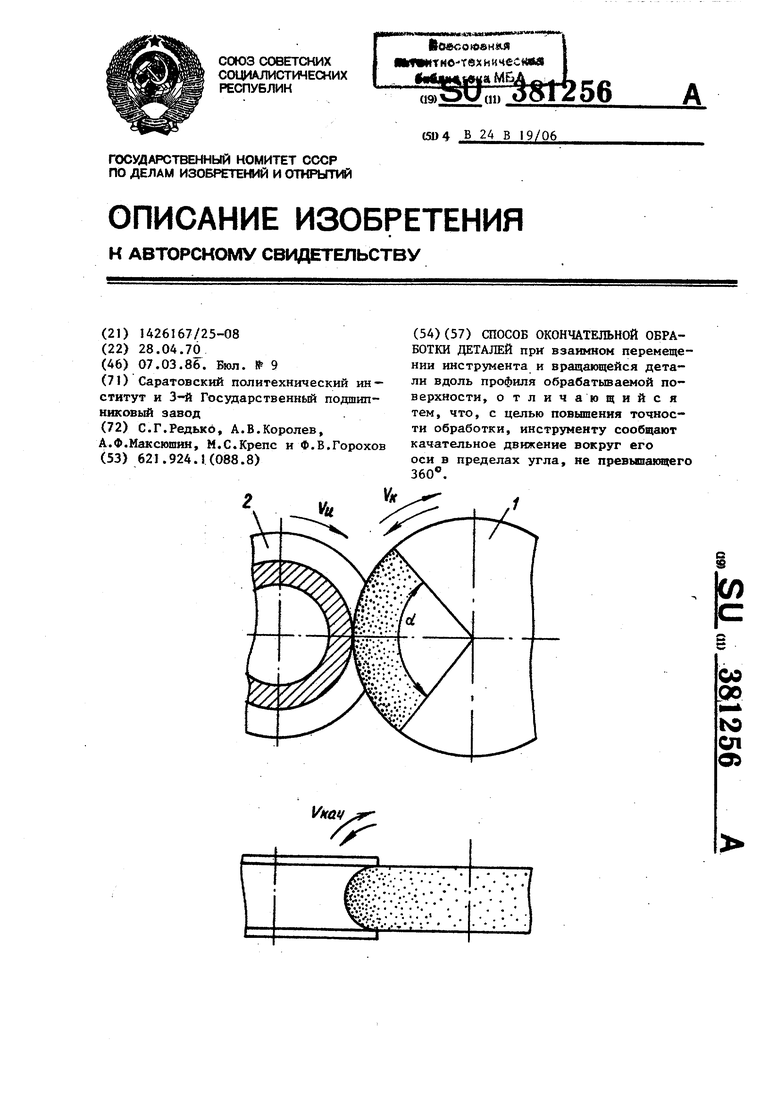
i 38 Известны способы окончательной обработки деталей при взаимном перемещении инструмента и вращающейся детали вдоль профиля обрабатываемой поверхности. Предложенный способ отличается тем, что инструменту сообщают качательное движение вокруг его оси в пределах угла, не превышающего 360 , что повышает точность обработки. Инструмент 1 {шлифовальный круг, установленный на шпинделе станка) получает качйтельное Vn движение на угол от спеадсального привода (см.чертеж). Деталь 2 в процессе всего времени обработки вращается и получает допоянительное движение вдоль профиля обраба-гаваемой поверхности. И обработке желюба внутреннегокольца 61 шарикоподшипника кольцу помимо вращательного движения Vjn, сообщается дополнительное качание вокруг оси желоба V. Шлифовальный круг при осуществлении данного способа работает в режиме самозатачивания и специальной правки не требует, После снятия заданного припуска шлифовальный круг затормаживается. и поперечная подача круга прекращается. Таким образом производится процесс выхаживания, в результате которого повышается чистота поверхности детали. Каждый раз при выхаживании шлифовальный круг следует останавлнвать в одном и том же. положении.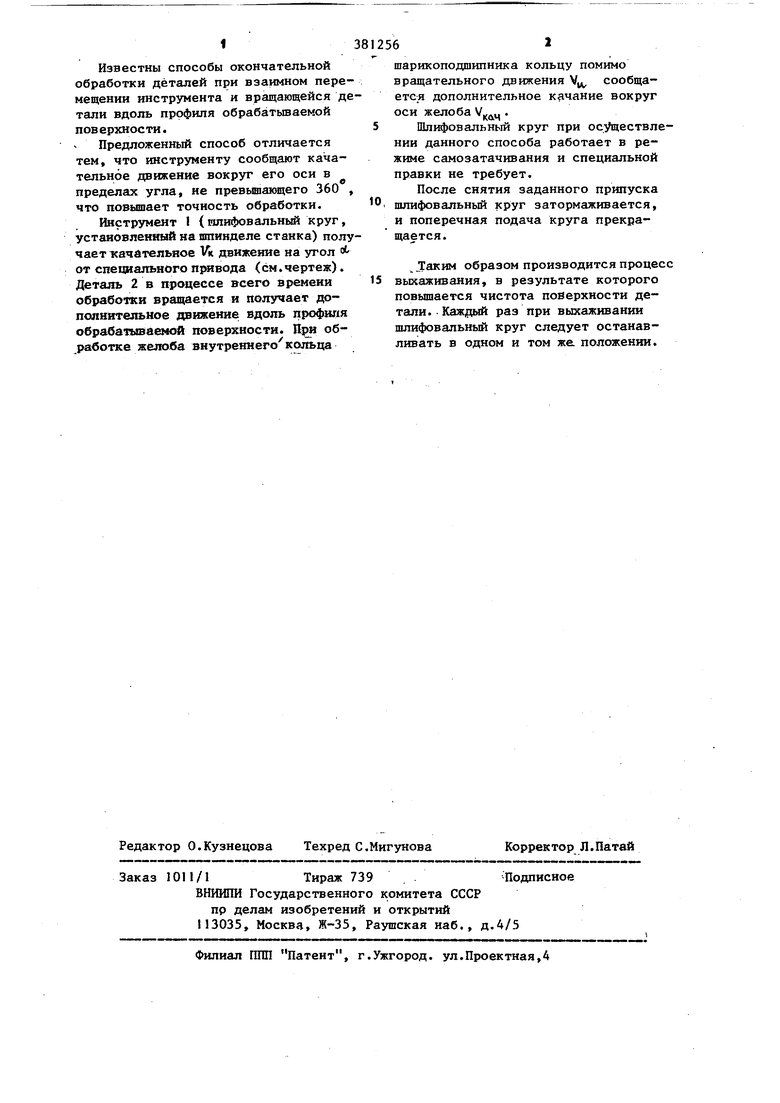
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ ДОВОДКИ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162402C2 |
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
| Способ шлифования магнитной головки | 1987 |
|
SU1458175A1 |
| Способ обработки некруглых деталей | 1981 |
|
SU1009612A1 |
| СПОСОБ ФИНИШНОЙ АБРАЗИВНОЙ ОБРАБОТКИ НАРУЖНЫХ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2211130C1 |
| Станок для обработки криволинейных поверхностей тел вращения вращающимся режущим инструментом | 1973 |
|
SU1791102A1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2000 |
|
RU2177867C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВЫХ ПОВЕРХНОСТЕЙ ВИНТОВ | 1999 |
|
RU2164843C1 |
| Способ обработки наружных и внутренних поверхностей деталей многоугольной формы | 1974 |
|
SU651673A3 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
СПОСОБ ОКОНЧАТЕЛЬНОЙ ОБРАБОТКИ ДЕТАЛЕЙ при взаимном перемещении инструмента и вращающейся детали вдоль профиля обрабатываемой поверхности, отличающийся тем, что, с целью повыщения точности обработки, инструменту сообщают качательное движение вокруг его оси в пределах угла, не превьшакщего 360°./Vka^