1
Изобретение относится к станкоинстру ментальной промышленности, в частности к инструментам для нарезания по методу протягивания прямозубых конических колес.
В известных головках последовательно расположенные резцы имеют подъем в радиальном направлении, а их периферийные режущие ролики - одинаковую ширину. Пооледние спрофилированы по дугам разного радиуса с различньгм положением центра. Эти головки имеют неравномерную нагрузку на резцы, что вызывает повышенную вибрацию станка и инструмента, снижаядолговечность работы станка, уменьшая стой кость инструмента.
Это особенно ошутимо при обработке прямозубых колес с модулем свыше 5 мм.
В предлагаемой головке все резцы разбиты на три группы, при этом резцы группы, снимающие припуск в середине верхней части впадины, имеют меньшую относительно остальных грутт ширину пе. риферийных режущих кромок, а резцы второй и третьей групп, снимающие припуск соответственно в верхней и нижней частях впадины, имеют неодтшковую ширину периферийных режущих кромок, большую ширины аналогичных кромок резцов первой группы.
Такое Шзшолнение уменьшает резания на зуб и позволяет равномерно распределить припуск между всемн зубьями головки.
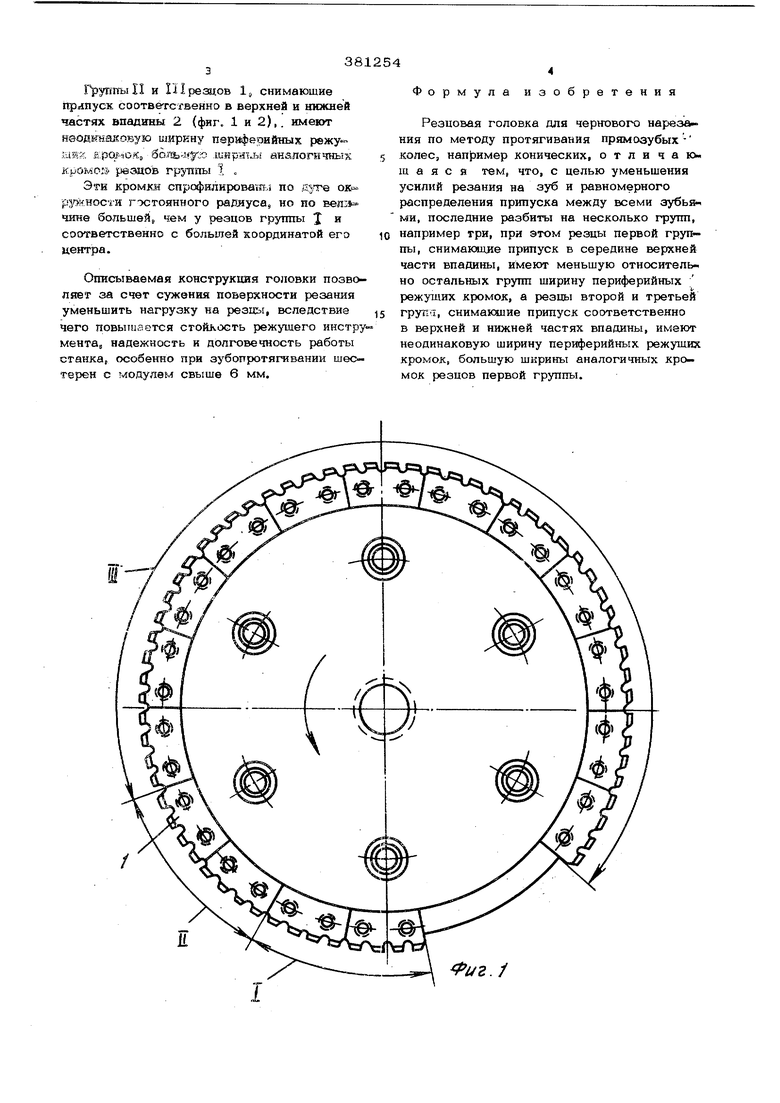
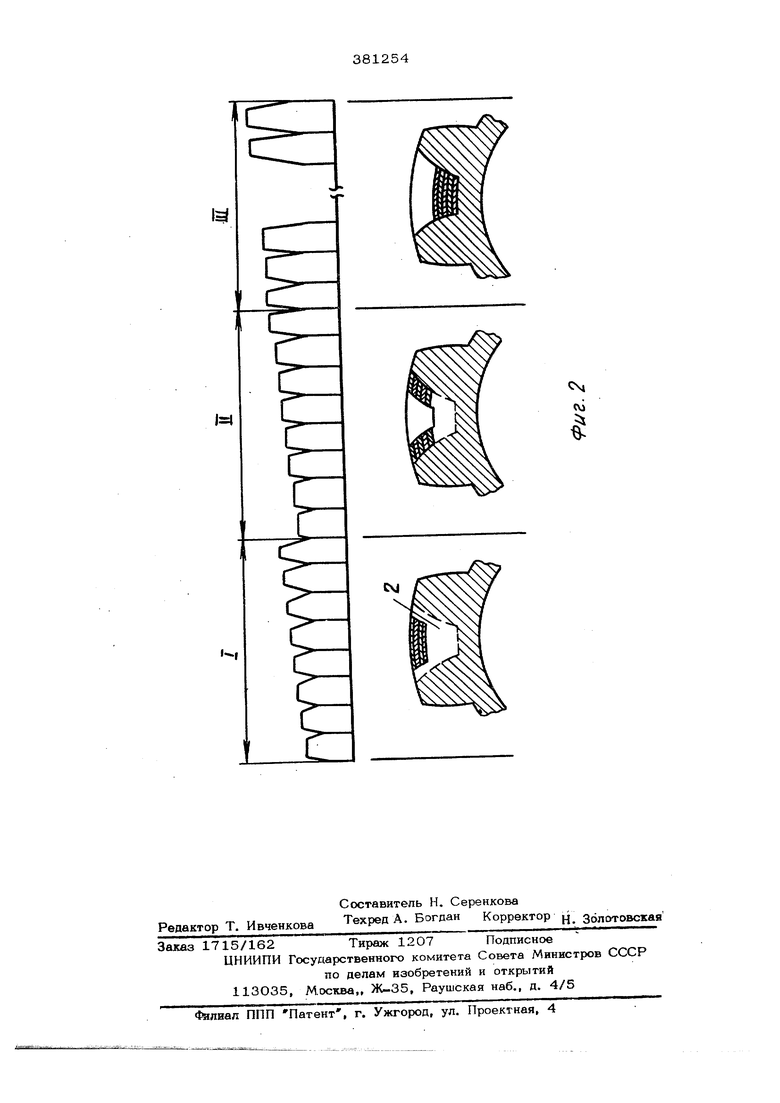
На фиг. 1 схематически н;зображена предлагаемая головка; на фиг. 2 - схема расположения резцов в головке первой, второй н третьей групп соответственно.
Головка имеет несколько групп реж ших зубьев 1, например три, обьединенные в блоки. Группа I резцов 1, снимающая припуск в средней части впадины 2 |(фиг.2) имеет меньшую ширину периферийных режуьших кромок, спрофилированных по дугам . меньшего радиуса. При этом координатя его центра соответственно уменьшена.
Группы И и ГПрездов 1„ снимаюшие припуск соответсгвенно в верхней и нижней частях впадины 2 (фиг. 1 и 2),. имеют
неодкнажовую ширкну пер ферийных режук№х. g..p бо.)1ЕЬУ- ;о .шкрнглз аналогичных Кромрэ шэдов группы 1 о
Эти кромки спрофилироважл по ОК РЗшности постоянного радиуса, но по вел: чине большей чем у резцов группы J и соответственно с большей координатой его центра.
Описываемая конструкция головки позволяет за счет сужения поверхности резания уменьшить нагрузку на резцы, вследствие чего повышается стойкость режущего инструмента, надежность и долговечность работы станка, особенно при зубопротягивании шестерен с модулем свыше 6 мм.
Формула изобретения
Резцовая головка для чернтэвого нар-езания по методу протягивания прямозубых колес, нап эимер конических, о т л и ч а KV. щ а я с я тем, что, с целью уменьшения усилий резания на зуб и равномерного распределения припуска между всеми зубья ми, последние разбиты на несколько групп,
например три, при этом резцы первой группы, снимаюшле припуск в середине верхней части впадины, имеют меньшую относитель-но остальных групп ширину периферийных режущих кромок, а резцы второй и третьей трупа, снимакхиие припуск соответственно в верхней и нижней частях впадины, имеют неодинаковую ширину периферийных режуших кромок, большую шкрины аналогичных кромок резцов первой группы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовая головка-протяжка | 1976 |
|
SU618220A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ЧИСТОВОГО НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1966 |
|
SU184113A1 |
| Резцовая головка-протяжка для нарезания круговых зубьев конических колес | 1984 |
|
SU1235672A1 |
| СПОСОБ ОБКАТКИ СО СКОЛЬЖЕНИЕМ ДЛЯ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ШЕСТЕРНЕЙ | 2014 |
|
RU2645808C2 |
| Способ нарезания зубьев прямозубых конических колес | 1977 |
|
SU671948A2 |
| Резцовая головка | 1973 |
|
SU486653A1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| ПРОТЯЖКА | 1973 |
|
SU379338A1 |
| Способ обработки зубчатых деталей для внешнего и внутреннего зацепления | 1990 |
|
SU1811443A3 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
1/г. /
CVi
cvi
