1
Изобретение касается автоматизации тфо цессов сборки в приборостроении.
Известен способ сборки узлов из немат нитвых токопроводяших деталей в переме вом магнитном поле, нап{}а&денном вдопь осн сборки.
Предлагаемый способ отличается от иэвестного тем, что с целью - обеспечения Труппы деталей по различным поверх яостям сопряжения базовой детали перемев ное магнитное попе накладывают локально вдоль каждой оси сборки и придают ему кон. фигурацию в направлении, перпендш л фном оси сборки, соответствующую ко1{4я1гурацин сопрягаемого элемента базовой детали, а величину индукции каждого локального поля выбирают в зависимости от параметров собираемых деталей. Конфигурацию каждого локального поля изменяют таким образом, чтобы в начале процесса сборки она охватывала контуры поверхностей сопряжения базо вой и собираемой деталей, а затем, по мере их совмещения, конфигурацию поля сужаю до совпадения с контуром поверхности сопряжения базовой детали,.
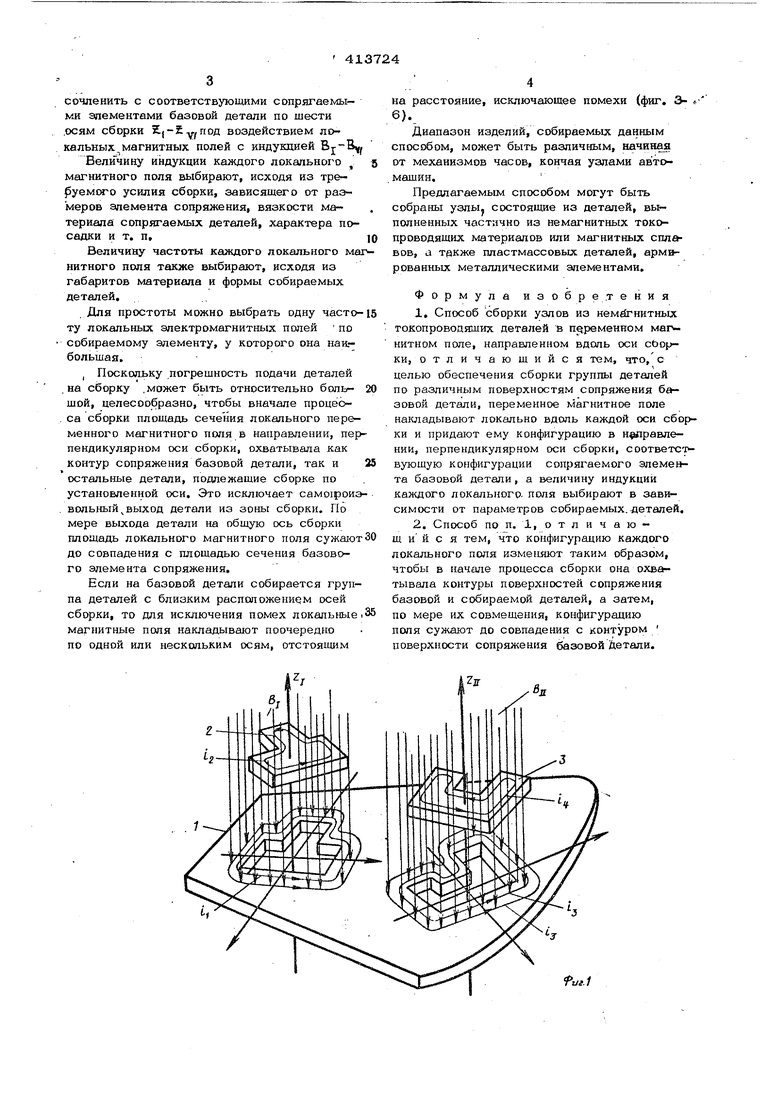
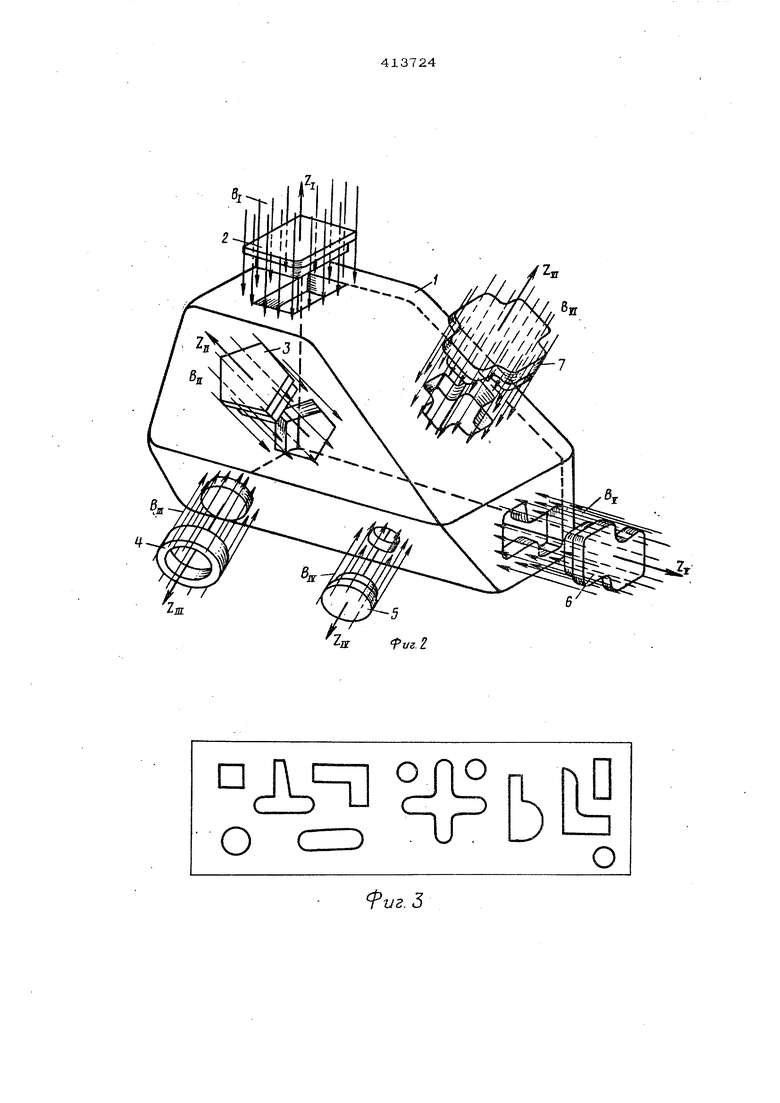
На фиг. 1 изображена сборка нескольких деталей на базовой плоскости по предлагае-. мому способу} на фиг. 2 - то же, по шести осям базовой детали, имеющей сложную коафигурацию в пространстве; на фиг. 3 -6 то же, по нескольким осям при условии малого расстояния между ними..
При сбсрке на базовой деташ 1 деталей 2 в 3 вдоль каждой оси сборки 2, воздействуют локальными магнитными пол11мн с индукцией-Bj; и Вjj. которым в попере ном сечении придают конфигурацию сопрягаемо го эдемента базовой детали. При этом величи индукции каждого локального поля выбирают в зависимости от размеров каждой из собираемых деталей,
Под действием локального поля В инду-цнруются и t, а поД действием поля Bji - токи 1„ и LI, вокруг контуров сопрягаемых элементов деталей.
Взаимодействие токов .ЦсС и обеспечивает сближение и со1фяжение деталей 2 и 3 .; базовой деталью 1,
По фиг, 2 при сборке детали 1 с деталями 2-7 их необходимо точно установить и
сочленить с соответствующими сопрягаемыми элементами базовой детали по шести .осям сборки воздействием локальных магнитных полей с индукдией Bj-Byj
Величину индукции каждого локального д Магнитного поля ЕЛ1бирают, исходя из тре- уемет о усилия сборки, зависящего от размеров элемента сопряжения, вязкости материала сопрягаемых деталей, характера посадки и т. П,IQ
Величину частоты каждого локального ма1 нитного поля также выбирают, исходя из габаритов материала и формы собираемых деталей,
, Для простоты можно выбрать одну часто-15 ту локальных электромагнитных полей по собираемому элементу, у которого она наи,- большая.
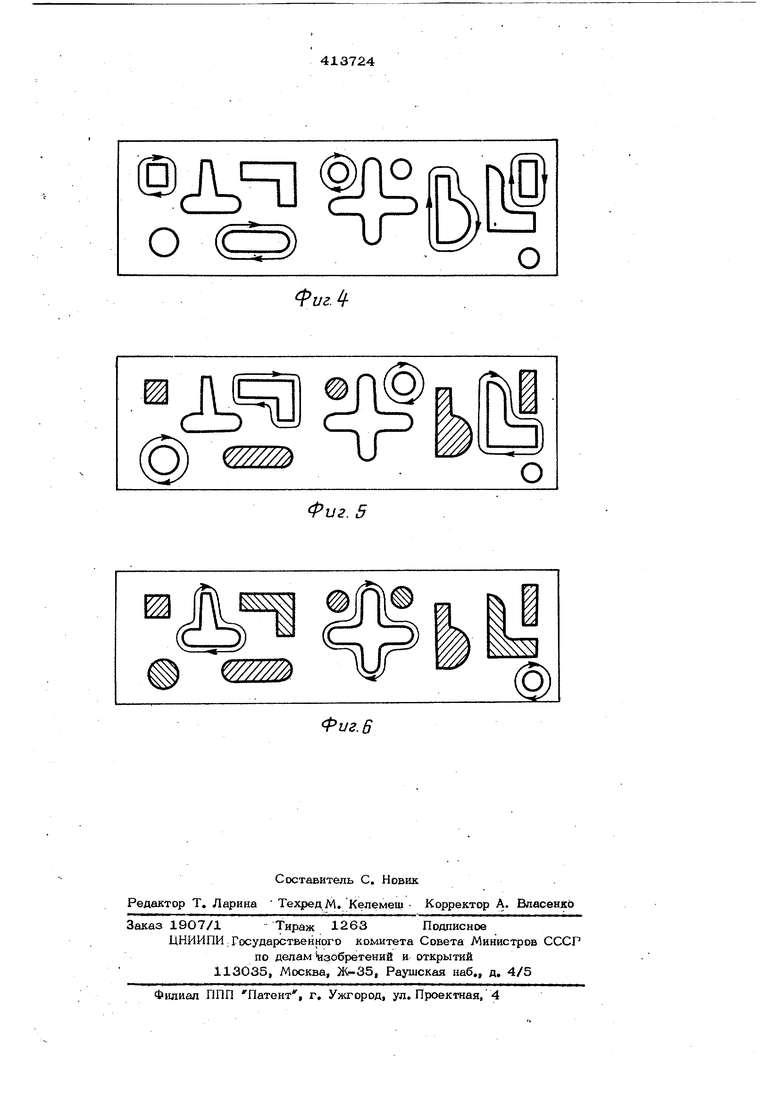
, Поскольку погрещность подачи деталей на сборку .может быть относительно боль- 20 шой, целесообразно, чтобы вначале процеоса сборки площадь сечения локального переменного магнитного поля в направлении, перпендикулярном оси сборки, о.хватывала как контур сопряжения базовой детали, так и 25 остальные детали, подлежащие сборке по установленной оси. Это исключает самофоиэвольный выход детали из зоны сборки. По мере выхода детали на общую ось сборки площадь локального магнитного поля сужают 30 до совпадения с площадью сечения базового элемента сопряжения.
Если на базовой детали собирается группа деталей с близким расположением осей сборки, то для исключения помех локальные i35 магнитные поля накладывают поочередно по одной или нескольким осям, отстоящим
на расстояние, исключающее помехи (фиг, 36),
Диапазон изделий, собираемых данным способом, может быть различным, начиная от механизмов часов, кончая узлами . машин,
Предлагаемым способом могут быть собраны узлЫу состоящие из деталей, выполненных частично из немагнитных токопроводящих материалов или магнитных сплавов, а тйкже пластмассовых деталей, армированных металлическими элементами.
Формула изобре.тения
1,Способ сборки узлов из немйгнитных гокопроводяших деталей в переменном маг нитном поле, направленном вдоль оси , отличающийся тем, что, с целью обеспечения сборки группы деталей по различным поверхностям сопряжения базовой детали, переменное магнитное поле накладывают локально вдоль каждой оси сбоки и придают ему конфигурацию в н равле- НИИ, перпендикулярном оси сборки, соответсвующую конфигурации сопрягаемого элемента базовой детали, а величину индукции каждого локального- поля выбирают в зависимости от параметров собираемых.деталей,
2,Способ по п. 1, отличающ и и с я тем, что конфигурацию каждого локального поля изменяют таким образом, чтобы в начале процесса сборки она охватывала контуры поверхностей сопряжения базовой и собираемой деталей, а затем, по мере их совмещения, конфигурацию поля сужают до совпадения с контуром поверхности сопряжения базовой йетали.
л
fr/г/ ff f /г 2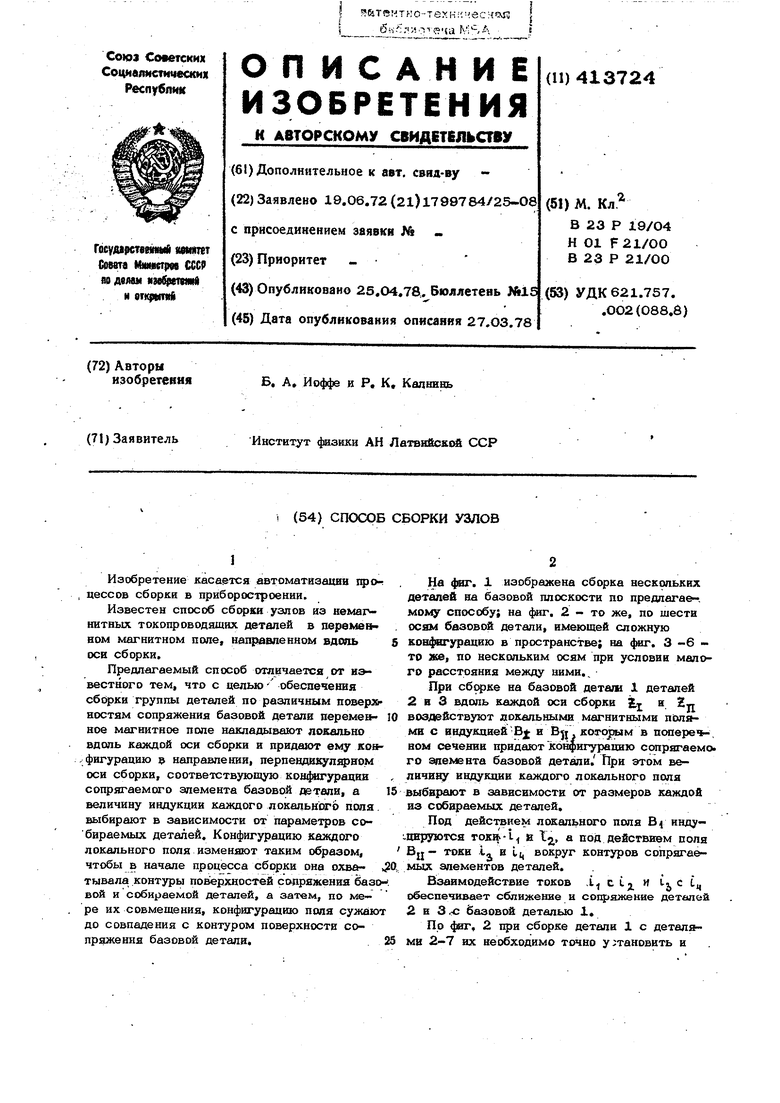
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки | 1972 |
|
SU434699A1 |
| Способ сборки узлов | 1977 |
|
SU737189A1 |
| Способ сборки немагнитных токопроводящих деталей | 1972 |
|
SU380081A1 |
| Устройство для сборки ферромагнитных деталей с немагнитными | 1977 |
|
SU707755A1 |
| Способ взаимной установки ферромагнитных стержней | 1971 |
|
SU392856A1 |
| Устройство для сборки ферромагнит-НыХ дЕТАлЕй C НЕМАгНиТНыМи | 1977 |
|
SU812499A2 |
| Устройство для пайки немагнитных токопроводящих деталей | 1977 |
|
SU749588A1 |
| СПОСОБ СБОРКИ НАКЛАДНЫХ ДЕКОРАТИВНЫХ ДЕТАЛЕЙ С ОСНОВНЫМИ ДЕТАЛЯМИ МЕБЕЛИ | 2012 |
|
RU2490521C1 |
| СПОСОБ ОРИЕНТИРОВАНИЯ И СБОРКИ ДЕТАЛЕЙ | 1973 |
|
SU361853A1 |
| Способ сборки плоских деталей | 1989 |
|
SU1710195A1 |
njl
о
О
ш.2
О (S) и.
о
Риг
Фиг. 5
Риг.в
