1
Изобретение относится к изготовлению пленок из полимерных материалов.
Известен способ получения двухосно ориентированных полимерных пленок экструзией рукава с последующим его охлаждением и раздувом в камере давления до диаметра, превышающего диаметр трубы, которая соединяет камеру давления с нагревательной камерой, пагревом 1И двухосным растяжением в нагревательной камере, обработкой в калибрующей трубе и намоткой.
По предлагаемому способу рукав перед нагревом и двухосным растяжени-ем подвергают в трубе трехступенчатой обработке: охлаждению, торможению и предварительному иагреву. Это позволяет улучшить качество получаемых пленок.
Способ поясняется чертежом.
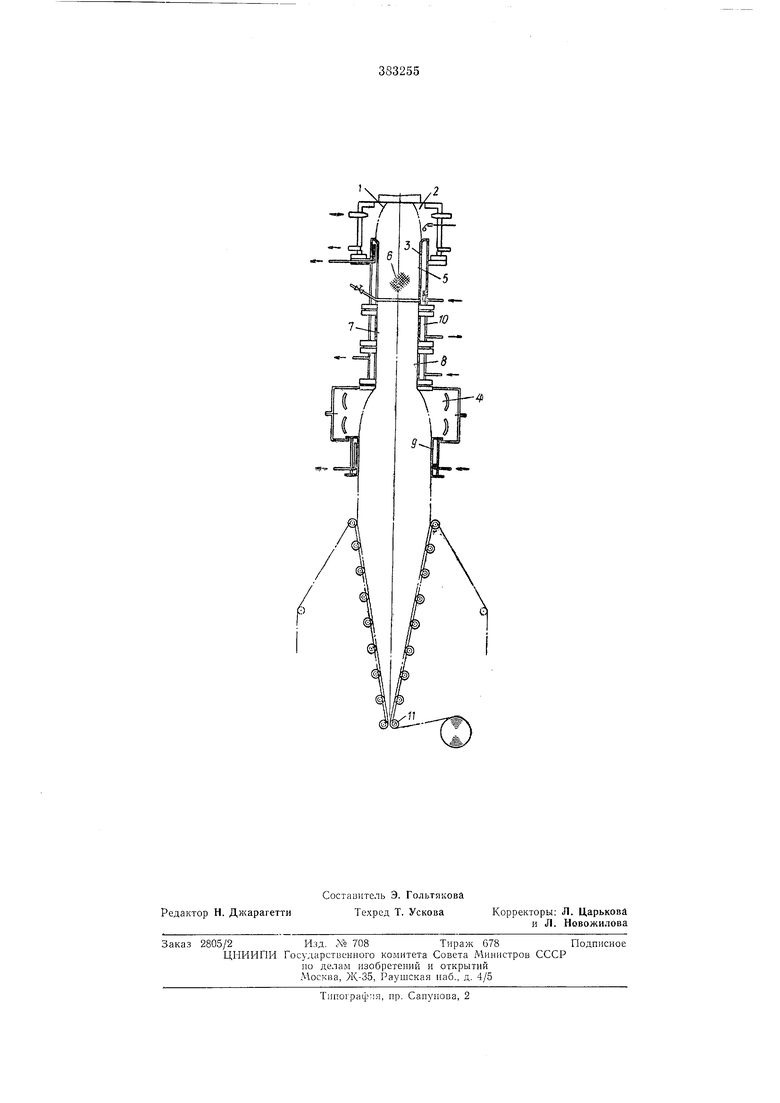
Экструдируемый из кольцевой головки экструдера термопластичный рукав } в камере давления 2 раздувают до диаметра, превышающего на 5-10% диаметр трубы 3 для обработки рукава, соединяющей камеру давления 2 с нагревательной камерой 4. Вследствие этого рукав тесно прилегает на входе в первую зону 5 трубы 3, так что нежелательные большие количества воздуха не могут улетучиваться из камеры давления. Особенно выгодно, если первая зона трубы 3 входит в камеру давления. Расстояние верхнего края зоны 5
от кольцевой головки экструдера не должно превышать наибольший диаметр рукава / в камере давления. Важно поддерживать этот диаметр рукава постоянным, не допуская его
отклопения более чем на +2%. Вследствие двойной функции воздуха в камере давления (ограниченно диаметра рукава и охлаждение его) требуемое количество воздуха может быть сравнительно большим, например, в рукавах
большого диаметра и с большой толщиной
стенки. В таких случаях в камере давления
могут возникать пульсации, которые вредиы
для чувствительного пленочного рукава.
Особенно хорошее ведение рукава, быстрое
регулирование давления и, следовательио, хорошее постоянство диаметра рукава получают при подведении воздуха к камере давления через по меньшей мере 6 струек одинаковой толщины. Автоматическое регулирование давлеция црн диаметре рукава, превышающем регулируемое значение, осуществляют дополнительным подведением воздуха к потоку охлаждаемого воздуха и при снижении диаметра рукава ниже регулируемой величины дополнительным отсасыванием воздуха из его потока, покидающего камеру давлепия.
В nepBoii зоне 5 рукав охлаждается, и несмотря на охлаждение, возникает опасность сильного прилипания его к стенке трубы, выполненной полированной или гладкой. Для
предотвращения сцепления рукава со стенкой ее рекомендуется шероховать на глубину неровностей не менее 30 мк, предночтительно более 40 мк. Улучшение, достигаемое в результате этого, объясняется тем, что небольшая часть Боздуха может гфоникать из камеры давления между стенкой трубы и рукавом и немного отжимать его. С целью нропускания контролируемого количества воздуха между рукавом и стенкой шероховатую стенку дополнительно снабжают перекреш,ивающимися сниральными пазами 6, так что возникают ромбовидные остаточные поверхности со стороной длиной примерно 3-8 мм. Пазы имеют ширину примерно 0,8 мм и глубину 0,6 мм. При таком иснолнении достаточна глубина шероховатости менее 30 мк.
Вторая зона 7, в которой рукав должен тормозиться для точного продольного растяжения, выполняется шероховатой, не охлаждается и не нагревается. Требуемая шероховатость может быть достигнута благодаря обкладке стенки тканью (предпочтительно плюшем). Для ворса нлюша предпочтительны волокна с хорошей устойчивостью, например полиэфирные волокна. В качестве, основной ткани может также применяться хлопок.
Выгодная форма исполнения этой зоны - перфорирование и снабжение стенки таким кожухом, чтобы промежуточную полость между ним и стенкой можно было поставить под вакуум. Отверстия перфорированной стенки малы, но многочисленны. Желаемую нроницаемость для воздуха можно получить, применив трубу из пористого материала, например металлокерамического сплава.
Для лучшего распределения вакуума воздухопроницаемую стенку можно дополнительно обтянуть названным текстильным материалом. Тормозная сила этой зоны может устанавливаться по желанию через высоту присоединенного вакуума, величина которого определяется величинами меньшими миллиметра и до нескольких сантиметров. Она определяется в зависимости от вида синтетического материала, толщины рукава и скорости выпуска. Дополнительное торможение благодаря вакууму повышает величнну продольной усадки на 10- 20%.
В третьей зоне 8 с шероховатой стенкой рукав перед входом в нагревательную камеру предварительно нагревается до такой температуры, чтобы при выходе из этой зоны достигалась благоприятная форма рукава при биаксиальном растяжении. Благоприятная форма соответствует короткой сжатой груше. Если температура слишком низкая, рукав поступает в нагревательную камеру со слишком малым диаметром и склонен к пульсациям; при слишком высокой температуре падает величина продольной вытяжки. Правильная температура этой зоны и температура нагревательной камеры 4 должны быть найдены для каких-либо данных условий (синтетический материал, толщина шланга и скорость выхода) путем простой пробы. Температура в горячей зоне лежит в биаксиальной области растяжения применяемого синтетического матернала и определяется станком Кофлера, с помощью которого находились, например, следующие области: для поливинилхлорида с величиной К, и содержанием смягчителя 20% - 80-130°С, для сополимера из 90% винилхлорида и 10% винилацетата с величиной
/(60-85-130°С, для полиэтилена низкого давления-ПО-140°С, для полипропилена - ПО-180°С.
Ориентированный рукав после нагревательной камеры нроходит в калибрующую трубу 9,
к стенкам которой он прилегает. В этой трубе устанавливается температура, зависящая от данных условий. Она точно так же может определяться путем простых проб. При тонких (например, 15 мк и мягких, дающих
усадку пленках труба охлаждается, в то время как при толстых и прежде всего твердых пленках, например из сополимера винилхлорида, она должна нагреваться до 30-50 С, чтобы достигнуть свободной от складок намотки.
После прохождения калибрующей трубы 9 рукав известным образом укладывается в плоскости и наматывается.
По этому снособу получают пленки, имеющие в продольном и поперечном направлениях
высокую вытяжку. Для различных целей желательно, чтобы растяжение в одном направлении было малым, а в другом - большим.
Однако можно получать пленки с ориентированием преимущественно в одном направлепии.
Пленки, ориентированные преимущественно в продольном направлении, получают путем прохождения рукава из примыкающей к камере давления трубы 3, в которой он обрабатывается в три этана, не в нагревательную камеру, а непосредственно в трубу 5 с равным диаметром, где он охлаждается и наматывается. Таким образом, исключается только зона 5 и труба 9, имеющая теперь одинаковый с
зоной 8 диаметр. Зону 8 целесообразно нагревать несколько больше, чем при сильном растяясении в обоих направлениях.
Пленки, ориентированные преимущественно в поперечном направлении, могут изготовляться благодаря тому, что после прохождения через камеру давления 2 избегают торможения получаемого из пленки рукава в трубе 3, соединяющей камеры 2 и 4. Это может происходить благодаря тому, что в полости кожуха 10 второй зоны 7 трубы 3 создают не вакуум, а небольшое избыточное давление. При этом ее внутренняя стенка снабжена маленькими, но многочисленными отверстиями или изготовлена из пористого материала, например металлокерамического сплава, и может быть выложена текстильным материалом. Торможения можно избежать путем выключения зоны 7, так что после прохождения камеры давления 2 в трубе 3 рукав обрабатывается
только в двух из трех ступеней (в первой ступени о и, пропуская вторую ступень, в которой в ином случае происходит торможение, в ступени 8).
Рукава, выполненные из пленки согласно описываемому способу, имеют в некоторых случаях не сопсем удовлетворительную стабильность при хранении. Так, вследствие возмож1 ых колебаний температуры на складе последующая усадка высокоориентированных пленок может вызвать коробление пленки, а также погфеждение намоточных втулок, особенно при больших длинах. Однако качество пленки можно улучшить, дав возможность рукавз, yjiOiKCHHOMy в плоскости посредством стлгипающих плющильных валков 11, пройти через нагретые валки, которые обладают ступенчато умоньшающимися в целом до 5% окружными скоростями. Затем посредством охлажденных валков с редуцированной примерно на 5% относительно плющильных валков // скоростью рукав транспортируют к наматывающему устройству.
Величина усадки, число и температура валков определяются в каждом отдельном случае путе.м простых опытов. Ступенчатое изменение скорости нагретых валков целесообразно установить образом, чтобы общая усадка распределялась равномерно, причем
первый валок может иметь скорость съемных плющильных валков. Выгодная температура валков 40-60°С.
Благодаря этой обработке рукав получает
контролируемую последующую усадку до 5% и при храпении в намотанном состоянии не претерпевает дальнейшей деформации. Также пленки, полученные после нарезки рукава, имеют в значительной степени улучшенное плоское положение.
Предмет изобретения
Способ получения двухосно ориентированиых пол.имер:ных пленок экструзией рукава; с последующим его охлаждением н раздувом в камере давления до диаметра, превышающего диаметр трубы для обработки рукава, соединяющей камеру давления с нагревательной камерой, iiarpeBOA и двухосным растяжением в нагревательной камере, обработкой в калибрующей трубе и намоткой, отличающийся тем, что, с целью улучшения качества получаемых пленок, рукав перед нагревом и двухосным растяжением подвергают в трубе, соединяющей камеру давления с нагревательной камерой, трехступенчатой обработке: охлаждению, тормолчению и предварительному нагреву.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСО.ЮЗНАЯПДТ;лП'КО-:;-Х;:^ИГ?й;^БИ5Л1'Ю'Гг;кА | 1971 |
|
SU309491A1 |
| СПОСОБ МАТИРОВАНИЯ ПЛАСТИФИЦИРОВАННОЙ ПОЛИВИНИЛБУТИРАЛЬНОЙ ПЛЕНКИ | 1973 |
|
SU381204A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА | 1972 |
|
SU340141A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАСТИЧЕСКИХ МАСС | 1970 |
|
SU288720A1 |
| СССРПриоритет 28.1.1969, № Р 1904101.1, ФРГОпубликовано 28.X1I.1972. Бюллетень № 5за 1973 Дата опубликования описания 13.111.1973УДК 677.057.125(088.8) | 1973 |
|
SU365074A1 |
| СПОСОБ ПРОХОДКИ БУРОВЫХ СКВАЖИН ВО ЛЬДУ | 1973 |
|
SU369753A1 |
| СИСТЕМА ТРУБОПРОВОДОВ | 1973 |
|
SU378032A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПОЛИМЕРНЫХ ТРУБ | 1971 |
|
SU320983A1 |
| ОДНОНАПРАВЛЕННАЯ ОРИЕНТИРОВАННАЯ ТЕРМОУСАЖИВАЮЩАЯ ПОЛИМЕРНАЯ ЭТИКЕТКА НА ОСНОВЕ ПОЛИЭТИЛЕНА | 2012 |
|
RU2621598C2 |
| УСТРОЙСТВО для УПАКОВКИ ПАЧЕК ГАЗЕТ В ПЛАСТМАССОВУЮ ПЛЕНКУ | 1970 |
|
SU283057A1 |