Для лучшего проникновения антисептиков в древесину шпал при их пропитке полезно создать искусственные радиальные ходы в древесине, путем наколки отверстий.
Предлагаемый станок механизирует вышеуказанную работу по накалыванию шпал и снабжен двумя совместно работающими парами ползунов, с иглами, перемещаемыми возвратно-поступательно от привода, в целях наколки отверстий с четырех сторон шпалы. Накалывание шпалы производится по всей поверхности на глубину 1,5-2 см кроме торцов, причем накалы располагаются в шахматном порядке на расстоянии ∞ ∞ 50 мм поперек шпалы и через 200 мм вдоль нее.
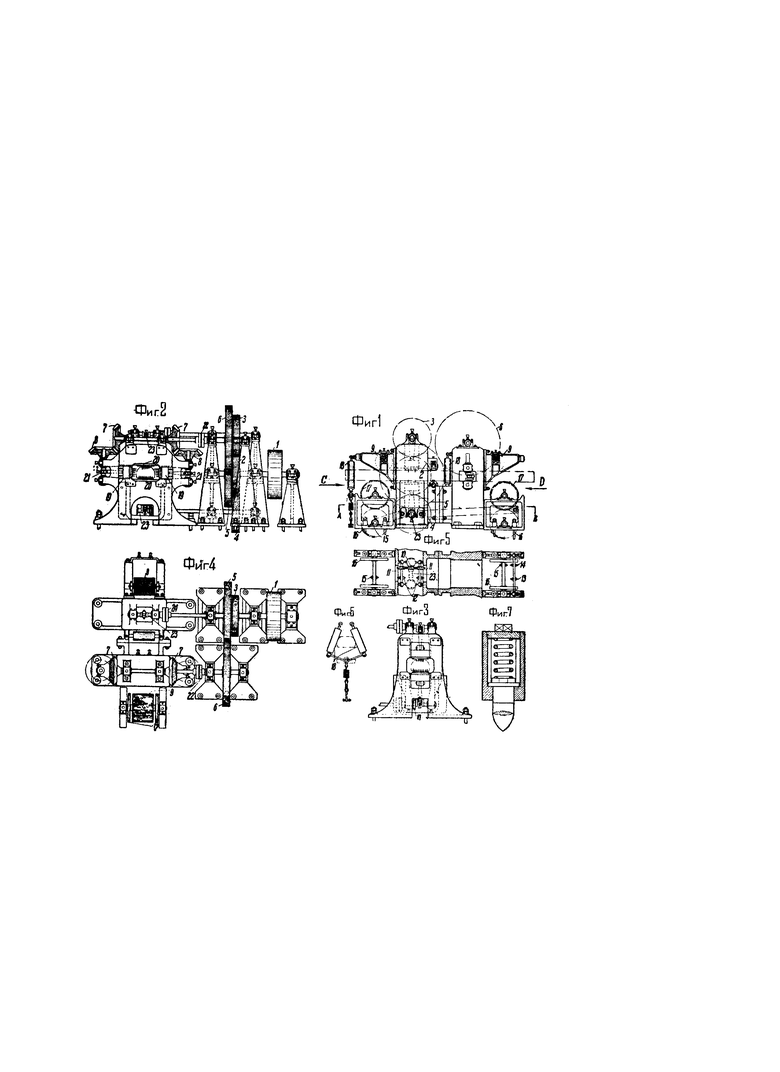
На чертеже фиг. 1 изображает вид станка сбоку; фиг. 2 - вид станка по стрелке D на фиг. 1; фиг. 3 - вид части станка по стрелке С на фиг. 1; фиг. 4 - вид станка сверху; фиг. 5 - разрез по линии А-В на фиг. 1; фиг. 6 - вид сбоку направляющих роликов для подачи шпалы; фиг. 7 - продольный разрез иглы.
Механизм станка приводится в движение от шкива 1 (фиг. 1-5). Ползуны 19, несущие горизонтальные иглы через шатуны, соединены с вертикальными коленчатыми осями 21. Коленчатые оси 21 через конические шестерни 7 и 8, муфту 22 и цилиндрические шестерни 6 и 5 соединены со шкивом 1, и получают от него движение. Ползуны 20 с вертикальными иглами через шатуны соединены с горизонтальными коленчатыми осями 23, из которых верхняя коленчатая ось через муфту 24 и вал соединена с шестерней 3, которая приводится в движение шестерней 2, сидящей на валу шкива 1. Нижняя коленчатая ось 23 через шестерню 4 приводится во вращательное движение шестерней 2, сидящей на валу шкива 1.
Подача шпалы на станке производится рифлеными валиками 9; нижний ведущий валик 9 приводится в движение от шестерни 10 (фиг. 4), сидящей на валу нижнего коленчатого вала 23 и находящейся в сцеплении с шестернями 11, которые через цепные передачи 12, 13 и 14, 15 приводят во вращение шестерню 16. Шестерня 16. (фиг. 1, 4) имеет зубцы только на части окружности и периодически сообщает движение шестерне 17, которая сидит на валу рифленого валика 9, подающего шпалу.
Установка шестерни 16 должна быть произведена так, чтобы сцепление начиналось в тот момент, когда горизонтальные и вертикальные иглы ползунов вышли из шпалы, и чтобы в промежуток времени между подъемом и спуском ползунов могла быть произведена подача шпалы.
Для того, чтобы шпала центрально попадала в станок, при входе шпалы в станок установлены направляющие ролики 18 (фиг. 1, 6); для удержания шпалы при наколке в надлежащем положении в станке имеются поддерживающие и направляющие валики, расположенные как в начале станка, так в середине и в конце его.
Подача шпал в станок, а также и уборка после прохода ими станка производится конвейером.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для наколки шпал | 1990 |
|
SU1750949A1 |
| Проволочноткацкий станок для выработки, например, плоских канатов | 1959 |
|
SU127201A1 |
| Станок для формования кожаных мехов к сумкам | 1933 |
|
SU35752A1 |
| Станок для точки кардной гарнитуры шляпок | 1954 |
|
SU100815A1 |
| Станок для изготовления ременных сшивателей | 1930 |
|
SU32473A1 |
| Станок для частичного загиба хвостовой части трикотажной иглы | 1929 |
|
SU31279A1 |
| Станок для сборки приводных цепей из литых звеньев Эверта | 1939 |
|
SU63698A1 |
| Поточная линия для глубокой наколки шпал | 1989 |
|
SU1728012A1 |
| Станок для изготовления деревянных конических, снабженных центральным каналом пробок | 1933 |
|
SU36000A1 |
| Станок для изготовления гнутых коленчатых валов | 1928 |
|
SU25841A1 |
1. Станок для наколки отверстий в шпалах перед их пропиткой, отличающийся применением двух совместно работающих пар ползунов 19 и 20, получающих возвратно-поступательные перемещения от привода через кривошипные механизмы и обычные зубчатые передачи в целях наколки отверстий со всех четырех сторон шпалы.
2. В станке по п. 1 применение для передачи шпал валиков 17 и 9, получающих периодическое вращение от привода через посредство колеса 16, снабженного зубцами только на части окружности.
