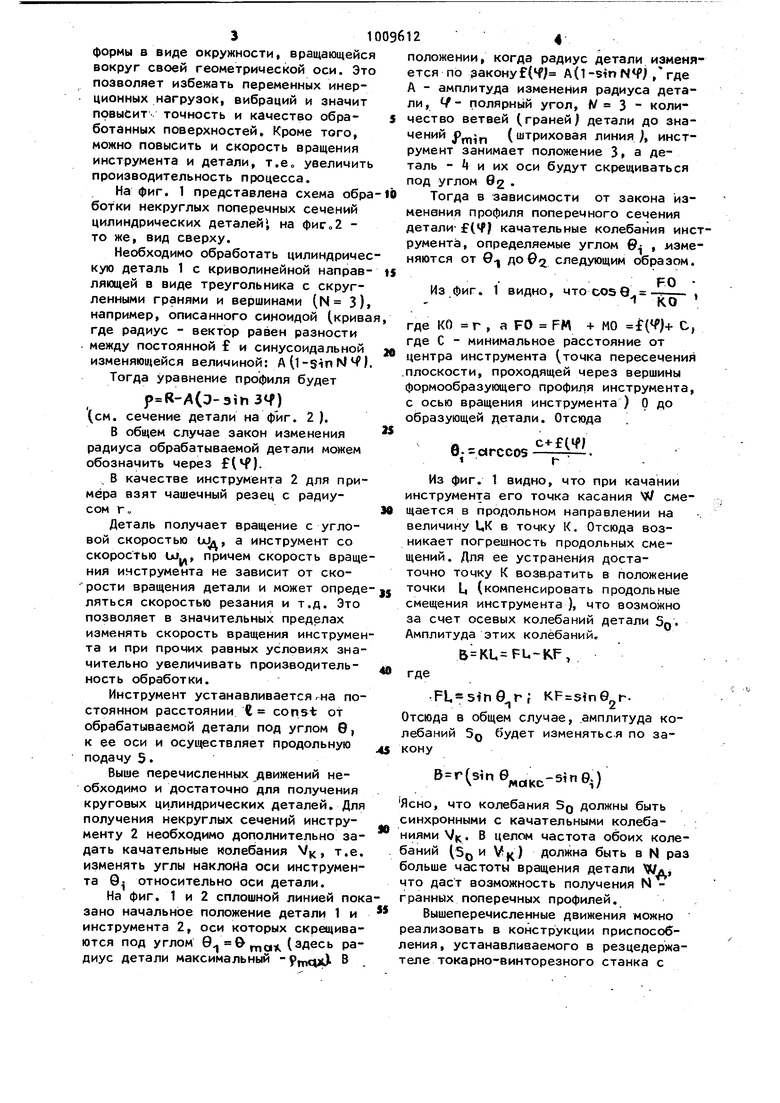
11 Изобретение относится к области (чзшиностроения и может быть использовано при механической обработке цилиндрических деталей с некруглыми поперечными сечениями лезвийным и аб разивным инструментом. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ точения некруглых в поперечном сечении тел, при котором Деталь вращается, а инст румент, выполненный в виде чашечного резца с некруглой замкнутой и плоско режущей кромкой, совершает продольну подачу, и вращение вокруг оси, скрещивающейся с осью вращения дета ли 1J. Недостатком такого способа являет ся сложность изготовления чашечного резца с некруглой замкнутой и плоской режущей кромкой (формообразующим профилем). Кроме того, при вращении некруглого резца возникают неравномерные инерционные нагрузки, в.ибрации, что снижает точность и уменьшает чистоту обработанных поверхностей. Это влечет за собой снижение угловых скоростей вращения изделия и инструмента, что снижает производи тельность обработки. Целью изобретения ябляется повышение точности и качества обработанных поверхностей и увеличение производительности обработки. Поставленная цель достигается тем что по предложенному способу обработ ки деталей с гранями, при котором ин струмент совершает продольную подачу и вращательное движение вокруг оси, скрещивающейсяГ с осью вращения детали, инструменту сообщают качательные колебания вокруг точки пересечения плоскости, проходящей через вершины формообразующего профиля инструмента, с его осью вращения, в плоскости, которая содержит оси вращения инструмента и детали, а угол наклона оси инструмента к оси детали определяют по зависимости с-ь(Ч ) 0j C«rCC05 где 8j - угол наклона оси инструмента к оси детали в i-м положении;радиус инструмента; минимальное расстояние от образующей детали к точке пересечения плоскости, проходящей через вершины формо 2 образующего профиля инструмента, с его осью вращения; (Ч закон изменения радиуса обрабатываемой детали j одновременно сообщают продольные олебания детали вдоль оси, амплитуду оторых определяют по зависимости B45 /«volKC-5 ®i) где В ймплитуда осевых колебаний детали; MrtKc максимальный угол 0;; причем частоты обоих колёбаний в N раз больше частоты вращения детали. При обработке цилиндрических деталей с криволинейной направляющей, описываемой синоидами, эквидистантами эпи- и гипоциклоид и другими кривыми, детали задают вращение вокруг своей оси, а инструмент перемещается вдоль детали и вращается вокруг своей оси, скрещивающейся с осью вра щения детали. Скорость вращения инструмента независима от скорости детали и профиля ее поперечного сечения. Поэтому в качестве инструмента может быть использован как лезвийный инструмент (чашечнь1й резец, фреза )так и абразивный шлифовальный круг). Форма режущих кромок(формообразующих профилей ) этих инструментов имеет правильную геометрию (окружность. Для получения некруглых поперечных сечений изделий инструменту сообщают качательные колебания вокруг точки пересечения плоскости, проходящей через вершины формообразующего профиля инструмента, с его осью вращения (центр инструмента )и в плоскости, которая содержит оси вращения инструмента и детали, что позволяет при фиксированном центре инструмента и в зависимости от изменения радиуса детали, изменять расстояние между осью вращения детали и формообразующим, профилем инструмента. При этом для сохранения правильной ориентации инструмента в продольном направлении, так как при его качании формообразующий профиль изменяет свое положение, как в поперечном, так и в продольном направлениях, детали сообщают осевые колебания, согласованные с качательными колебаниями инструмента и компенсирующие его продольные смещения. В результате осуществления этого способа можно использовать режущий инструмент правильной геометрической формы в виде окружности, вращающейся вокруг своей геометрической оси. Это позволяет избежать переменных инерционных нагрузок, вибраций и значит повысит точность и качество обработанных поверхностей, Крюме того, можно повысить и скорость вращения инструмента и детали, т.е увеличить производительность процесса. На фиг. 1 представлена схема обра ботки некруглых поперечных сечений цилиндрических деталейi на фиг„2 то же, вид сверху. Необходимо обработать цилиндричес кую деталь 1 с криволинейной неправляющей в виде треугольника с скругленными гранями и вершинами (N 3), например, описанного синоидой (крива где радиус - вектор равен разности между постоянной и синусоидальной изменяющейся величиной: A(l-SinM) Тогда уравнение профиля будет (o-3in3tf) (см. сечение детали на фиг. 2 ). В общем случае закон изменения радиуса обрабатываемой детали мснкем обозначить через flM). В качестве инструмента 2 для примера взят чашечный резец с радиусом г„ Деталь получает вращение с угловой скоростью lA, а инструмент со скоростью ы.,, причем скорость враще ния инструмента не зависит от скорости вращения детали и может опреде ляться скоростью резания и т.д. Это позволяет в значительных пределах изменять скорость вращения инструмен та и при прочих равных условиях значительно увеличивать производительность обработки. Инструмент устанавливается гна постоянном расстоянии С const от обрабатываемой детали под углом 0, к ее оси и осу1чествляет продольную подачу 5. Выше перечисленных движений необходимо и достаточно для получения круговых цилиндрических деталей. Для получения некруглых сечений инструменту 2 необходимо дополнительно задать качательные колебания Vj, т.е. изменять углы наклойа оси инструмента 0J относительно оси детали. На фиг. 1 и 2 сплошной линией пок зано начальное положение детали 1 и инструмента 2, оси которых скрещиваются под углом ,ах (здесь радиус детали максимальный - РпкиО- В положении, когда радиус детали изменяется по закону(Ч A(-sinNЧ,гдe А - амплитуда изменения радиуса детали, /- полярнь1й угол, W 3 - количество ветвей (граней) детали до значений (штриховая линия , инструмент занимает положение 3, а деталь - и их оси будут ск| ещиваться под углом QZ Тогда в зависимости от закона изменения профиля поперечного сечения детали- (f качательные колебания инструмента, определяемые углом 0 , изменяются от 0 до©2 следующим образом. Из фиг. 1 видно, 4TOCOSQ -J , КО где КО г , а FO FM + МО f()+ С, где С - минимальное расстояние от центра инструмента (точка пересечения .плоскости, проходящей через вершины формообразующего профиля инструмента, с осью вращения инструмента ) О до образующей детали. Отсюда в. фиг. 1 видно, что при качании инструмента его точка касания V/ смещается в продольном направлении на величину ЦК в точку К. Отсюда возникает погрешность продольных смещений. Для ее устранения достаточно точку К возв.ратить в положение точки L, (компенсировать продольные смещения инструмента ), что возможно за счет осевых колебаний детали SQ. Амплитуда этих колебаний, B KU Fb-KP, KF sin02 Отсюда в общем случае, амплитуда колебаний SQ {)УДет изменяться по законуВ (®мс,кс-51П0,) Ясно, что колебания SQ должны быть синхронными с качательными колебаниями VK. В целом частота обоих колебаний (SQ и Vjj) должна быть в N раз больше частоты вращения детали WA, что даст возможность получения N гранных поперечных профилей. Вышеперечисленные движения можно реализовать в конструкции приспособления , устанавливаемого в резцедержателе токарно-винторезного станка с самостоятельным приводом качательных и осевых колебаний инструмента. Таким образом, предлагаемый способ позволяет обрабатывать различные по конфигурации в поперечном сечении цилиндрические поверхности. Использование инструмента с формообразующим профилем правильной геометрической формы в виде окружности и вращение его вокруг своей центральной оси позволяет в качестве инструмента использовать стандартные чашечные резцы, фрезы и шлифовальные круги. Это характеризует универсальность способа и может быть использовано при пол1012« ной обработке детали, начиная с черновой и кончая финишной операциями. При этом инструменты имеют независимую скорость .вращения и могут изменять ее, увеличивая производительность обработки. С другой стороны снижаются инерционные нагрузки,,зависящие от конфигурации формообразующего профиля (режущей кромки), уменьшаются вибрации, а следовательно, повышается точность обрабатываемых поверхностей и снижается их шероховатость. Зто позволяет повысить скорость вращения детали и сократить время на обработку.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ точения некруглых в поперечном сечении тел | 1986 |
|
SU1364396A1 |
| Способ обработки некруглых профилей | 1987 |
|
SU1706779A1 |
| Способ и устройство для изготовления на токарных станках изделий с фасонными продольными и поперечным сечениями | 1942 |
|
SU63564A1 |
| Способ обработки деталей некруглого сечения | 1983 |
|
SU1159721A1 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2211118C1 |
| Способ точения некруглых в попереч-HOM СЕчЕНии ТЕл | 1977 |
|
SU818752A1 |
| Способ обработки некруглых отверстий | 1991 |
|
SU1816555A1 |
| Способ точения некруглых в поперечном сечении тел | 1980 |
|
SU884863A1 |
ф1/г.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР If , кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
