Известно много типов систем регулирования толщины на станах холодной прокатки. Это системы иепрерывного или дискретно-непрерывного действия.
Описываемая система регулирования но дискретному принципу в сочетании с использованием гидравлического нажимного устройства обеспечивает высокое качество регулироваиия толщины полосы. Основными элементами системы являются гидравлическое нажимное устройство (ГНУ) с силовым шаговым двигателем, схема управления шаговым двигателем, толщиномер и регулятор дискретного действия.
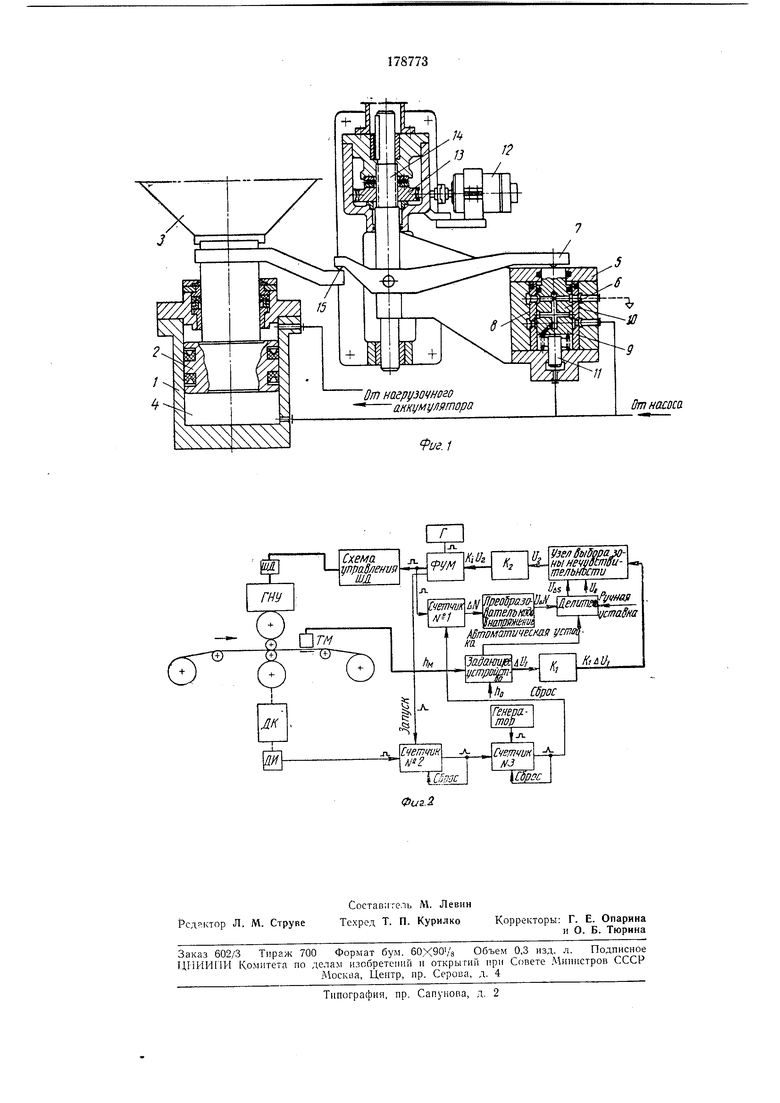
На фиг. 1 нриведена кинематическая схема ГНУ; на фиг. 2 - блок-схема системы регулирования.
ГНУ содержит гидравлический цилиндр /, поршень 2 которого непосредственно связан с подушкой опорного валка 3. Штоковая полость цилиндра для увеличения жесткости системы нагружена постоянным давлением от аккумулятора. Полость 4 находится под давлеиием насоса (или аккумулятора), масло из которого идет .иа слив через клапаи управлеПИЯ 5; его золотник 6 охвачен отрицательной обратной связью по перемен1,ению с номоидью рычага 7.
Н1ень 2 неподвижен. Между кромкой 8 гильзы 9 и кромкой JO золотника 6 образуется щель, н масло от насоса идет на слив под определенным давлением, уравновешивающим усилие прокатки и давлеиие иагрузки в штоковой полости. Если усилие прокатки увеличивается, поршень 2 опускается, рычаг 7 поворачивается против часовой стрелки и дает возможность золотннку 6 подняться под действием нрулчнны и плунжера // н прикрыть щель между кромкамн 8 и 10. Вследствие умеиьшеиня проход1гого сечения щели, давлеиие иасоса увеличивается и препятствует дальнейшему перемен1енню поршня.
Аиалогичио система работает при умеиьшеИ1И1 иагрузки.
Таким образом, п дравлическое устройство автоматически поддерживает задаииый раствор валков.
При необходимости измеиения раствора валков шаговый двигатель 12 поворачпвается на определенный угол п через червячную передачу 13 перемеи;ает вверх или вниз винт 14. Послед11 ;й, поворачивая рычаг 7 отиосительио точки 15, открывает или прикрывает клапан 5, что вызывает соответствующее неремещение иоршия цилиндра так же, как это происходит ирн изменении нагрузки.
определенные перемещения поршня цилиндра в соответствии с выбранным передаточным числом червячной передачи, шагом винта 14 н отношением плеч рычага 7.
Таким образом, по своей структурной схеме НУ состоит из трех элементов: исполнительного силового цилиндра 1, управляющего клапана 5 и измерителя рассогласования, сравнивающего сигнал обратной связи от цилиндра и задающий сигнал от шагового двигателя. В данном НУ роль измерителя рассогласования выполняет рычаг 7, закрепленный на винте 14.
Принятая система электропривода обеспечивает синхронное перемещение элементов ГНУ, любой задапный график изменения раствора валков (можно и прямоугольный) позволяет по количеству щагов (импульсов, поданных в схему управления шаговым двигателем) определять изменение раствора валков без применения специальных датчиков.
Непрерывно с переднего толщиномера ТМ снимается сигнал /г , пропорциональный толтине полосы. В задающем устройстве действительная толщина сравнивается с заданной .толщиной АО- На вход электронного усИьТителя поступает напрялсенне
U, a(h,-h,}.
Усиленный сигнал в узле выбора зоны нечувствительности сравнивается с запнраюнлнм нанряже П1ем Lo, пронорцнональным зоне нечувствнтельностн.
Когда входной сигнал превышает опорное напряжение Lo, то на вход фазочувствнтельного усилителя мощности (ФУМ) подается напряжение , ФУМ включает ШД. Число импульсов, подаваемых в схему управления ШД генератором Г, фиксируется на счетчике N° 1 и запоминается. Преобразователь кода преобразует это число Д// в напряжение U.N, которое подается в узел выбора зоны нечувствительности, увеличивая запирающее нанряжение до Lo +
Если входной сигнал становится меньше запирающего напряжения, то ФУМ отключает ШД. С момента отключения ШД наступает пауза. Во время паузы запирающее напряжение поддерживается на уровне Lo + LAS. Если толщина идет клином, то входной сигнал до окончания паузы превысит запирающее напряжение и ШД включится снова, увеличивая при этом запирающее напряжение.
Таким образом описываемая система в отличие от обычных чисто нмпульсных систем способна выправлять толщину клиновидной формы или возмущения другого вида, превышающие по своему значению занирающего напряжения.
После отсчета времени паузы счетчик № 1 возвращается в нулевое положение, при этом запирающее напряжение уменьшается до величины L/0, первоначального значения зоны нечувствительности.
Время паузы слагается из двух составляющих: времени транспортного запаздывания т, определяемого величиной расстояния между валками и летучим микрометром и скоростью прокатки; времени запаздывания летучего микрометра.
Оиределение т нронзводится с помощью счетчика ДЬ 2, на вход которого поступают импульсы с датчика ДИ, установле}1ного на
5 валу двигателя клети, так что онределенное число импульсов этого датчика соответствует расстоянию от валков до толщиномера ТМ.
Учет времещ- запаздывания летучего микрометра т„ осуществляется счетчиком 3, питающимся от генератора импульсов постоянной частоты.
Созданная система автоматического регулироваиия толщины предусматривает возможность корректировки коэффициента обратной
5 связи по перемещению нажимного устройства при необходимости учета влияния наклепа.
При автоматической .корректировке это люжно делать через схему счета пропусков, а вручную с номо1цью специального потеициометра.
Предмет изобретения
1. Электрогндравл1 ческая система автоматического регулирования толншны полосы на станах холодной прокатки, работающая по сигналам толщиномера, отличающаяся тем, что, с целью повыше1П1Я качества регу тирования толщины, она содержит дискретную систему управления гидравлическим нажимным устройством, состоящую из силового шагового двигателя, схемы унравления им и регулятора, имеющего зону нечувствительности
с границами, автоматически изменяющимися на величину перемещения нажи.много устройства и на промежуток времени транснортного н измерительного запаздывания системы. 2. Электрогидравлическая система но п. 1,
отличающаяся тем, что для новьш1епш оыстродействия системы н исключения необходимостн применения датч1 ков положения валков гидравлическое нажи.мное устройство состоит из исполнительного цилиндра для установки раствора валков, управляю1цего золотника, охваченного рычажной обратной связью но перемещению, и задаюн1;его винта, который, перемещаясь от щагового двигателя, управляет раствором валков.
Dm насос а
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА ПРОКАТНЫХ СТАНАХ | 1973 |
|
SU383491A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА ПРОКАТНОМ СТАНЕ | 1972 |
|
SU356004A1 |
| Устройство автоматического регулирования толщины полосы на прокатном стане | 1982 |
|
SU1071339A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1983 |
|
SU1176988A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯТОЛЩИНЫ полосы | 1972 |
|
SU353764A1 |
| Устройство автоматического регулирования толщины полосы | 1981 |
|
SU1014612A1 |
| Устройство для адаптивной настройкиРЕгуляТОРА ТОлщиНы пРОКАТА HA ТРЕбуЕМыйпАРАМЕТР | 1976 |
|
SU806187A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1979 |
|
SU863037A1 |
| Способ регулирования толщины полосы на прокатном стане | 1979 |
|
SU977077A1 |
| Устройство для автоматического регулирования толщины полосы на прокатном стане | 1981 |
|
SU1014614A1 |
(5
