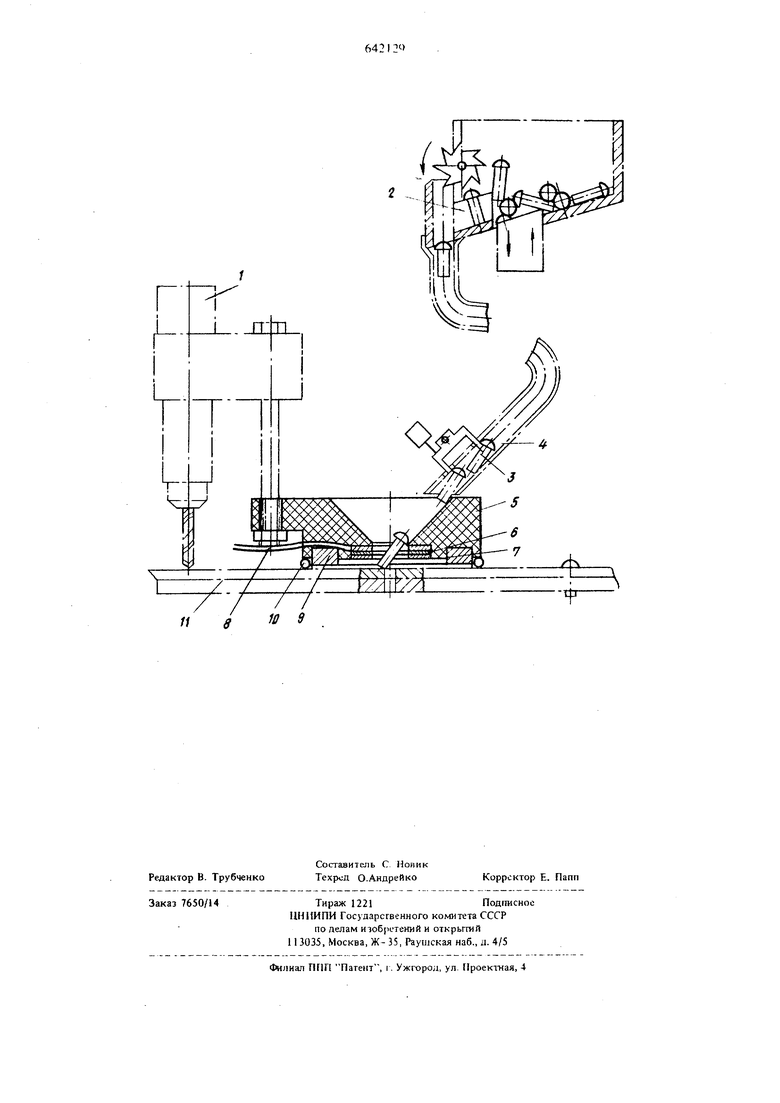
В нижней части воронки смонтированы шаровые опоры 10, обеспечивающие необходимый зазор между воронкой 5 и базовой деталью 11 собираемого узла, в которую устанавливаются заклепки 3.
Устройство работает следующим образом. Закрепленное на сверлильной головке I, оно устанавливается над отверстием базовой детали П. Допустимая погрешность установки составляет 0,1-0,8 диаметра отверстия базовой детали. Из лотка 4 заклепки 3 поштучно подаются в воронку 5 и произвольно располагаются в отверстии индуктора 6.
На индуктор 6 подается импульс (или несколько импульсов) тока, внутри которого создается переменное магнитное поле и воз1шкает электродвижущая сила (ЭДС) и щукции.
В заклепке 3, непосредстве1ою охватываемой индуктором 6, индуцируется круговой контур тока. Линии магнитной индукции пронизьгоают участок детали 11, в зоне отверстия, вызьшая появление ЭДС индукции и индуцированного кругового тока, локализующегося в зоне отверстия и возбуждающего вторичное магнитное поле. Контур тока концентрируется вокруг отверстия базовой детали 11 магнитом 9.
Первичное и вторичное магнитные поля взаимодействуют между собой. На заклепку 3, расположенную в индукторе под углом к его вертикальной оси, действует момент сил, поскольку заклепка 3 одной частью находится в зоне с большим магнитным полем, а другой - с меньшим. Под действием момента сил заклепка 3 устанавливается в вертикальное положение и центрируется, перемещаясь в область наименьшего действия электродинамических сил, т.е. в центр индуктора 6.
Необходимым условием работоспособности данного устройства является то, что погреишость установки его относительно осей отверстий в базовой детали 11 была бы не больше, чем
0,1-0,8 диаметра отверстия. Необходимо, чтобы области, охваченные контурами индуцированных токов в заклепке 3 и в зоне отверстия детали 11, хотя бы частично перекрывали друг друга.
Поскольку контуры токов в заклепке 3 и вокруг базового отверстия вызваны одним и тем же магнитным полем, их направления совпадают, а значит контуры токов стремятся совместиться. Возникающая электродинамическая сила заставляет перемещаться заклепку 3 в направлении оси сборки до тех пор, пока контуры токов не совместятся,, т.е. заклепка 3 выведется на ось отверстия. При этом произойдет быстрая и надежная установка заклепки 3 в отверстии базовой детали 11 собираемого узла.
Формула изобретения
1.Устройство для установки немагнитных токопроводящих деталей, содержащее воронку с расположенным в ней источником магнитного поля и источник питания, отличающееся тем, что, с целью расшире1шя технологических возможностей, источник магнитного поля выполнен в виде индуктора и смонтирован на нижнем торце воронки.
2.Устройство по П.1, отличающееся тем что индуктор смонтирован заподлицо с торцем воронки.
3.Устройство по П.1, отличающееся тем, что на нижнем торце воронки концентрично индуктору установлен кольцевой постоянный магнит.
4.Устройство по П.1, о т л и ч а ю ще е с я тем, что в качестве источника питания применен импульсный источник электроэнергии.
Источники информации, принятые во В1Ш мание при экспертизе:
1. Патент ПНР № 71655, кл.. В 23 В 31/38, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство бесцентровой обработки, например, полировки, немагнитных токопроводящих деталей | 1972 |
|
SU446396A1 |
| Центробежная многоступенчатая мельница | 1985 |
|
SU1299620A1 |
| Способ сборки немагнитных токопроводящих деталей | 1972 |
|
SU380081A1 |
| Способ сборки | 1972 |
|
SU434699A1 |
| Устройство для пайки немагнитных токопроводящих деталей | 1977 |
|
SU749588A1 |
| Способ непрерывного литья слитка и плавильно-литейная установка для его осуществления | 2020 |
|
RU2745520C1 |
| СПОСОБ ИНТЕНСИФИКАЦИИ ДОБЫЧИ НЕФТИ, ЛИКВИДАЦИИ И ПРЕДОТВРАЩЕНИЯ ОТЛОЖЕНИЙ В НЕФТЕГАЗОДОБЫВАЮЩИХ И НАГНЕТАТЕЛЬНЫХ СКВАЖИНАХ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2713552C1 |
| Линейный электродвигатель | 1977 |
|
SU693514A1 |
| СВЕРХПРОВОДНИКОВАЯ СИНХРОННАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА | 2002 |
|
RU2256280C2 |
| УСТРОЙСТВО ДЛЯ ВРАЩЕНИЯ ДЕТАЛЕЙ | 1972 |
|
SU420441A1 |