Изобретение относится к производству покрышек пневматических шин и предназначено для литья протектора на каркас покрышки с боковинами.
Целью изобретения является повышение качества покрышек, снижение отходов материала и упрощение конструкции пресс- формы/
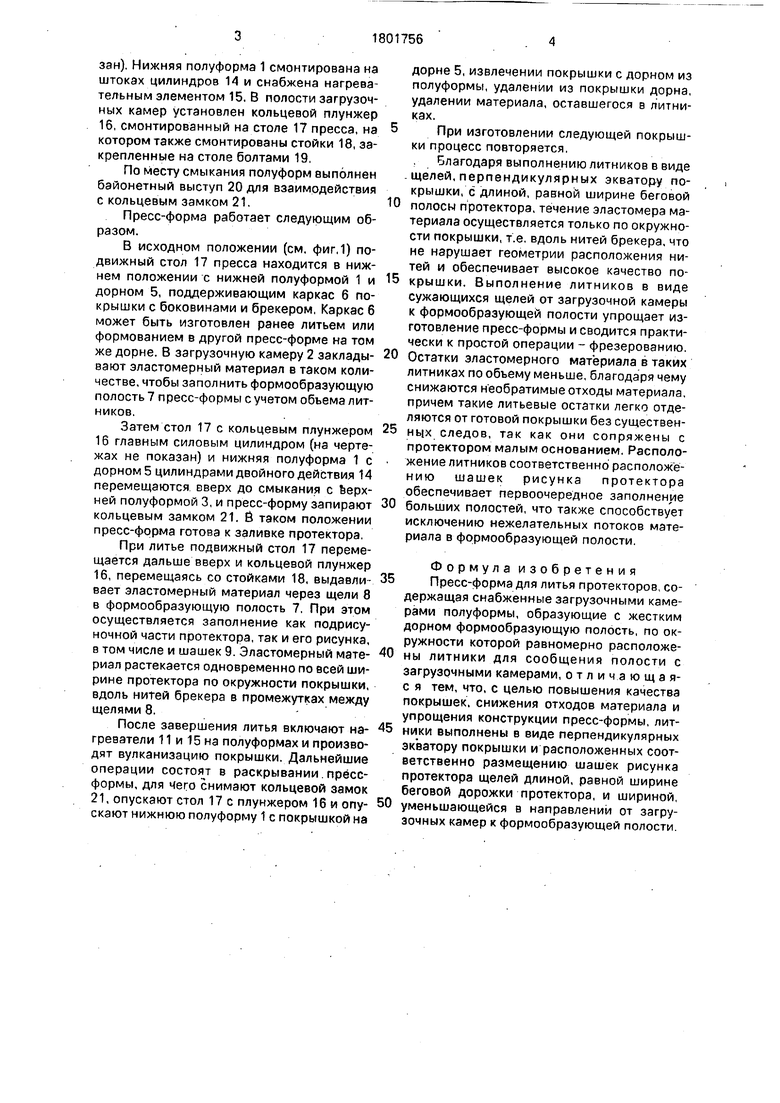
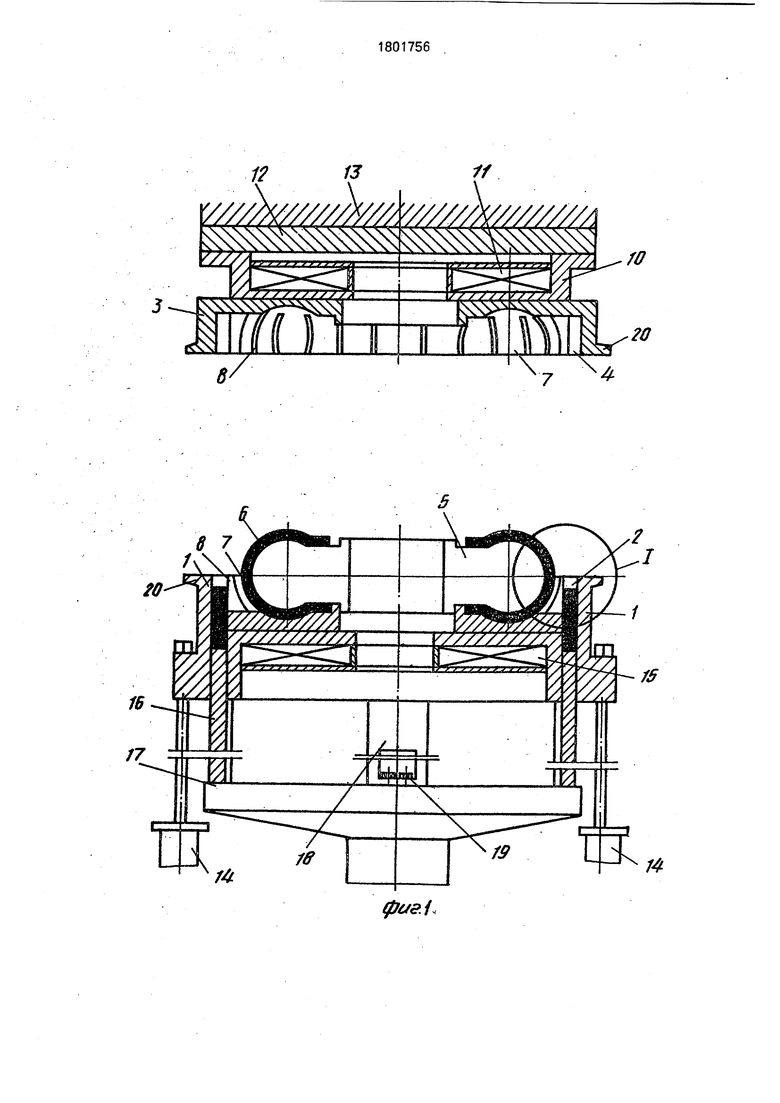
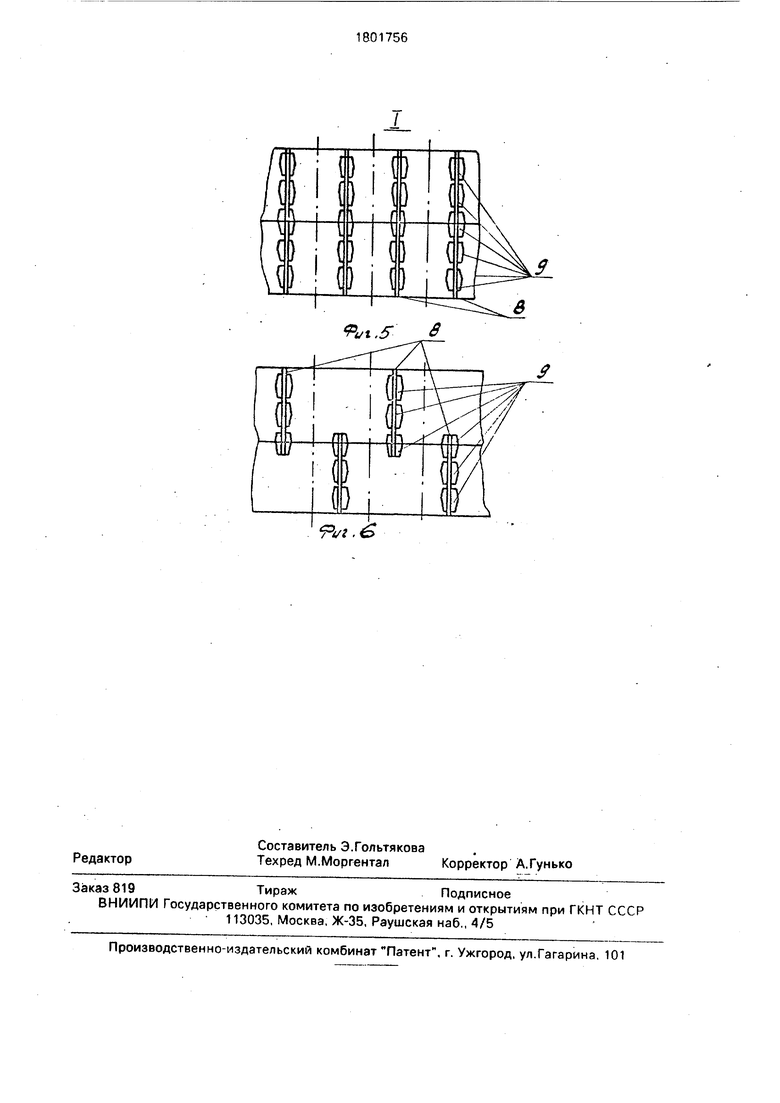
На фиг.1 изображен разрез пресс-формы в раскрытом положении; нафиг.2 -тоже, в положении окончания процесса литья; на фмг.З - узел I на фиг.1 (поперечное сечение формообразующей полости); нафиг.4-узел I на фиг.1 (сечение формообразующей полости в плоскости, параллельной разъему пресс-формы); на фиг.5 - фрагмент развертки рисунка формы с литниками (вариант линейного расположения шашек); на фиг.6-то же (вариант шахматного расположения шашек).
Пресс-форма для литья протекторов содержит нижнюю полуформу 1 с загрузочной
камерой 2. верхнюю полуформу 3 с загрузочной камерой 4 и жесткий тороидальный дорн 5, Дорн 5, поддерживающий каркас 6 с брекером и боковинами, и полуформы 1 и 3 образуют формообразующую полость 7. Загрузочные камеры 2 и 4 соединены с формообразующей полостью 7 литниками, выполненными в виде щелей 8. Щели 8 расположены в плоскостях ,перпендикуляр- ных плоскости, проходящей через экватор покрышки, и имеют длину, равную ширине беговой дорожки протектора. Ширина щели 8 уменьшается в направлении от загрузочных камер 2 и 4 к формообразующей полости 7 (см, фиг.4).
.Щели 8 расположены соответственно расположению шашек 9 протекторного рисунка (см. фиг.5 и 6).
Верхняя полуформа 3 через промежуточное звено 10, снабженное нагревательным элементом 11, соединена с плитой 12 и траверсой 13 пресса (на чертеже не пока «
N
fe
8
3
СЬ
зан). Нижняя полуформа 1 смонтирована на штоках цилиндров 14 и снабжена нагревательным элементом 15. В полости загрузочных камер установлен кольцевой плунжер 16, смонтированный на столе 17 пресса, на котором также смонтированы стойки 18, закрепленные на столе болтами 19,
По месту смыкания полуформ выполнен бэйонетный выступ 20 для взаимодействия с кольцевым замком 21.
Пресс-форма работает следующим образом.
В исходном положении (см. фиг,1) подвижный стол 17 пресса находится в нижнем положении с нижней полуформой 1 и дорном 5, поддерживающим каркас 6 покрышки с боковинами и брекером, Каркас 6 может быть изготовлен ранее литьем или формованием в другой пресс-форме на том же дорне. В загрузочную камеру 2 закладывают эластомерный материал в таком количестве, чтобы заполнить формообраэующую полость 7 пресс-формы с учетом объема литников.
Затем стол 17 с кольцевым плунжером 16 главным силовым цилиндром (на чертежах не показан) и нижняя полуформа 1 с дорном 5 цилиндрами двойного действия 14 перемещаются вверх до смыкания с верхней полуформой 3, и пресс-форму запирают кольцевым замком 21. В таком положении пресс-форма готова к заливке протектора.
При литье подвижный стол 17 перемещается дальше вверх и кольцевой плунжер 16, перемещаясь со стойками 18, выдавливает эластомерный материал через щели 8 в формообразующую полость 7. При этом осуществляется заполнение как подрису- ночной части протектора, так и его рисунка, в том числе и шашек 9. Эластомерный материал растекается одновременно по всей ширине протектора по окружности покрышки, вдоль нитей брекера в промежутках между щелями 8.После завершения литья включают нагреватели 11 и 15 на полуформах и производят вулканизацию покрышки. Дальнейшие операции состоят в раскрывании.пресс- формы, для чего снимают кольцевой замок 21, опускают стол 17 с плунжером 16 и опускают нижнюю полуформу 1 с покрышкой на
дорне 5, извлечении покрышки с дорном из полуформы, удалении из покрышки дорна, удалении материала, оставшегося в литниках.
При изготовлении следующей покрышки процесс повторяется, , Благодаря выполнению литников в виде щелей, перпендикулярных экватору no- крышки, с длиной, равной ширине беговой
полосы протектора, течение эластомера материала осуществляется только по окружности покрышки, т.е. вдоль нитей брекера, что не нарушает геометрии расположения нитей и обеспечивает высокое качество покрышки. Выполнение литников в виде сужающихся щелей от загрузочной камеры к формообразующей полости упрощает изготовление пресс-формы и сводится практически к простой операции - фрезерованию.
Остатки эластомерного материала в таких литниках по объему меньше, благодаря чему снижаются необратимые отходы материала, причем такие литьевые остатки легко отделяются от готовой покрышки без существенных следов, так как они сопряжены с протектором малым основанием. Расположение литников соответственно расположе- нию шашек рисунка протектора обеспечивает первоочередное заполнение
больших полостей, что также способствует исключению нежелательных потоков материала в формообразующей полости.
Формула изобретения
Пресс-форма для литья протекторов, содержащая снабженные загрузочными камерами полуформы, образующие с жестким дорном формообразующую полость, по окружности которой равномерно расположены литники для сообщения полости с загрузочными камерами, отличающая- с я тем, что, с целью повышения качества покрышек, снижения отходов материала и упрощения конструкции пресс-формы, литники выполнены в виде перпендикулярных экватору покрышки и расположенных соответственно размещению шашек рисунка протектора щелей длиной, равной ширине беговой дорожки протектора, и шириной,
уменьшающейся в направлений от загрузочных камер к формообразующей полости.
12/J //
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1989 |
|
SU1631882A1 |
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ ДИАГОНАЛЬНЫХ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1995 |
|
RU2092312C1 |
| Литьевая пресс-форма для покрышек пневматических шин | 1982 |
|
SU1052411A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2017 |
|
RU2678266C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1990 |
|
SU1727320A2 |
| Устройство для изготовления брекерно-протекторных браслетов для покрышек пневматических шин | 1980 |
|
SU1011040A3 |
| Устройство для изготовления покрышек пневматических шин | 1987 |
|
SU1442423A2 |
| Литьевая форма для покрышек пневматических шин | 1981 |
|
SU1031748A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК | 1973 |
|
SU382269A1 |
| ПОКРЫШКА ДЛЯ КОЛЕС БОЛЬШЕГРУЗНЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 2010 |
|
RU2514421C2 |
Использование: изготовление покрышек высокого качества литьем протектора на каркас покрышки. Сущность изобретения: пресс-форма содержит нижнюю и верхнюю полуформы с загрузочными камерами и жесткий дорн. поддерживающий каркас покрышки и образующий с полуформами формообразующую полость, По окружности последней для сообщения ее с загрузочными камерами равномерно расположены литники в виде щелей, перпендикулярных экватору покрышки и расположенных соответственно размещению шашек рисунка протектора. Щели выполнены длиной, равной ширине беговой дорожки протектора, и шириной, уменьшающейся в направлении от загрузочных камер к формообразующей полости, 6 ил.
фае.1
О
о
| Литьевая пресс-форма для покрышек пневматических шин | 1982 |
|
SU1052411A1 |
| Солесос | 1922 |
|
SU29A1 |
| Транспортный самолет | 2020 |
|
RU2758396C1 |
| Солесос | 1922 |
|
SU29A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| . | |||
