При производстве бондарной тары (деревянных бочек) во время сборки бочек из готовой фугованной клепки, последняя при сгибании часто ломается. Иногда этот излом, в зависимости от породы и качества древесины и степени влажности, достигает до 25%, что, вследствие потери уже обработанной древесины, ложится на производство непроизводительным расходом, который достигает до 30% от стоимости бочки, а иногда и более, если бочки изготовляются из ценного материала.
Чтобы избежать излома клепок или отщепления, обыкновенно, до сборки клепок в бочки, их распаривают. Процесс распаривания производится разными способами, но все они сводятся к расходованию топлива. После того, как из распаренных клепок будут собраны бочки, т.е. остовы, последние подвергаются сушке, проходя через сушилки, и в этот случае опять расходуется топливо. Оба эти процесса распаривания и сушки в процессе производства бочек поглощают больше времени, чем самая механическая обработка древесины для бочек. Предлагаемый способ изгибания обработанных предварительно клепок путем прессования имеет целью устранить упомянутые процессы распаривания и потом сушки и тем самым удешевить продукцию.
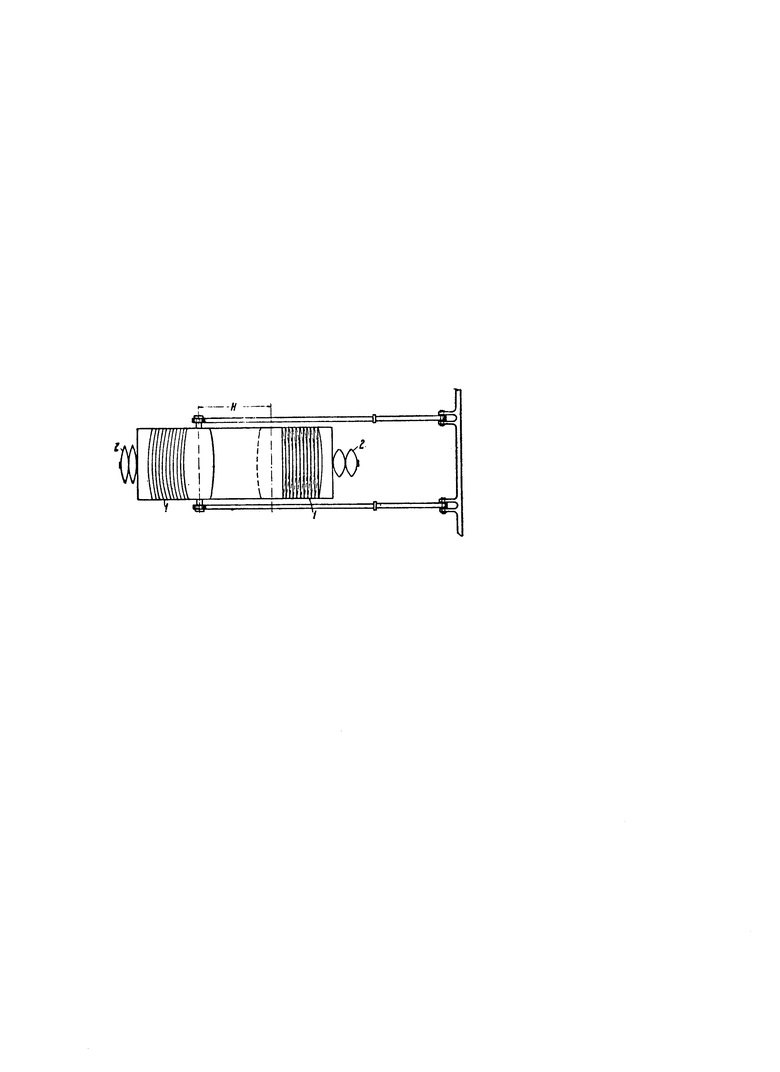
Предназначенные для изгибания клепки берутся пачками в десять и более клепок требуемой длины в зависимости от толщины и породы древесины, причем крайние в пачке клепки подбираются без сучков и косослоя и закладываются в пресс пачками без предварительного их распаривания. При прессовании с выгибом в  длины клепки (из сосны, ели, пихты и других пород), при давлении от 2 до 4 тонн и содержании влажности в клепках от 12 до 14% (атмосферная сушка) последние, по данным опытов, не ломались и не давали отщепления ни в процессе прессования, ни после при сборке бочек. Клепки при сгибании пачками под прессом прилегают плоскостями плотно одна к другой и тем самым взаимно предохраняются от изломов и отщеплений. На чертеже изображена рабочая часть пресса двойного действия, снабженного рессорами 2, 2, с заложенными пачками клепок 1.
длины клепки (из сосны, ели, пихты и других пород), при давлении от 2 до 4 тонн и содержании влажности в клепках от 12 до 14% (атмосферная сушка) последние, по данным опытов, не ломались и не давали отщепления ни в процессе прессования, ни после при сборке бочек. Клепки при сгибании пачками под прессом прилегают плоскостями плотно одна к другой и тем самым взаимно предохраняются от изломов и отщеплений. На чертеже изображена рабочая часть пресса двойного действия, снабженного рессорами 2, 2, с заложенными пачками клепок 1.
При ходе штока пресса Н=500 мм имеется возможность вынуть спрессованные клепки и заложить новые пачки. Вместо механического пресса, требующего при малых оборотах введения системы шестерен, можно применить пресс гидравлический.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поизводства деревянных бочек | 1986 |
|
SU1384383A1 |
| Деревянная клепковая бочка или труба | 1936 |
|
SU52129A1 |
| БОЧОНОК ДЕРЕВЯННЫЙ ОБЪЕМОМ ДО 7000 см СПЕЦИАЛЬНО ДЛЯ МЕДА | 2006 |
|
RU2314910C1 |
| Устройство для непрерывного гнутья клепок | 1973 |
|
SU469592A1 |
| СПОСОБ ПРОИЗВОДСТВА КОНЬЯКА "МАДЖАРСКИЙ" | 2005 |
|
RU2297449C1 |
| СПОСОБ РЕГЕНЕРАЦИИ ВИННОЙ БОЧКИ | 2010 |
|
RU2428466C1 |
| СПОСОБ ОБРАБОТКИ ДРЕВЕСИНЫ ДУБА, ИСПОЛЬЗУЕМОЙ ПРИ СОЗРЕВАНИИ КОНЬЯЧНЫХ ИЛИ ИМ ПОДОБНЫХ СПИРТОВ | 2004 |
|
RU2298030C2 |
| Способ изготовления штампованных бочек из древесного шпона | 1948 |
|
SU76172A2 |
| СПОСОБ ПРОИЗВОДСТВА КРЕПКИХ ВИНОГРАДНЫХ ВИН | 2003 |
|
RU2265045C2 |
| СПОСОБ ПРОИЗВОДСТВА КОНЬЯКА "БОЛЬШОЙ ПРИЗ" | 1997 |
|
RU2126830C1 |
Способ изгибания клепок, предварительно обработанных путем прессования, отличающийся тем, что клепки в воздушно-сухом состоянии закладываются в пресс пачками без предварительного распаривания их.
