1
Изобретение отпосптея к об.тастн черно ме таллургнм, li частпостн к ремонту футеро; ч11 конвертеров нлн ковшей.
Известен способ горячего ремонта металлургнческнх агрегатов цилиндрической формы путем нанылення на ремонтируемый участок кладки огнеунорного порон1ка, нагретого в факеле топли1 по-кпслородной горелкп до температуры Г1ласт11ческо1о состоянии.
Огнеупорное покрытие, полученное при фаКельном торкретпрованнн об.чадает Bbicoivoii огнеупорностью н ппзкой пористостью. Иптепсивность ньтакоразъедания огнеупорного покрытия, иолучеппого таким способом, невелика.
Одиако нри торкретироваиин с номоихью нрямоточного факела носле удара газов о стенку струя разби1и ется н движется вдоль ремонтируемо поверхности, лмюся болыиую часть пылевидпо1о огиеунорного материал i; окружаюи1ее н ростр апство.
С це, нск.почеиня потерь noponiKa при иолучепнн плотпого 5ысок()огпеунорного но.лрытия на (футеровке и для улучпиения тенлообмепа по пред.тагаемому способу в факел тонливпо-кислородиой горелки огнеупорный поронюк подают в рабочее пространство металлургического агрегата, имеющего симметричную цн.тиндрическую форму, закручениой струей. Последнее создается в результате тан1-еинналы1ого истечення кислорода и топлива из con.i. Вследствие высок)1.х температур, развиг;аемых в факеле, обеспечивается нагрев огиеупориого порошка до температуры, соот1 етствуюн е1 пластическому состоянию, а цик.тонное движеиие газов в нолости агрегата создает условия д, наиболее полной сепарации огнеупорного порошка на футеровке, а также способствует иитеис11с|м1каиии конвективного теплообмена между факелом и огнеупорным иорошком.
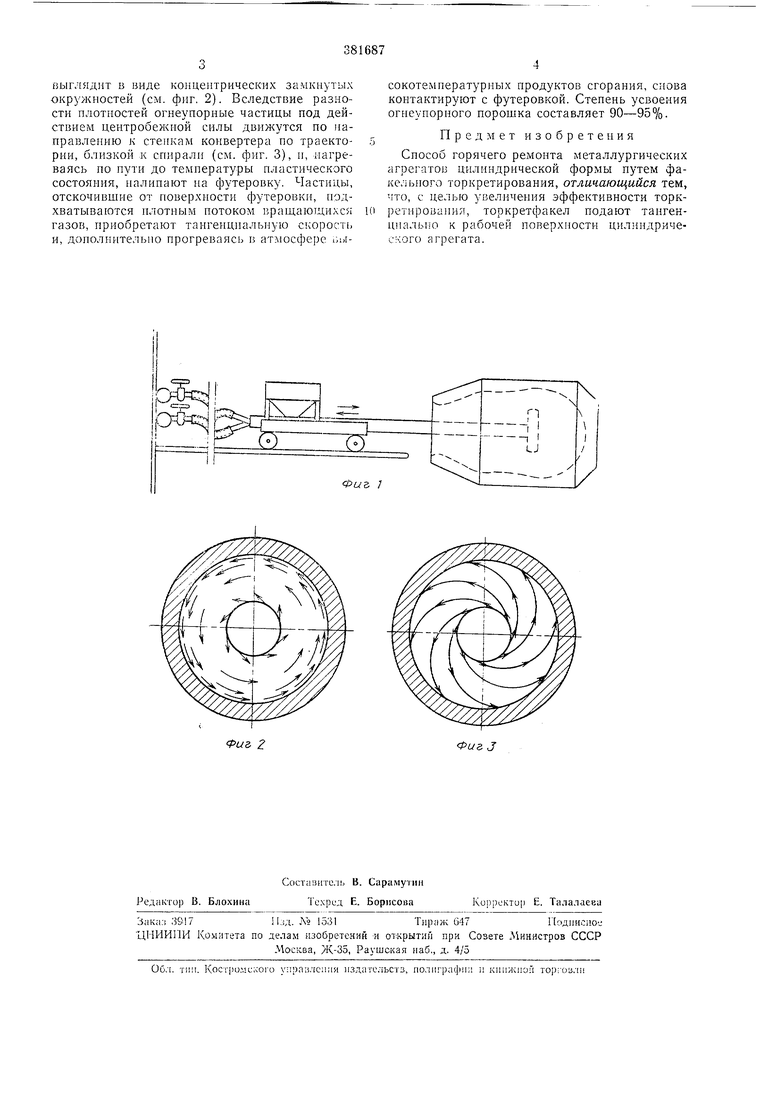
На фиг. 1 показана устано1и а никлонно-факельного торкретнрог.ання, внд сверху: на i|inr. 2- -картина движения газов в понерочмом сечении.
Для торкретирования используется устройство с UHK.ioHHoii Io.ioBKoii с С(шламп. расположенными тапгсннпа.чьпо но отпои1еиию i го.товке. Торкретирование агрегата начинают ири температуре (|)утеровки i; иределах 1400 1600°С. Фурму внутрь агрегата (нанрнмер конвертера) так. чтобы ось фурмы совпадала с (Хыо конвертера (см. фиг. 1), носле чего вк.почаюг нодачу кислорода, топлива и огнеунорного пороп1ка. Ири истечепнн газов 113 фурм1)1 зг1Кручеино11 струе в цплнндрической иолостн конвертера создается циклонный ноток. Одновременно происходит пнтенснвпое смен1пвапне н сгоранпе топлива. В понеречпом сечении конвертера картина движения газов
выглядит в виде концентрических замкнутых окружностей (см. фиг. 2). Вследствие разности плотностей огнеупорные частицы под действием центробежиой силы движутся по направлению к стенкам конвертера по траектории, близкой к спирали (см. фнг. 3), и, нагреваясь по пути до температуры пластического состояния, налипают на футеровку. Частицы, отскочившие от поверхности футеровки, подхватываются плотным потоком врандающихся газов, приобретают тангенциальную скорость и, дополнительно прогреваясь в атмосфере i;i,rсокотемиературных продуктов сгорания, снова контактируют с футеровкой. Степень усвоения огнеупорного порошка составляет 90-95%.
Предмет изобретения
Способ горячего ремонта металлургических агрегатов цилиндрической формы путем факельного торкретирования, отличающийся тем, что, с целью увеличения эффективности торкретирования, торкретфакел подают тангенцнально к рабочей поверхности цилиндрического агрегата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ факельного торкретирования сводов пламенных отражательных металлургических печей | 1980 |
|
SU973626A1 |
| Фурма для факельного торкретирования футеровки металлургических агрегатов | 1979 |
|
SU964006A1 |
| Способ факельного торкретирования футеровки металлургических агрегатов | 1978 |
|
SU943292A1 |
| Способ факельного торкретирования металлургических агрегатов | 1981 |
|
SU979511A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОРКРЕТПОРОШКА | 1972 |
|
SU337628A1 |
| Способ факельного торкретирования футеровки металлургических агрегатов | 1983 |
|
SU1178773A1 |
| Способ факельного торкретирования футеровки металлургических агрегатов | 1978 |
|
SU939565A1 |
| Способ факельного торкретирования футеровки конвертеров | 1983 |
|
SU1179666A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И РЕМОНТА ОГНЕУПОРНОЙ ФУТЕРОВКИ | 2008 |
|
RU2378387C2 |
| СПОСОБ ТОРКРЕТИРОВАНИЯ СТАЛЕВЫПУСКНОГО ОТВЕРСТИЯ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА | 2002 |
|
RU2214459C1 |
Ш
Фиг
--п
11
LJ
