Изобретение относится к устройствам для изготовления шин и может быть использовано для изготовления покрышек пневматических шин методом литья протектора и боковин на вулканизационном дор- не с каркасом или без него,
Целью изобретения является повышение качества покрышек за счет сохранения заданных геометрических размеров дорна в процессе литья и повышение производительности за счет сокраш.ения времени перезарядки вследствие уменьшения количества металлического сплава.
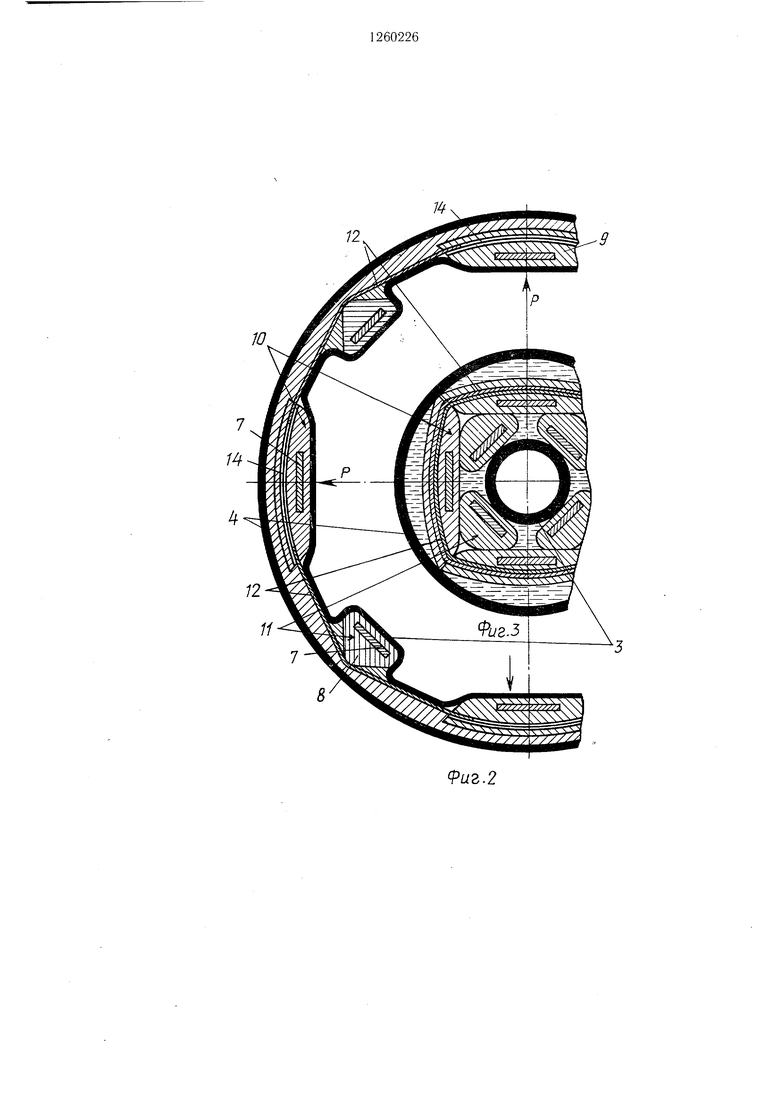
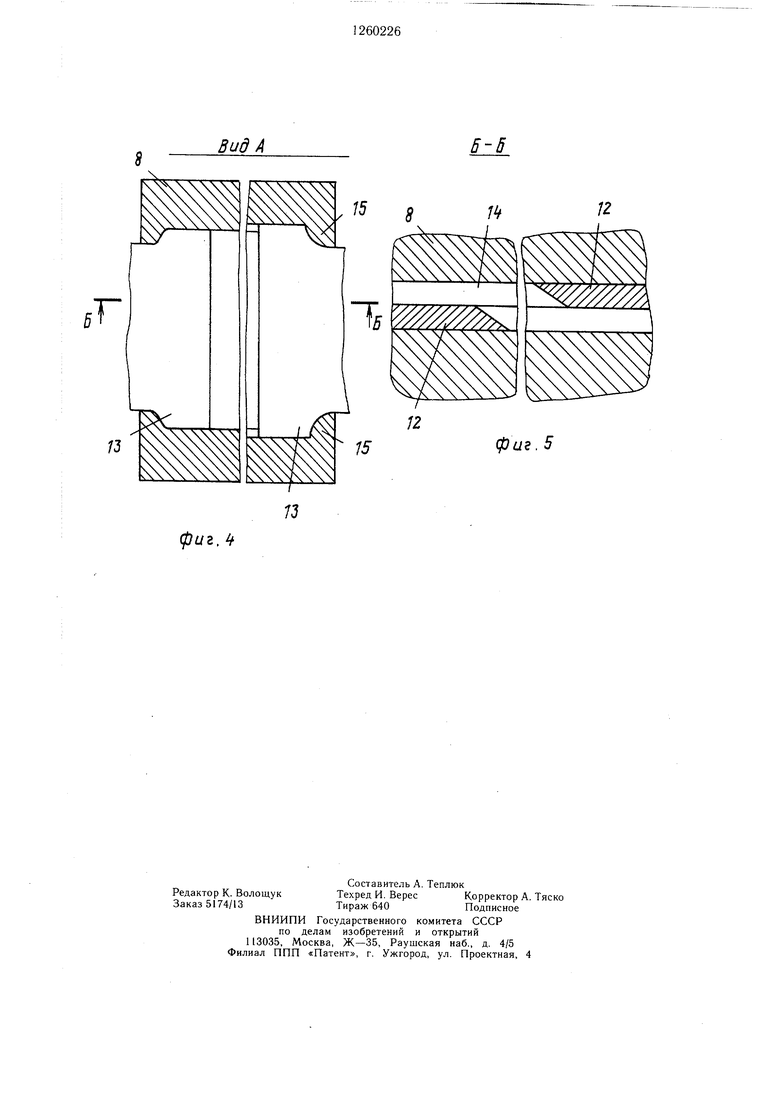
На фиг. 1 изображен вулканизационный дорн в рабочем положении, помещенный в литьевую форму (продольный разрез главно- го блока - снизу, а вспомогательного - вверху); на фиг. 2 - то же, поперечный разрез; на фиг. 3 - то же, в исходном положении; на фиг. 4 - вид А на фиг. 1; на фиг. 5 - разрез Б-Б на фиг. 4.
Вулканизационный дорн содержит соос- но установленные с возможностью относительного аксиального перемещения диски 1 и 2, концентрично расположенные внутреннюю 3 и наружную 4 эластичные оболочки, закрепленные торцами на дисках, и размещенные в герметичной кольцевой полости между оболочками заполнитель 5 и армирующие элементы. Заполнитель 5 представляет собой легкоплавкий металлический сплав. В дисках имеются каналы 6 для прохода рабочей среды в полость а, образованную внутренней эластичной оболочкой 3. Армирующие элементы выполнены в виде меридионально расположенных нерастяжимых лент 7 и нанизанных на них жестких металлических вкладышей 8 и 9, образующих вместе со стяжными лентами глав- ные 10 и вспомогательные 1 1 блоки, расположенные через один в окружном направлении. Вкладыши 9 главных блоков соединены между собой в окружном направлении гибкими нерастяжимыми поперечными лентами 12 с упорами 13 на концах, смон- тированными в поперечных фигурных пазах 14 вкладышей 8 главных блоков 10. Фигурные пазы имеют на выходе ограничители 15. Дорн содержит устройство для натяжения лент, выполненных в виде зажимов 16, подпружиненных относительно дисков 1 и 2 посредством пружин 17 и снабженных электромагнитными толкателями 18. В нерастяжимые ленты 7, вмонтированы электронагреватели (не показаны). В процессе эксплуатации вулканизационный дорн по- мещается в литьевую форму 19.
Дорн работает следующим образом.
Включаются электрические нагреватели для расплавления сплава. После этого диски 1 и 2 начинают сближаться, а в полость а через каналы 6 подается рабоo
5
з
5
0 Q 0 JQ
чая среда под избыточным давлением, в результате чего дорн постепенно приобретает торообразную форму. При это.м поперечные ленты 12 выходят из фигурных пазов 14 в жестких металлических вкладышах 9 и упираются своими концевыми упорами 13 в ограничители 15. Затем поперечные ленты 12 натягиваются расходящимися жесткими вкладышами 9, нанизанными на стяжные ленты 7 до предварительного натяга, исключающего радиальные перемещения поперечных лент 12 от литьевой нагрузки.
К концу процесса формования дорна его наружная поверхность соответствует внутренней поверхности покрыщки, что задается шаблонами. После этого перемещением зажимов 16 посредством толкателей 18 натягиваются нерастяжимые ленты 7 и дорн становится жестки.м. Затем электронагреватели отключаются, в полость а подается хладагент для отверждения заполнителя 5 с образованием над несущими конструкциями дорна гладкой поверхности, задаваемой щаб- лонами.
Подготовленный таким образом дорн помещается в литьевую форму 19 для изготовления покрышки. После вулканизации покрышки открывается форма 19 и извлекается готовая покрышка вместе с вулкани- зационным дорном. Включаются электронагреватели для расплавления сплава. Затем снимается напряжение с электромагнитных толкателей 18. Пружины 7 перемещают зажимы 16, ослабляя ленты 7. Разводятся диски 1 и 2, и вулканизационный дорн занимает первоначальное положение. Далее цикл повторяется.
Формула изобретения
Вулканизационный дорн, содержащий соосно установленные с возможностью относительного перемещения диски, концентрично расположенные эластичные оболочки, торцами закрепленные на дисках с образованием герметичной кольцевой полости, и размещенные в последней заполнитель и продольные армирующие элементы, отличающийся тем, что, с целью повыщения качества покрыщек и производительности дорна, армирующие элементы выполнены в виде нерастяжимых гибких лент, снабженных средством для натяжения, и нанизанных на них жестких вкладышей, образующих чередующиеся в окружном направлении главные и вспомогательные блоки, причем вкладыши главных блоков соединены между собой в окружном направлении нерастяжимыми гибкими поперечными лентами, концы которых установлены во вкладыщах с возможностью перемещения в них.
/,
72
иг.2
Вид А
5-5
фа. 5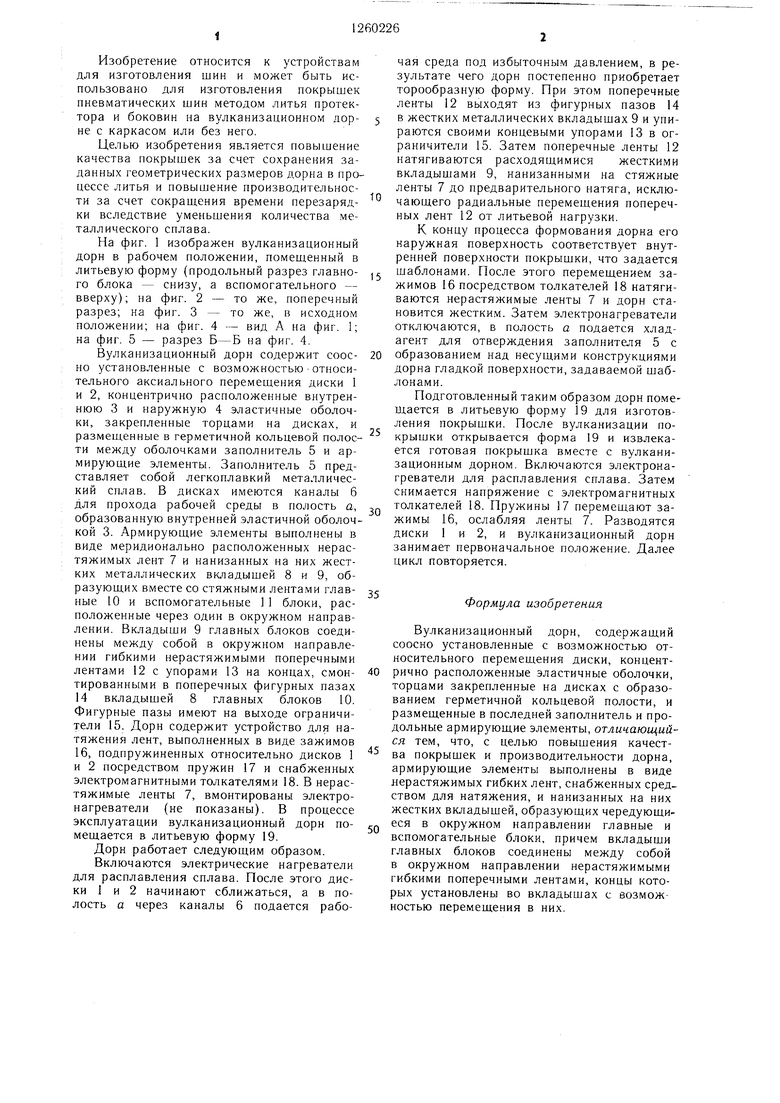
| название | год | авторы | номер документа |
|---|---|---|---|
| Вулканизационный дорн | 1978 |
|
SU981008A2 |
| Вулканизационный дорн | 1987 |
|
SU1495132A1 |
| Вулканизационный дорн | 1977 |
|
SU927542A1 |
| Вулканизационный дорн | 1978 |
|
SU927543A1 |
| Вулканизационный дорн | 1986 |
|
SU1337272A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИАФРАГМ | 1971 |
|
SU291804A1 |
| Устройство для изготовления брекерно-протекторных браслетов для покрышек пневматических шин | 1980 |
|
SU1011040A3 |
| УСТРОЙСТВО ДЛЯ ВЫВОРАЧИВАНИЯ ПОКРЫШКИ | 2008 |
|
RU2376136C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1990 |
|
SU1727320A2 |
| Способ изготовления покрышек пневматических шин | 1974 |
|
SU494280A1 |
Изобретение предназначено для изготовления покрышек пневматических шин методом литья протектора и боковин на вул- канизационном дорне с каркасом или без него. Цель изобретения - повышение качества покрышек и производительности дор- на. Для этого размеш,енные в кольцевой полости между концентрично расположенными эластичными оболочками 3 и 4 армируюш,ие элементы выполнены в виде нерастяжимых гибких лент 7 и нанизанных на них жестких вкладышей 8 и 9. Последние образуют чередующиеся в окружном направлении главные и вспомогательные блоки. Вкладыши 9 главных блоков соединены между собой в окружном направлении нерастяжимыми гибкими поперечными лентами 12. Концы лент 12 установлены во вкладышах 9 с возможностью перемеш.ения в них. Ленты 7 снабжены средством для натяжения. Пространство между оболочками 3 и 4 и армирующими элементами заполнено легкоплавким сплавом 5. Для приобретения дорном заданной формы расплавляется сплав 5, сближаются диски 1 и 2, в полость а дорна подается рабочая среда под давлением. При этом натягиваются ленты 7 и 12 для обеспечения жесткости дорна, затем в полость а подается хладагент для отверждения сплава. 5 ил. СЛ Г2 7 Э 5 If 31 IS 7 № I I / III ГС Од О 1С ю О5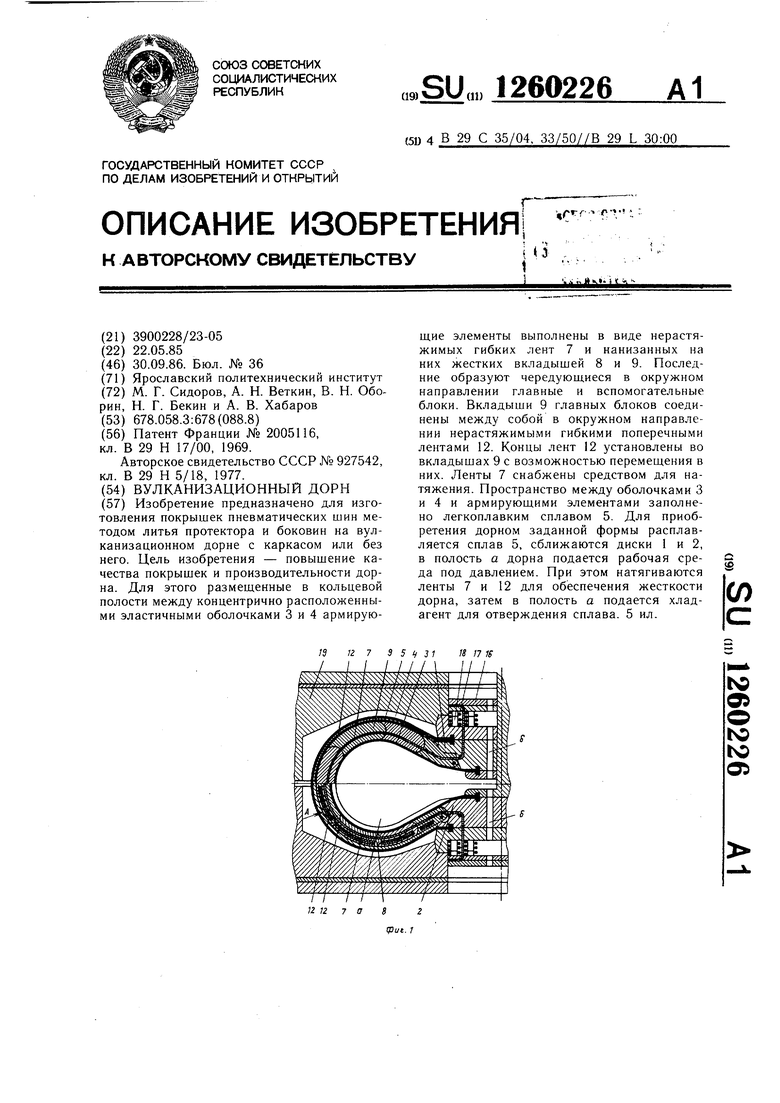
фиг.
| Патент Франции № 2005116, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Вулканизационный дорн | 1977 |
|
SU927542A1 |
| Солесос | 1922 |
|
SU29A1 |
