Известно устройство для автоматического регулирования толщины полосы на прокатных станах, содержащее контур управления перемещением нажи.много механизма с обратной связью, включающий измеритель отклонения толщины, суммирующий блок с зоной нечувствительности и контур управления обратной связью с блоком счета запаздывания.
Для повыщения устойчивости работы системы регулирования толщины полосы с транспортным запаздыванием в нем используется принцип расширения зоны нечувствительности на величину отработки гидравлическим нажимным механизмом и сохранения запирающего напряжения на время паузы, определяемой временем транспортного запаздывания и запаздывания микрометра.
При отработке отклонения толщины полосы от уставки клинообразной формы малого темпа дискретный регулятор при включении создает некоторую переработку относительно сигнала рассогласования, при этом время между последующими его включениями может быть больще суммарного времени паузы.
В этом случае система имеет максимальную ошибку регулирования, определяемую величиной зоны нечувствительности и темпом роста клина за время транспортного запаздывания.
При отработке клинообразной формы отклонения толщины полосы большего темпа и продолжительности может оказаться, что время между последующими включениями системы в одну сторону будет меньше суммарного
времени паузы. В этом случае ощибка регулирования толщины полосы от одного включения до другого возрастает пропорционально расширенной зоне нечувствительности.
Расширение зоны нечувствительности в выщеуказанной системе производится в обе стороны относительно возмущающего воздействия, поэтому при переработке, которая может иметь место при изменении знака возмущения в валках, система не сможет его отработать при замере толщиномером до последующего включения, определяемого временем паузы, что может вызвать раскачивание системы и еще большее увеличение ошибки регулирования.
Цель 1зобретения - изменение зоны нечувствительности в сторону отработки отклонения.
Для этого предложено просчет времени паузы при многократном включении двигателя
нажимного механизма в одну сторону производить при первом включении с нуля, останавливать просчет времени паузы на время работы регулятора и потом досчитывать ее после отключения регулятора при наличии
сигнала обратной связи.
Расширение зоны нечувствительности регулятора в данном устройстве предлагается производить в одну сторону и при изменении знака рассогласования, приводящего к включению двигателя в противоположную сторону, производить сброс ранее насчитанного времени паузы и расширенной зоны нечувствительности.
При этом точность регулирования толш,ины полосы повышается при сохранении устойчивой работы системы, устройство приобретает возможность производить контроль за отработкой возмуш,ения, не дожидаясь окончания просчета времени паузы.
При использовании в дискретном регуляторе принципа расширения зоны нечувствительности на величину .отработки и времени паузы толщиномера, обладающего малой постоянной времени запаздывания (0.05 сек, предлагается вводить сигнал производной по толщине полосы, причем формировать ее первым способом.
Информацию о низкочастотной составляющей разнотолщинности полосы в валках клети при отстройке от высокочастотных составляющих несет только производная того же знака, что и само отклонение.
Отстройку от высокочастотных составляющих отклонения толщины полосы при формировании производной по низкочастотной соетавляющей предлагается производить с помощью инерционного звена, имеющего малую постоянную времени запаздывания.
При формировании сигнала управления с учетом величины сигнала отклонения и ее производной от низкочастотной составляющей устройство при наличии зоны нечувствительности включается в работу раньше, чем если бы регулятор работал только по сигналу отклонения, что повышает точность регулироваПИЯ.
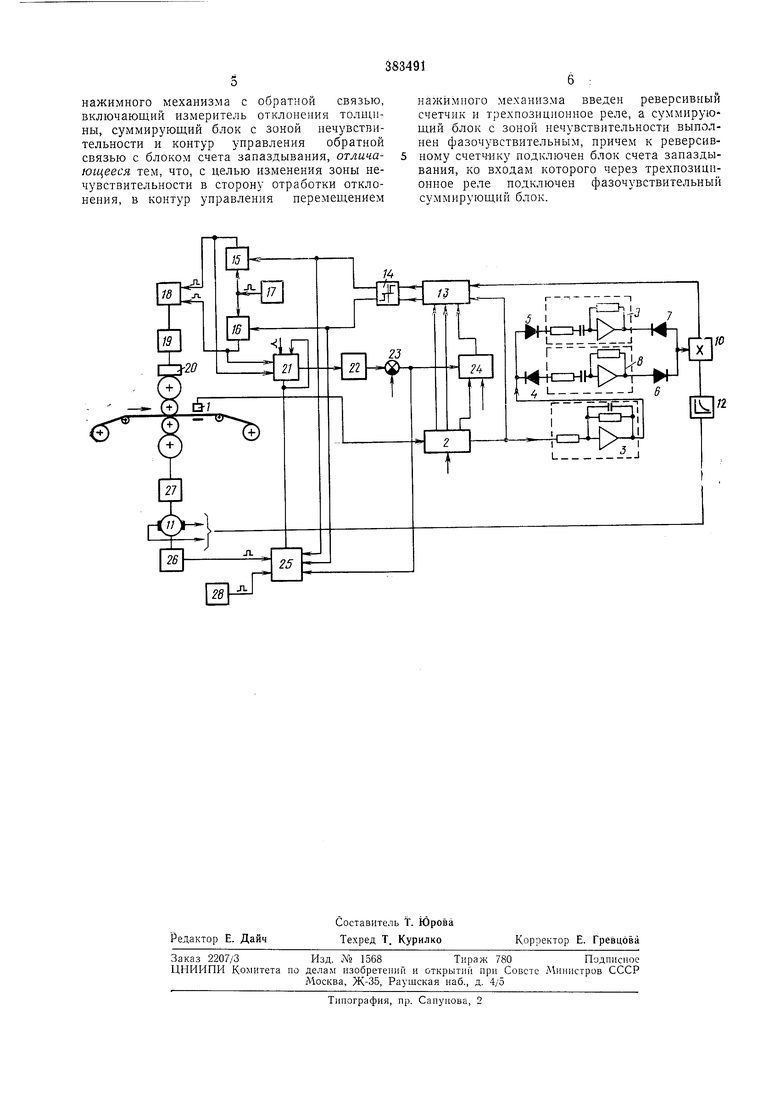
На чертеже представлена блок-схема предлагаемого устройства для автоматическою регулирования толщины полосы.
Толщину полосы измеряют при прока гке толщиномером 1, имеющим малую постоянную времени запаздывания.
В задающем блоке 2 формируется сигнал отклонения толщины полосы от уставки. Блок формирования производной от низкочастотной составляющей отклонения толщины включает последовательно соединенные операционный усилитель 3, имеющий передаточную функцию ииерционного звена, два паралельно соединенных с помощью четырех диодов 4-7 oneрационных усилителя 8 и Я осуществляющих дифференцирование.
Диоды 4, 5 включены таким образом, чтобы дифференцирование сигнала низкочастотной составляющей отклонения толщины полосы производить с учетом знака отклонения, а диоды 6 и 7, подключенные к выходам операционных усилителей 8, 9, служат для выделения сигнала производной того же знака, что и отклонение..,
С помощью умножителя 10 формируется сигнал, пропорциональный произведению сигнала производной и сигнала, пропорционального времени транспортного запаздывания, сформированного сигналом от тахогенератора 11с помощью блока 12 нелинейности.
В суммирующем устройстве 13 формируются сигнал управления суммированием, сигнал отклонения толщины полосы от уставки, сигнал, полученный с умножителя 10, сигнал обратной связи по перемещению двигателя, c-irнал зоны нечувствительности с учетом их знаков. Сигнал о зоне нечувствительности может быть задан вручную или автоматически с помощью схемы счета пропусков на реверсивных станах холодной прокатки.
Два разнополярных сигнала управления подаются на бесконтактное устройство 14 (типа нуль-орган), имеющее характеристику трехпозиционного реле с малой зоной нечувствительности.
Сигналы с нуль-органов используются для управления ключами 15, 16, служащими для включения двигателя в одну или другую сторону и управления блоком просчета паузы. При включении ключа 15 или 16 прямоугольные импульсы от генератора 17 импульсов постоянной частоты подаются в схему 18 управления двигателя 19, приводящего в движение шток управляющего золотника гидравлического нажимного механизма 20.
Кроме того, прямоугольные импульсы от генератора частоты проходят также в реверсивный счетчик 21, в исходном состоянии которого записывается начальный ход. С помощью преобразователя 22 код-аналог и сумматора 23, имеющего опорное напряжение, служащее для компенсации начального хода, формируется сигнал обратной связи по перемещению двигателя необходимой полярности. С помощью корректора 24 твердости сигнал обратной связи по перемещению двигателя подается в суммирующее устройство 13. Коэффициент обратной связи по перемещению двигателя может быть изменен вручную с помощью потенциометра или автоматически с помощью умножителя на реверсивных станах холодной прокатки, имеющих схему счета пропусков.
Для просчета времени паузы, определяемой временем транспортного запаздывания и запаздывания микрометра, служит блок 25 просчета запаздывания, в который заводится сигнал от импульсного датчика 26, устанавливаемого на валу приводного двигателя 27, сигнал от генератора импульсов постоянной частоты 28, сигналы о направлении вращения двигателя и сигнал о набранной обратной связи по перемещению нажимного механизма.
Предмет изобретения
Устройство для автоматического регулиро вания толщины полосы на прокатных станах, содержащее контур управления перемещением
нажимного механизма с обратной связью, включающий измеритель отклонения толщины, суммирующий блок с зоной нечувствительности и контур управления обратной связью с блоком счета запаздывания, отличающееся тем, что, с целью изменения зоны нечувствительности в сторону отработки отклонения, в контур управления перемещением
нажимного механизма введен реверсивный счетчик и трехпозиционное реле, а суммирующий блок с зоной нечувствительности выполнен фазочувствнтельным, причем к реверсивному счетч-ику подключен блок счета запаздывания, ко входам которого через трехпозиционное реле подключен фазочувствительный суммирующий блок.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА ПРОКАТНОМ СТАНЕ | 1972 |
|
SU356004A1 |
| Устройство автоматического регулирования толщины полосы на прокатном стане | 1982 |
|
SU1071339A1 |
| Устройство автоматического регулирования толщины полосы | 1981 |
|
SU1014612A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯТОЛЩИНЫ полосы | 1972 |
|
SU353764A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ СИСТЕМА АВТОМАТИЧЕСКОГО | 1966 |
|
SU178773A1 |
| СИСТЕМА "ТОНКОГО" РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1993 |
|
RU2065790C1 |
| УСТРОЙСТВО КОРРЕКЦИИ для СИСТЕМЫ АВТОМАТИЧЕСКОГО | 1972 |
|
SU328961A1 |
| Устройство для регулирования толщины полосы | 1974 |
|
SU524580A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ МЕЖДУ КЛЕТЯМИ НЕПРЕРЫВНОГО СТАНА ХОЛОДНОЙПРОКАТКИ | 1972 |
|
SU344909A1 |
| Регулятор для объектов с запаздыванием | 1977 |
|
SU708302A1 |