1
Иаобрегение относится к трубопрокатному производству, а именно к вспо.могательному оборудованию прошивного стана с осевой выдачей гильз.
Известное устройство установки оправочного стержня включает упорно-регулировочный механизм с откидной порной головкой, последовательно установленные стационарные роликовые центрователи и приводные выдаюндие ролики, смонтированные на станинах центрователей. Близкое к клети постоянное расположение первого центрователя мешает обслуживанию клети при смене оправок, проводок и т. д. В то же время при прокатке для повышения производительности целесообразно расположение центрователя как можно ближе к клети.
Цель изобретения - увеличение производительности стана.
Это достигается тем, что первый от клеги цеитрователь снабжен приводом перемешення вдоль оси прокатки.
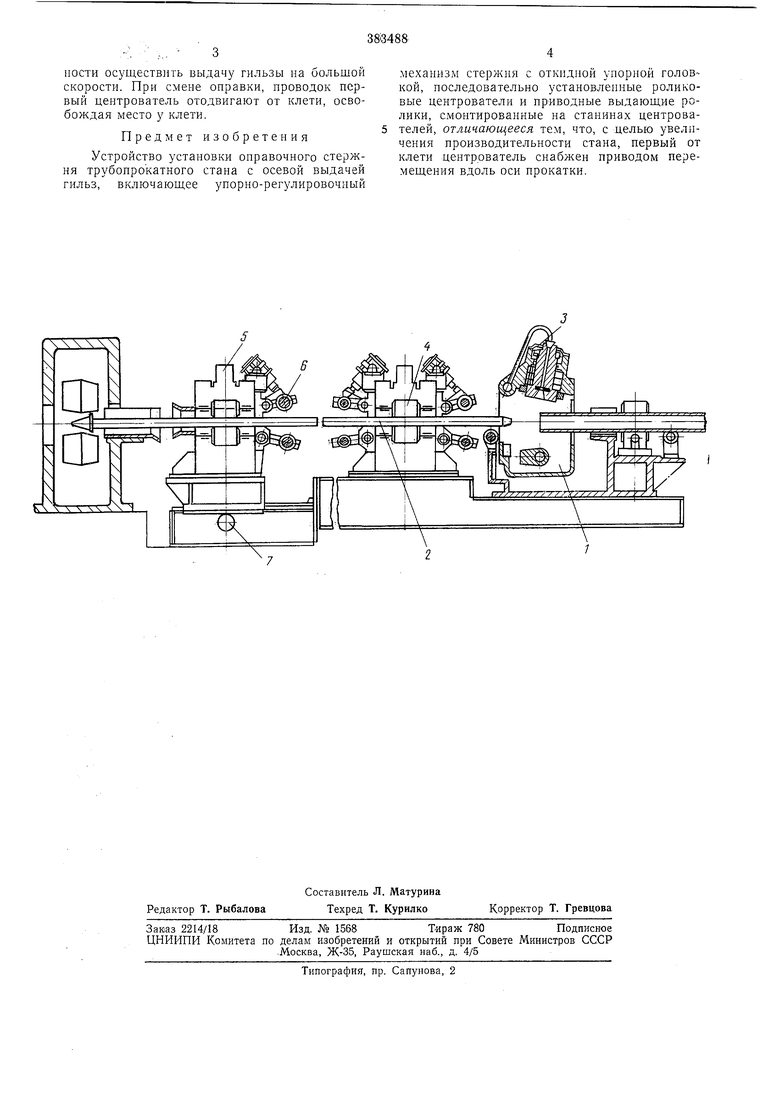
На чертеже показано предложенное устройство.
Устройство установки оправочного стержня включает упорно-регулировочный механиз1М ./ стержня 2 с откидной упорной головкой 3, последовательно установленные роликовые центрователи с центрнрующими роликами 4 и смонтированными на станинах 5 выдаюш,нми приводными роликами 6. Первый от клети центрователь выполнен подвижным от привода 7 по направляюш,им плитовины вдоль оси прокатки.
Устройство работает следующим образом. В начале прокатки первый центрователь устанавливают в ближайшее к клети положение. Все центрирующие ролики 4 сведены на стержень 2. а выдающие ролики 6 раскрыты. Упорная головка 3 упорно-регулировочного механизма / закрыта для взаимодействия с хвостовиком оправочного стержня. Этим достигается жесткость центрирования оправки в очаге деформации и повышается точность геометрических размеров гильз.
По мере выхода гильзы из клети центрирующие ролики поочередно раскрываются,
выдающие ролики транспортируют гильзу, и открывается упорная головка упорно-регулг ровочного механизма.
Центрирующие ролики первого центрователя охватывают стержень, в наиболее короткий период после прохода конца гильзы и
позволяют увеличить производительность за
счет сокращения вспомогательного времени
между циклами процесса прокатки и возмол пости осуществить выдачу гильзы на большой скорости. При смене оправки, проводок первый центрователь отодвигают от клети, освобождая место у клети.
Предмет изобретения
Устройство установки оправочного стержня трубопрокатного стана с осевой выдачей гильз, включающее упорно-регулировочный
механизм стержня с откидной упорной головкой, последовательно установленные роликовые центрователи и приводные выдающие ролики, смонтированные на станинах центрователей, отличающееся тем, что, с целью увеличения производительности стана, первый от клети центрователь снабжен приводом перемещения вдоль оси прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1996 |
|
RU2136414C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2136419C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
| Задний стол прошивного стана | 1987 |
|
SU1488050A1 |
| Задний стол стана с осевой выдачей труб | 1979 |
|
SU900911A1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1998 |
|
RU2162019C2 |
| ЗАДНИЙ СТОЛ ТРУБОПРОКАТНОГО СТАНА | 1998 |
|
RU2148446C1 |
| Задний стол трубопрокатного стана | 1988 |
|
SU1577897A1 |
| Стан поперечно-винтовой прокатки труб | 1977 |
|
SU737034A1 |
| Задний стол стана винтовой прокатки | 1985 |
|
SU1279694A1 |
