Известна экструзионная головка для получения миотослойиых pyKaiBHbix Полнмериых нлеН01К, в корШусе которой вылолнеиы неоколвко колвце1Бых коацантрических формуюЩ|ИХ щелей, соедииенинх с и1сточ1НИ1КОМ пода1чи ра-снлава поли1ме,ра, н коль-невой канал для подачи и31Вне вещества, повышающего Hpioi4HOiCTb оцепления нлеиок.
В предлатаемой головке кольцевой каиал соединен с кольцесьпми фофМЛющими щелями, блатодаря челну 01беС1печИвает:ся р аганом-ерное HaoieceiHHe жидкого или расила1вле1 шого веп ества, н01вы.шающего нрошюсть сце1пления, .на Нощерхность нлеиок.
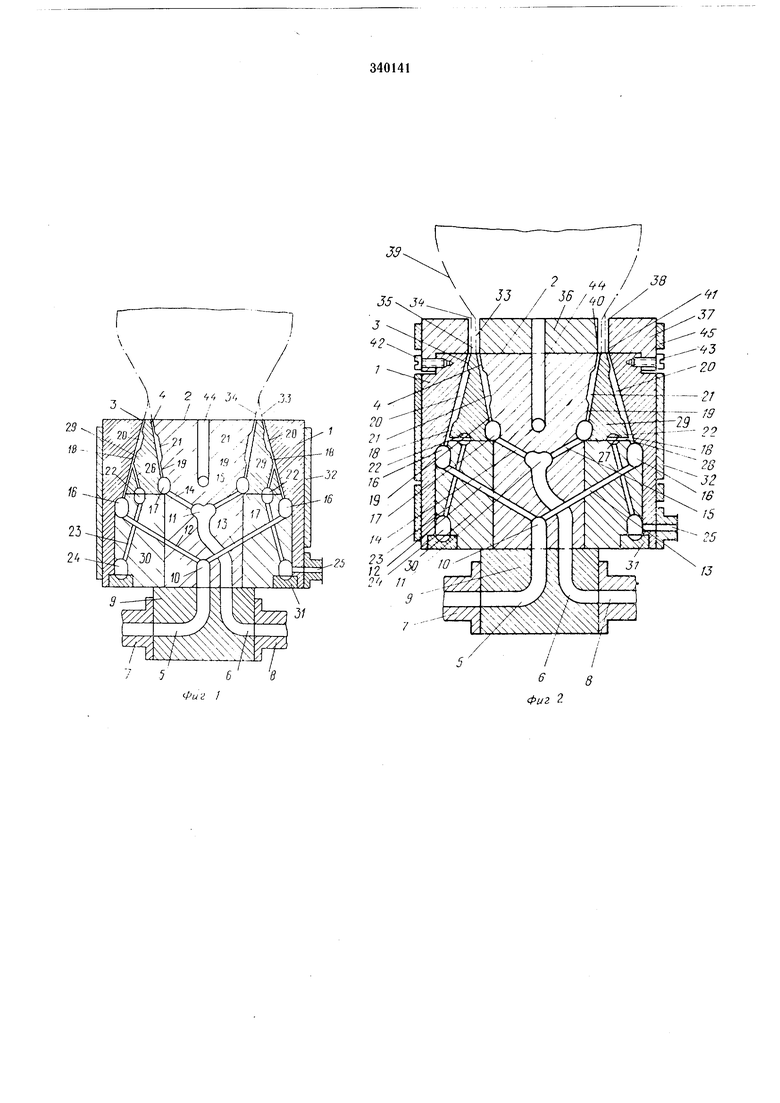
На фи1Г. 1 .Показаи вариант KOHCTpyiKHHH голо вки, колыцавой каиал которой, служащий для подаЧИ вещесша, по выапа още:го пр014ность сценлеиня пленок, соеди1не.н с форагующей щелью раслоложе.иной к ней нод утлом кольце(вой щелью; на фиг. 2 - вариант конструкции ГОЛО|ВКИ, где кольцевой каиал для вещества, ловыЩ|ающего прочность оцепления, соединен че,рез дросселыное гнездо с расширением € колыцавым ф.ардпЮщвм каналом.
Э.кструзиоошая головка содержит кортаус /, состоящий из нескольких вставленных друг в друга частей, которые выполнены так,-что между ними на торцевой nosepxiHOcTH 2 расположено кееколысо концентрически размещанных друг в друге кольцевых фор мующих
щелей 3 и 4, количество которых соответствует количеству соеди ияе мых в один пленочный рукав слоев. В п,риведенноМ орвмере ноказа-ны две кольне-вые щели, в которые по
трубонровода м 5 и б подают расплав полимера из Э1кструде.ров ( чертеже ие показаны), присОеди1Няе1мых к кор-пусу головки 1 с по мюадью фланцев 7 и S и олорной детали 9. Труболроводы через разветвления 10 и
1}, раз:мещенные один за други1М точно в центре корнуса головки / так, что кольцевые щ,ели 3 и 4 сове ршенаю одн1на1ковю обеспечиваются раонла1вом, соедн1нень радиальными канала1ми 12-15 с кольцевьими коллекторами 16 и /7, котОрые служат для дальнейщей гомоге И113.ацин рас1нлава и вырав1нивання давления н которые через кольцевые щелн 18 и 19 по всаму своаму периметру равио1мерно соединены с кольцевьгми фо.рмующимн щелями 5 и 4. В кольцевых щелях 18 и 19 выполнены расширения 20 н 21, благодаря которым в этих зонах скорость нотока раснлава уменьшается, что оказывает благонрнятное влняние на омачивание расплава
вещество1М, новышающвм прочность сценления. Для подвода р.аснлавленного илн жидкого вещества, повышающего прочность сцепления, в корпусе головки 1 выполнен дололнительный питающийся извне канал 22, соевбнио несколькими сюединителькы-ми отверсрия1ми 23 с кольцевым иоллектором 24, котО|)ый через радиально проходящий канал 25 веает наружу.
О:ПИ|Саи1ная форма вы.полПея-шя консирукции голоекИ не осязательна. Мож1но онказатыся от хольце1вого коллектора 24, а каиал 25 ие1юсредст ве««о ооедниить с колыцевьим капаЛ01М 22. Онпсан ный вариаит головки имеет ТО н.реммущество, что давлеиие вещества, повышающего нрочло.сть сцепления, во всей гол1овл е рагаик мгрно, приче м оиа в лредста зленйой ф0р1ме особенно лепко мО|Нтир|уется.
Дополнительный кольд&вой каеал 22 («а фиг. 1) через кольцевую щель 26 соединен с кольцевой щелью , образующей внещний слой пленки. Кольцевая щель 26 нрисоединеиа Нод углОМ около 30° к щели 18, благода|ря челгу достигается беспрепятствееиое наложение на текущий в щели 18 ра1опла13 нолимера раснлавленного вещества, HOiBbiшающе го прочность сцепления.
На фиг. 2 прк-веден другой вариант выполнения конструкдии головки, где дополнительный кольцевой канал 22 соединен с дроссельньгм гнездом 27, которое в зоне 28 И1меет расширенное поперечное сечение, образующее резер вуар для вещества, поБЫщающего прочность сцепления. Благодаря этолиу кoлeiбaния давления и скорость подачи как расплава полимера, так и расплава вещества, повышающего проч ность оценления, могут быть хо1рошо ураановешаны.
До1полнителыный кольцевой канал 22 частично при1м,ыкает к кольцеобразной сменной детали 29, котО(рую в неО|бходимых случаях можно заменить без выключения к)ольцеВ|01го канала J9. Та1ким образом, можно использовать это устройство для получения МИОГОслойной пленки с нрэ1межутоЧ1НЫ МИ зоналги вещества, повыщающето ирочность сценления, а также и без подобных пр0|межуто141ных зон. Для де1мо1нтажа сменной детали 29 необходимо сначала оня1ть опорную деталь 9, а 3|атам удалить вставные части 30 и 31. После этого С1менную деталь 29 через образоъавщийся зазор вынимают.
Для поддсржаоош равиомерной температуры внутри голоаки и соз|да;ния оптимального режима обработки пластмассы ее корпус окрулчают на1Г1ре1вателы 1Ь 1Ми манжета ми 32.
Вь ходяЩ|Не из фор лгующих щелей 3 и 4 рукааные нлссгки на чертежах показаны позициями 33 и 34.
Описываемая коогструкция лоловюи позволяет рав1НС1мерно наносить очень тонкую 1лен:юу вещества, повышающего прочность сцепления, на повер.хлость по крайней мере одного из двух соединяемых между собой пленочных pyiKaiBOiB. Для гого, ири
этом достичь ЛуЧЩИХ свойств HaiHOCHiMOrO
слоя вещества, повышающего проча-юсть оцепления, желательно, чтобы зона 35, в которой Обе соединяешые пленки 33 и 34 еще Не сонрикасаются одна с другой, имела точную
форму и раз1ме(ры. Для обеспечения этого иа торцевой пове|рх ости 2 корпуса гЮлов.кп 1 установлено регулируемое калибрующее устройство, которое на приведенно-м иа фиг. 2 вариапте головки представляет собой соедине ние из двух конЦеитрически расположенных одна в другой частей: калибрующей нластины 36 с одной стороны и калибрующего кольца 37 с другой. Обе эти части немеют между собой зазор 38 для выхода плено к 33
и 34, соединяемых в пленочный рукав 55. Стеики 40 и 41 калибрующего устройства находятся на соответствующем регулируемом расстоянии одна против другой. Соединение обоих рукавшых пленок 33 и 34 происходит
только там, где обе иленки вы.ходят из калибрующего устройсп;ва. Сдвигом деталей 36 и 37 по отнощению одна к другой зазюр па выходе устанавливают так, чтобы по всему перииметру щели 38 была одинаковая ширина.
Юстирование и установка калибрующего устройства происходит лри ло1МОщи калиб|ра для пр01верки на просвет заЖ|И1МНЫ1Ми вн1нта|ми 42 и 43. Для подачи сжатого газа для раздува
Э1КСтрудируе1моло цленоч)ного рукава в хариусе голощки / выполнено отверстие 44. Калибрующее устройство окружено нагревательЦЫ|МИ манжетами 45, что позволяет устанавливать в нем наиболее бла1ГОП1риятную темперагуру. Величина температуры может быть больше или меньше той, при которой находится корпус экструзионной голонКИ. Манжета 45 может быть охлаждающей, в это1м случае в нее, нанример, вставлен элемент
Пелетье или подобиое аму устройство, позволяющее относителыно быст|ро охлаждать пленки 33 и 34 до температуры, лежащей ниже температуры ээдструзии, нО по воз1можности выще наименьшей температуры соединения рукавных плеиок.
П ip е д ,м с т н 3 о б р е т е IH л я
Э|кструзионная головка для получения многослойных рукавных полимерных плено к, в корпусе -которой выполнены несасолыко кольцевых копце1гтриче сКИХ формующих щелей, соеди1ненных с пюточников подачи распйава полимера, и кольцевой канал для подачи извне вещества, новыщающего прочность сцепления пленок, отличающаяся тем, что, с целью равномерного нанесения жидкого или расплавленного вещества, повышающего прочность сцепления, на пове рхность пленок, «Ойьцевой канал .соединен с кольцевыми формлющимй щелями.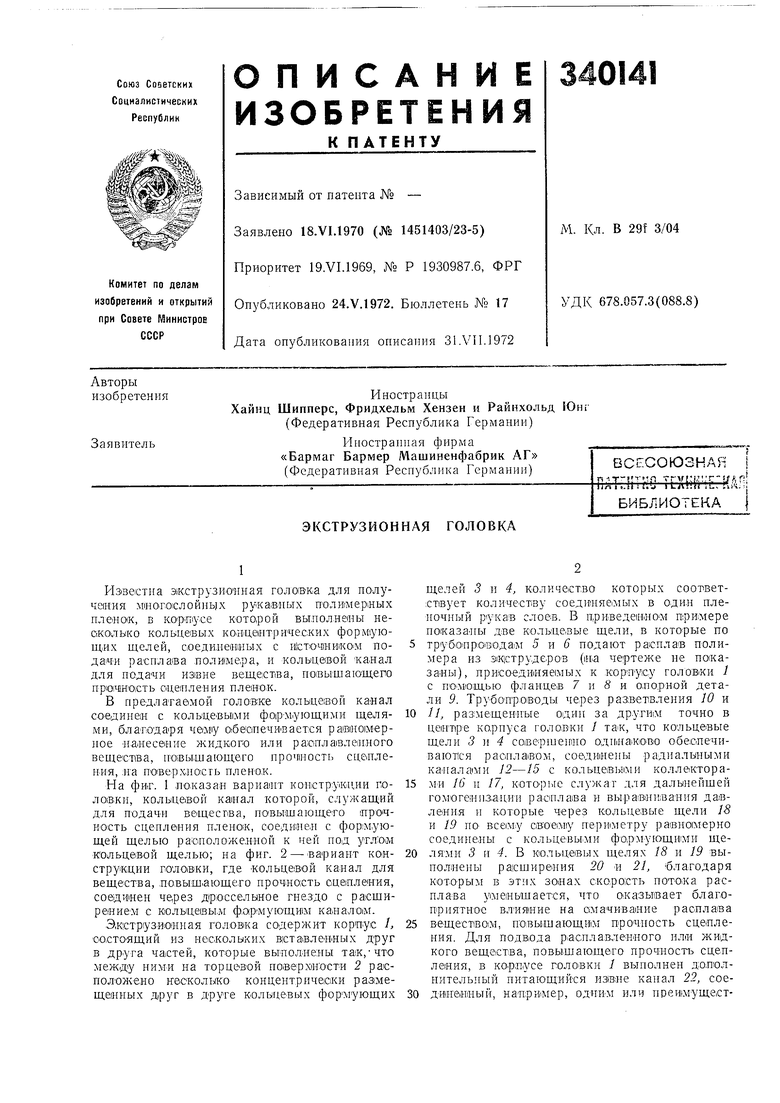
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ДВУХОСНО ОРИЕНТИРОВАННЫХ ПОЛИМЕРНЫХ ПЛЕНОК | 1973 |
|
SU383255A1 |
| ВСЕСО.ЮЗНАЯПДТ;лП'КО-:;-Х;:^ИГ?й;^БИ5Л1'Ю'Гг;кА | 1971 |
|
SU309491A1 |
| Устройство для изготовления армированного сеткой рукавного изделия | 1979 |
|
SU882760A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ РУКАВНОЙ ПЛЕНКИ | 2008 |
|
RU2363581C1 |
| Установка для изготовления двухосноориентированных полимерных рукавных пленок | 1979 |
|
SU874382A1 |
| Установка для изготовления двухосноориентированных полимерных рукавных пленок | 1983 |
|
SU1171349A2 |
| Установка для двухосной ориентации полимерных рукавных пленок | 1981 |
|
SU975427A2 |
| Охлаждающее устройство для пленочного рукава | 1984 |
|
SU1500148A3 |
| Установка для двухосной ориентации полимерных рукавных пленок | 1978 |
|
SU766876A1 |
| УДАРНО-ТЯГОВОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОСЦЕПКИ ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА | 1973 |
|
SU406340A1 |