фиг. 7), снабженное транспортной системой в виде ротора 9 с захватами 10 для деталей,
оснащенными замкнутыми контурами 3 с инструментами 8. Захваты 10 крепятся к ротору 9 шарнирами И и снабжены вибраторами 2, а источники переменного магнитного поля (соленоиды 2) установлены на общем
основании.
Устройство, показанное на фиг. 7, работает следующим образом.
Обрабатываемая деталь 1 посредством механизма подачи устанавливается на контур 3
(положение I). Затем ротор поворачивается и носледовательно переводит деталь в рабочие положения II-V, которые могут отличаться режимом обработки. Это достигается установлением необходимой частоты, индукции и
угла а наклона контура, регулирующих скорость вращения и силу прижима. Процесс заканчивается в положении VI, с которого деталь удаляется с конвейера. Для обработки легко деформируемых тонкостенных нежестких деталей поле создают так, что испытываемое деталью электродинамическое воздействие частично обезвешивает ее.
Предмет изобретения
1.Устройство для бесцентровой обработки, например полировки, немагнитных токопроводящих деталей, приводимых во вращение
магнитным полем, создаваемым источником переменного магнитного поля, отличающееся тем, что, с целью обработки легко деформируемых деталей, в ноле указанного источника расположен по крайней мере один
замкнутый контур, yvIoжeнный по форме одного из плоских сечений детали под углом, отличным от прямого, к направлению силовых линий поля.
2.Устройство по п. 1, отличающееся тем, что в нем установлен симметрично первому относительно оси вращения детали второй замкнутый контур.
3.Устройство по пп. 1 и 2, отличающееся тем, что, с целью обработки деталей
сложной формы, замкнутые контуры установлены раздельно вдоль детали, например, вблизи участков возникновения наибольших токов.
4.Устройство пп. 1-3, отличающееся тем, что, с целью обработки полых деталей,
по меньшей мере один замкнутый контур расположен внутри детали.
5.Устройство по пп. 1-4, отличающееся тем, что, с целью повышения производительности и автоматизации процесса,
оно снабжено транспортной системой, нанример, карусельного типа с захватами для деталей, оснащенными контурами требуемой формы,
6. Устройство по пи. 1-5, отличающееся тем, что поверхность, обращенная к детали, по меньщей мере одного замкнутого контура покрыта абразнвным материалом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВРАЩЕНИЯ ДЕТАЛЕЙ | 1972 |
|
SU420441A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОДЯНОГО ПОЛОТЕНЦЕСУШИТЕЛЯ | 2005 |
|
RU2310552C2 |
| Способ финишной копировальной обработки деталей сложного профиля | 1986 |
|
SU1393602A1 |
| СПОСОБ БЕСЦЕНТРОВОЙ АБРАЗИВНОЙ ДОВОДКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2344919C2 |
| Способ обработки оптической поверхности | 1979 |
|
SU881015A1 |
| Способ ориентации немагнитных токопроводящих деталей | 1972 |
|
SU434702A1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ И ИСПОЛЬЗУЕМЫЙ В НЕМ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2351453C2 |
| Способ формообразования роликов с выпуклой образующей | 2023 |
|
RU2811968C1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Шлифовальный круг | 1990 |
|
SU1756132A1 |
PU2 1
Фи J
«2
(Put ff
(Риг 5
С
Я
/
Фи2 7
