г /
Изобретение относится к технологии приборостроения и может быть использовано при шлифовании рабочей поверхности магнитных головок.
Цель изобретения - повышение про- изводител ности и качества обработки за счет стабилиза191и условий резания по профилю рабочей поверхности путем управления скоростью качатель- ного движения и уменьшения времени на создание натяга в системе СПИД на этапе врезания.
На фиг. 1 показана; схема рабочих движений способа; на фиг, 2 - схема съема припуска с рабочей поверхности магнитной головки; на фиг. 3 - схема для расчета скорости съема припуска; на фиг. 4 - график зависимости длины линии контакта ш тифова- льного с деталью от угла поворота;, на фиг. 5 - график зависимости скорости качания от угла поворота магнитной головки.
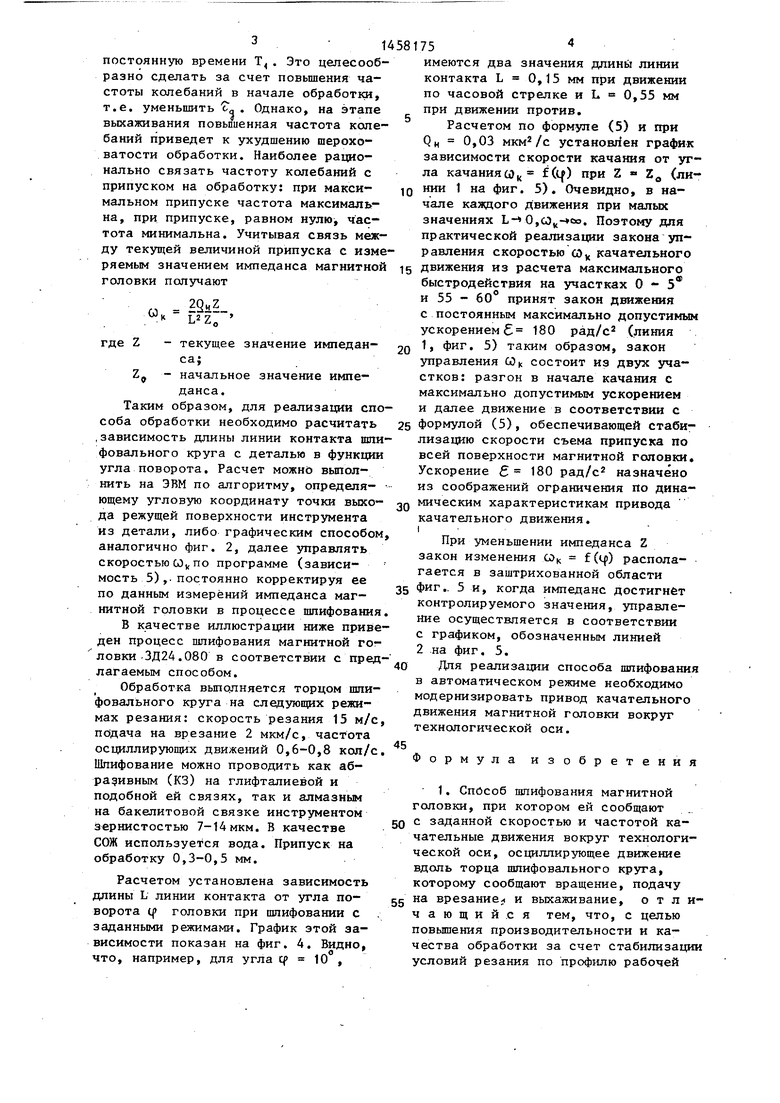
Для реализации способа магнитной головке 1 сообщают периодические качательные движения вокруг технологической оси От- 0-г со скоростью со. Ось О-рО совпадает с осью ijji- линдрической части рабочей поверх- ности головки 1. Шлифование проводят торцом шлифовального круга 2, которому сообщают скорость резания V. и скорость V-K подачи на врезание. Для равномерного износа торца круга 2 головке 1 сообщают также возвратно-поступательно : XocциллиpyIoщee) движени Vg вдоль режущей поверхности инструмента.
На фиг. 2 позициями 1-1,2-2,3-3,4 4,5-5 обозначены последовательно положения режущей поверхности инструмента в обращенной схеме через равны углы поворота. Построение выполнено
присОц const и V, const площади
срезаемого за поворот на равные углы слоя заштрихованы.
Из схемы видно, что условия обработки в различных местах профиля . неодинаковы., .
Лпя оценки нестационарности процесса резания целесообразно использовать наиболее важную его характеристику - скорость VQ, съема припуска детали.
На фиг, 3 показаны два последова- тельных положения режущей поверхност круга при обработке цилиндрической поверхности радиуса Гс,: АВ и А В.
Эти положения соответствуют повороту вокруг оси 0 на угол &lf,B результате чего с детали срезается слой площадью US .... .
Из анализа геометрических соотношений фиг. 3 видно, что Sggip c S DC C При этом равенство будет точнее, если DC В с -f ВВ , а DC ВС. Обозначим ВС L - длина линии контакта шлифовального круга с деталью. Тогда: DC L + uL+uQ (r - t), гдеЬЬ - приращение длины линии контакта; t - глубина в исходном положении. Площадь треугольника может быть расчитана по
формуле: S,, DC-Dc - sin CD (1) Воспользовавшись полученным ранее соотношением, имеет:
US -uL+u(f (r, - t) sinuq).(2)
Учитывая малость угла utp , заменим sin ucp iq). Разделив обе части уравнения (2) на utj) и перейдя к пределу, получим аналог скорости съема припуска|ь2 + |ъьь -IdS т. US . dJ..--tVT + Luqi(r - t)j 2 .
(3)
Скорость съема припуска
П - Ё§ S.dCf dS , d(p dt dCf
dt
Поэтому, для стабилизации скорости съема прип-уска по профилю рабочей поверхности магнитной головки необходимо, чтобы
Q,
29
L2
(4)
где Q ц нормативная величина скорости припуска.
Кроме того, из передаточной функции процесса шлифования ) /( Jt iwi ) следует, что он может быть представлен апериодическим звеном первого порядка с постоянной времени Т 0,(1 + 2Kpej К(.), где€-4 - время оборота детали, Kpei, коэффициент передачи процесса.резания по приращению толщины среза; KUC податливость упругой системы. .
При обработке магнитной головки 0 - время, равное периоду колебаний вокруг технологической оси т (фиг. 1) . Для ускорения процесса создания натяга в системе СПИД следует уменьшить
14 постоянную времени Т. Это целесообразно сделать за счет повышения частоты колебаний в начале обработки, т.е. уменьшить с, . Однако, на этапе выхаживания повьпиенная частота колебаний приведет к ухудшению шероховатости обработки. Наиболее рационально связать частоту колебаний с припуском на обработку: при макси- мальном припуске частота максимальна, при припуске, равном нулю, частота минимальна. Учитывая связь между текущей величиной припуска с измеряемым значением импеданса магнитной головки получают
(О,
ZQnL
Ь2г„
где Z - текущее значение импеданса;
Z - начальное значение импеданса.
Таким образом, для реализации способа обработки необходимо расчитать ,зависимость длины линии контакта шлифовального круга с деталью в функции угла поворота. Расчет можно выполнить на ЭВМ по алгоритму, определя- ющему угловую координату точки выхо- да режущей поверхности инструмента из детали, либо графическим способом аналогично фиг. 2, далее управлять скоростьюсо по программе (зависимость 5) ,. постоянно корректируя ее по данным измерений импеданса магнитной головки в процессе шпифования В качестве иллюстрации ниже приведен процесс шлифования магнитной головки ЗД2А .080 в соответствии с пред лагаемым способом.
Обработка вьптрлняется торцом шлифовального круга на следуюпщх режимах резания: скорость резания 15 м/с подача на врезание 2 мкм/с, частота осциллирующих движений 0,6-0,8 кол/с Шлифование можно проводить как аб- радивным (КЗ) на глифталиевой и подобной ей связях, так и алмазным на бакелитовой связке инструментом зернистостью 7-14 мкм. В качестве СОЖ используется вода. Припуск на обработку 0,3-0,5 мм.
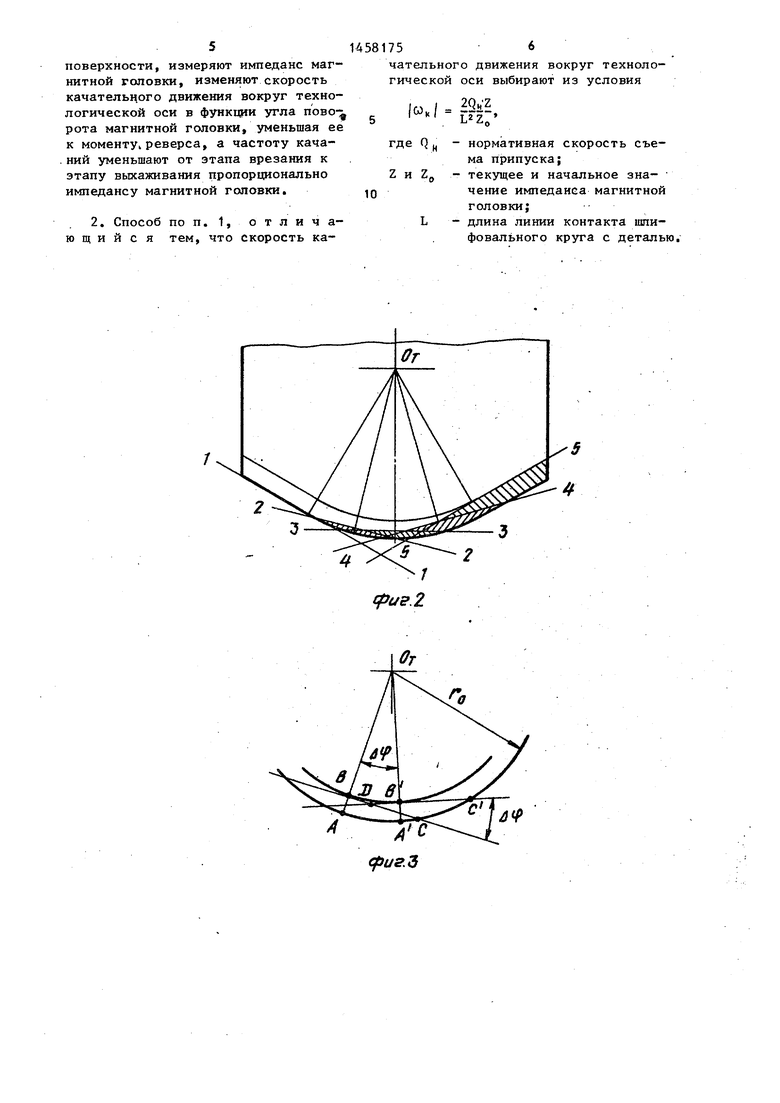
Расчетом установлена зависимость длины L линии контакта от угла по- ворота ц головки при шлифовании с заданными режимами. График этой зависимости показан на фиг. 4. Видно, что, например, для угла cf ю.
ю 15
20
35
25 OQ
0
е
0
754
имеются два значения длины линии контакта L 0,15 мм при движении по часовой стрелке и L 0,55 мм при движении против.
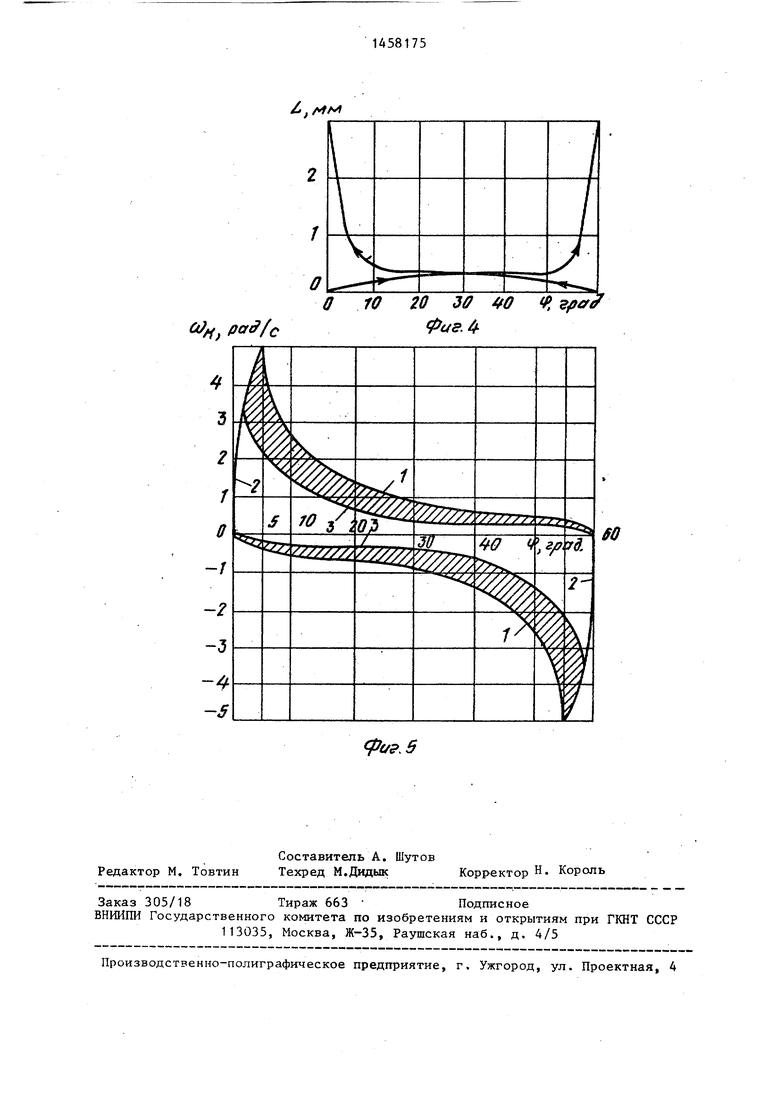
Расчетом по формуле (5) и при QH 0,03 установлен график зависимости скорости качания от угла качанияQ f(q) при Z - Z (линии 1 на фиг. 5). Очевидно, в начале каждого движения при малых значениях ,. Поэтому для практической реализации закона управления скоростью о гсачательиого движения из расчета максимального быстродейстрия на участках 0-5 и 55 - 60° принят закон движения с постоянным максимально допустимым ускорением 6 180 рад/с (линия 1, фиг. 5) таким образом, закон управления СО к состоит из двух участков: разгон в начале качания с максимально допустимым ускорением и далее движение в соответствии с формулой (5), обеспечивающей стабилизацию скорости съема припуска по всей поверхности магнитной головки. Ускорение 180 рад/с назначено из соображений ограничения По динамическим характеристикам привода
качательного движения.
1
При уменьшении импеданса Z закон изменения сэ f (ц)) распола- гается в заштрихованной области фиг.. 5 и, когда импеданс достигнет контролируемого значения, управление осуществляется в соответствии с графиком, обозначенным линией
2на фиг. 5.
Для реализации способа шлифования в автоматическом режиме необходимо модернизировать привод качательного движения магнитной головки вокруг технологической оси.
Формула изобретения
1. Способ шпифования магнитной головки, при котором ей сообщают с заданной скоростью и частотой ка- чательные движения вокруг технологической оси, осциллирующее движение вдоль торца шлифовального круга, которому сообщают вращение, подачу на врезание.1 и выхаживание, отличающийся тем, что, с целью повышения производительности и качества обработки за счет стабилизации условий резания по профилю рабочей
51458
поверхности, измеряют импеданс магнитной головки, изменяют скорость качательцого движения вокруг технологической оси в функции угла пово-; рота магнитной головки, уменьшая ее к моменту реверса, а частоту кача- .НИИ уменьшают от этапа врезания к этапу выхаживания пропорционально импедансу магнитной головки. Q
2. Способ поп. 1,oтличa- ю щ и и с я тем, что скорость ка756
чательного движения вокруг технологической оси выбирают из условия
|Мк1 Н
и г„
е
2QH Z
-нормативная скорость съема припуска;
-текущее и начальное значение импеданса магнитной головки;
L - длина линии контакта шлифовального круга с деталью,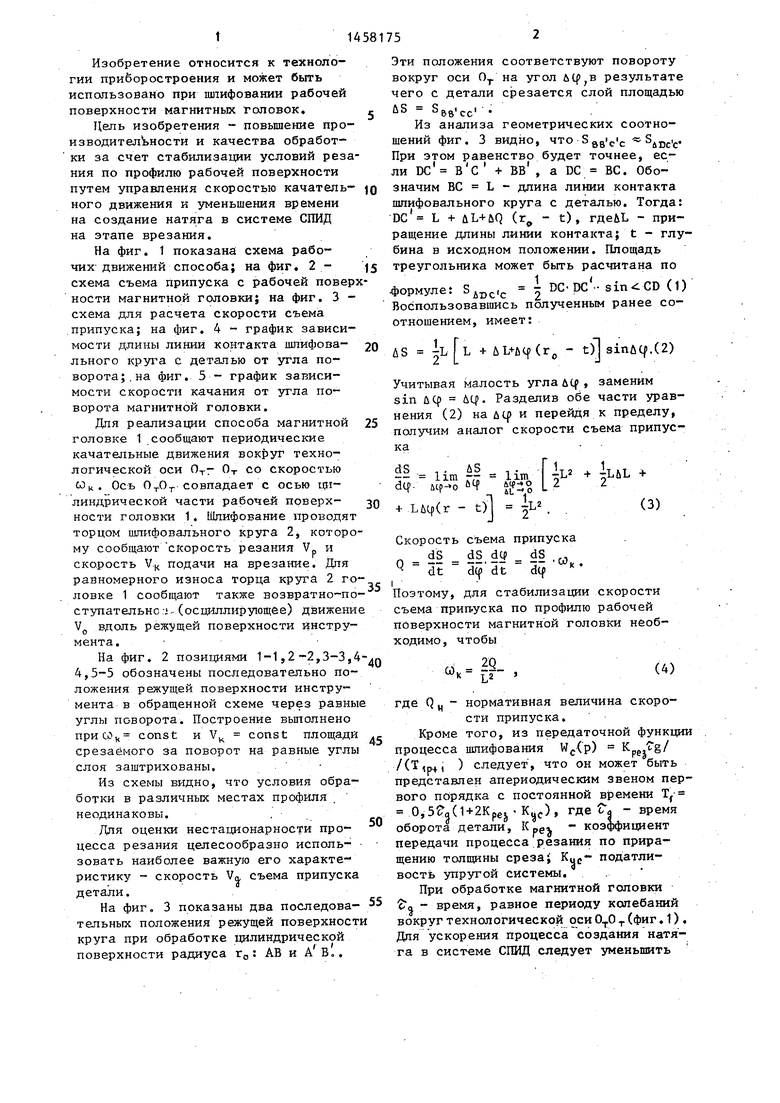
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования рабочей поверхности магнитной головки | 1986 |
|
SU1450977A1 |
| Способ круглого шлифования | 1983 |
|
SU1117193A1 |
| Способ шлифования желоба на круглой детали | 1985 |
|
SU1301660A1 |
| Устройство адаптивного управления шлифованием рабочей поверхности магнитной головки | 1986 |
|
SU1493446A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2008 |
|
RU2392107C1 |
| Способ управления режимом врезного шлифования | 1982 |
|
SU1087317A1 |
| Способ шлифования восстановленных наплавкой кулачков | 1986 |
|
SU1351756A1 |
| Способ круглого шлифования | 1984 |
|
SU1248768A1 |
| Способ управления врезным шлифованием | 1981 |
|
SU1009733A1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2000 |
|
RU2177867C1 |
Изобретение относится к технологии приборостроения и может быть использовано при шлифовании рабочей , поверхности магнитных головок. Целью изобретения является повышение производительности и качества обработки за счет стабилизации резания по профилю рабочей головки, Мапшт- ной головке 1 сообщают периодические качательные движения вокруг технологической оси и .осциллирующее движение вдоль торца шлифовального круга 2, которому сообщают скорость резания и подачу на врезание. Скорость качательного движения вокруг технологической оси изменяют в функции угла поворота магнитной головки, уменьшая ее к моменту реверса, а частоту качаний уменьшают от этапа врезания к этапу выхаживания пропорционально импедансу магнитной головки. 1 з.п. ф-лы, 5 ил. 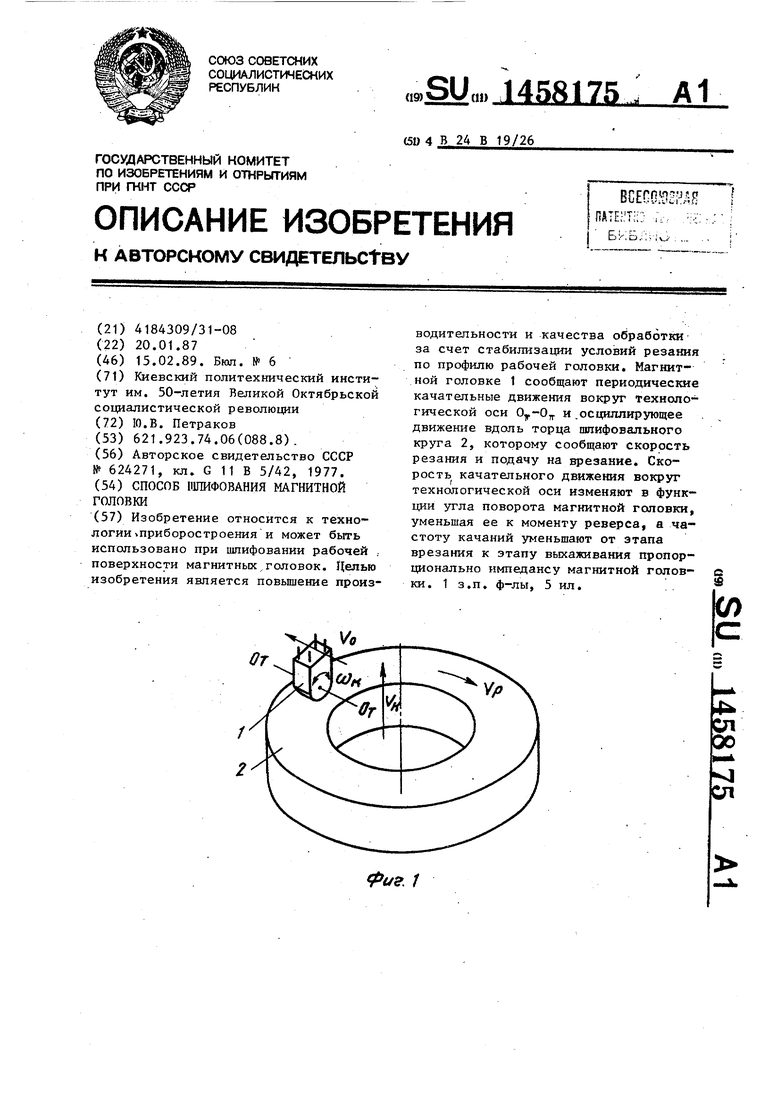
срие.2
V
.З
fi,
10 Jo 3ff 4fO f/ фиг. 4fpe/.б
| Способ изготовления магнитных головок | 1977 |
|
SU624271A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
