известно устройство для автоматического регулирования толщины полосы на прокатном стане, включающее исполнительный механизм распора опорных валков, к которому подсоединены канал регулирования давления с запоминающим блоком и корректирующий канал регулирования толщины, соединенные между собой. В этих устройствах при корректировке толщины полосы по сигналам микрометра новое состояние клети вызывает дополнительную отработку каналом регулирования давления с противоположным знаком, что значительно снижает качество регулирования.
Предлагаемое устройство отличается тем, что в упомянутую связь между каналами введены блок задержки, блок управления, ключ, соединенные с запоминающим блоком в канале регулирования давления. Это повыщает качество регулирования толщины полосы.
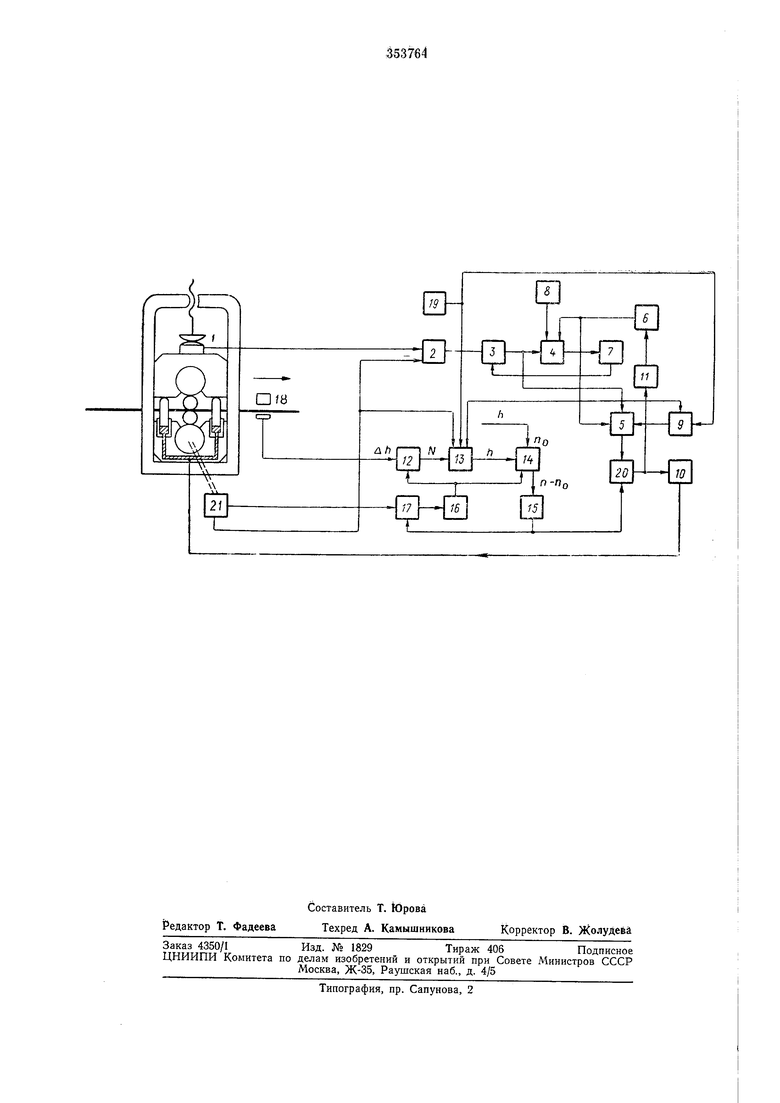
На чертеже представлена блок-схема предлагаемого устройства.
Устройство имеет измеритель давления (мессдозу) /, суммирующий усилитель 2, нуль-орган 3, электронные ключи 4 и 5, блок управления 6, преобразователь «цифра-аналог 7, генераборы 8 и 9, исполнительный механизм 10 распора опорных валков, блок задержки 11, запоминающий блок 12, корректор коэффициента усиления 13, блок зоны нечувствительности 14, электронный ключ 15, блок
регулируемого запаздывания 16, схема управления 17, микрометр 18, блок счета пропусков 19, схема «ИЛИ 20 и тахогенератор клети 21.
Перед началом прокатки осуществляется запись начального давления в клети. Установка начального давления производится электромеханическим нажимным устройством. С этой целью во время его работы электронный ключ
4 по одному из входов поддерживается в открыто.м состоянии, а ключ 5 - в закрытом. Изменение давления, фиксируемое мессдозой, через суммирующий усилитель 2 вызывает срабатывание нуль-органа 3, который открывает электронный ключ 4 по другому входу. При этом импульсы с геператора 8 проходят на вход преобразователя «цифра-аналог 7 до тех пор, пока напряжение на его выходе не станет равным напряжению на выходе суммирующего усилителя. В результате в преобразователь «цифра-аналог 7 запищется число, пропорциональное давлению в клети, соответствующее усилию прокатки данной полосы. В процессе прокатки изменение давления
в клети, вызванное входной разнотолщинностью полосы, приводит к срабатыванию нуль-органа 3, который открывает электронный ключ 5. При этом импульсы с генератора 9, имеющего переменную частоту в функции
«ИЛИ 20 в схемы управления исполнительным механизмом 10 для изменения усилия в распирающих клеть цилиндрах с целью поддержания давления в клети на ранее записанном уровне.
Для ликвидации «эффекта скорости (всплытия подшипников жидкостного трения) на второй вход суммирующего усилителя подается напряжение с тахогенератора клети, пропорциональное скорости прокатки. Коэффициент усиления устройства по этому входу выбирается таким, чтобы компенсировать изменение давления в клети, вызванное всплытие.м подщипников жидкостного трения. Кроме того, непрерывно сигнал отклонения толщины с микрометра преобразуется в число импульсов Л, пропорциональное амплитуде входного сигнала, и запоминается на время паузы блоком 12.
Импульсное напряжение с выхода блока 12 проходит через корректор коэффициента усиления 13 на вход блока зоны нечувствительности 14 и электронный ключ 15.
С помощью корректора 13 реализуется зависимость
N kn или ttj -
где ai. Л - цена и число импульсов на выходе блока 12; «1, п - цена и число импульсов на выходе
корректора 13;
К. - коэффициент усиления системы; Если отклонение толщины полосы
Аи
«
«1
где А/г - отклонение толщины полосы в мм; «1 - цена одного импульса в мм
превысит заданную зону нечувствительности „ДА,
Ло - открывается ключ 15, через который
«1
на вход блока управления шаговым двигателем пройдет п - По импульсов для изменения усилия прокатки.
Одновременно с этим осуществляется сброс и остановка работы блока регулируемого запаздывания 16 через схему управления 17, а также выдается команда на запись нового значения давления в клети (открывается ключ
4 и закрывается ключ 5). Для этого запускается блок задержки 11, сигналом с которого через схему управления 6 открывается электронный ключ 4, а ключ 5 закрывается. Время задержки выбирается в зависимости от постоянной времени и скорости исполнительного механизма.
По окончании отработки начинается отсчет времени паузы, а контур поддержания давления переходит в рабочее состояние (ключ 5 открыт, а ключ 4 закрыт). Во время отсчета паузы сигналы отклонения толщины того же знака и амплитуды меньше п не проходят через ключ 15.
Если же во время паузы отклонение толщины с тем же знаком увеличится, то произойдет лишь остановка блока паузы на время новой отработки, а в случае изменения знака - сброс и остановка. После отсчета паузы схема
контура возвращается в исходное состояние. В связи с тем, что измеритель толщины представляет собой инерционное звено, в предлагаемом устройстве для повышения качества регулирования осуществляется автоматическое
изменение коэффициента усиления системы и величины зоны нечувствительности в функции скорости прокатки за счет изменения цены импульса в единицах толщины на выходе корректора 13.
Изменение коэффициента усиления устройства в функции твердости материала осуществляется автоматически через блок счета пропусков 19 и вручную с пульта управления станом.
Предмет изобретения
Устройство для автоматического регулирования толщины полосы на прокатном стане,
включающее исполнительный механизм распора опорных валков, к которому подсоединены канал регулирования давления с запоминающим блоком и корректирующий канал регулирования толщины, соединенные между собой, отличающееся тем, что, с целью повышения качества регулирования толщины полосы, в упомянутую связь между каналами введены блок задержки, блок управления и ключ, соединенные с запоминающим блоком в канале регулирования давления.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА ПРОКАТНОМ СТАНЕ | 1972 |
|
SU356004A1 |
| Устройство автоматического регулирования толщины полосы на прокатном стане | 1974 |
|
SU529864A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1979 |
|
SU863037A1 |
| Устройство автоматического регулирования толщины полосы | 1981 |
|
SU1014612A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА ПРОКАТНЫХ СТАНАХ | 1973 |
|
SU383491A1 |
| Способ регулирования толщины полосы на прокатном стане | 1979 |
|
SU977077A1 |
| Устройство автоматического регулирования толщины полосы на прокатном стане | 1982 |
|
SU1071339A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ | 1970 |
|
SU268355A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ | 1969 |
|
SU250858A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ СИСТЕМА АВТОМАТИЧЕСКОГО | 1966 |
|
SU178773A1 |