1
Изобретение относится к устройству контроля качества литого ядра по дилатометрическому эффекту и предназначено для контроля и отбраковки некачественных соединений при рельефной сварке.
Известно устройство, в котором качество сварного соединения определяют по скорости теплового расширения металла. Устро ютко содержит датчик перемещения электродов и схе.му управления.
Предлагаемое устройство от известного отличается тем, что его схема управления вынолнена в виде последовательно соединенных дифференцирующего блока, уснлителя-ограничителя, разделительного фильтра и содержит схему совпадений, одним входом соединенную с разделительным фильтром, а двумя другими - с .модулятором и синхронизатором, при этом выход схемы совпадений связан со световым индикатором и схемой обобщения.
Такое вынолнение обеспечивает контроль качества и отбраковку некачественных соединений нри рельефной сварке.
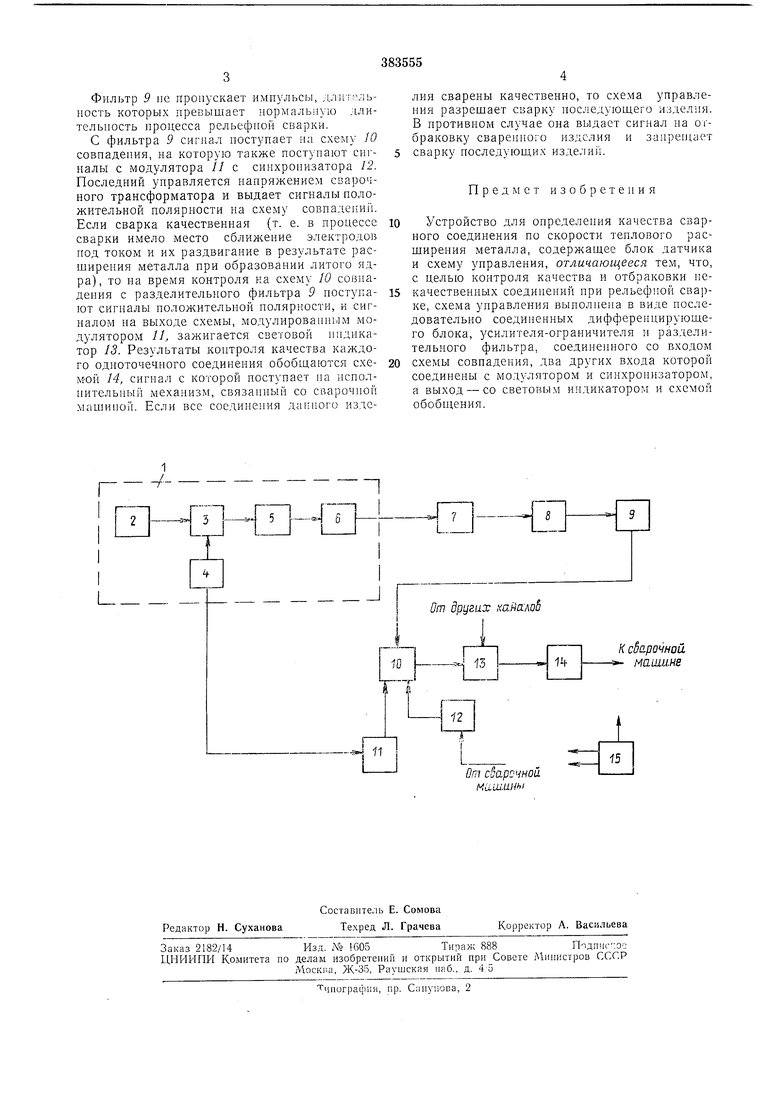
На чертеже представлена блок-схема предлагаемого устройства.
Устройство содержнт блок / датчика, датчик 2 перемещения электродов, мостовую схему 3, звуковой генератор 4, предварительиьп усилитель 5, детектор 6, дифференцирующий блок 7, усилитель-ограничитель 8, разделительный фильтр 9, схему W совнаденпя, модулятор П, синхронизатор 12, световой нпд::катор 13, схема 1-1 обобщения н блок 15 нитания.
Устройство работает следующим образом.
Для измерення перемещения электродов служит блок / датчика, содержащий емкостHoii датчик, включенный в мостовую схему 3, питающуюся от генератора 4 звуково частоты. Напряжение разбаланса моста подается на усилитель 5, на выходе которого включен детектор 6.
Вынрямленное напряжение, пронорцнональное перемещению электродов, постунает последовательно па дифференцируюн1,нй блок 7, сигнал на выходе которого нронорниопален скорости перемещення электродов, усилительограничитель 8 и раздел 1тельньп1 фнльтр 9.
На выходе силителя-ограничителя 8 появляются прямоугольные импульсы положительной полярности прн раздвигании электродов н отрицательной - при их сближении.
Фильтр 9 служит для выявления деталей, ноступивщих на сварку без рельефов. Прн сварке такпх деталс раснлирению металла не препятствует пх сближение no;i током в результате деформации рельефа.
Длительность прямоугольных импульсов при сварке таких деталей памиого больи1е, чем при пормальном ходе рельефной сварки.
Фильтр 9 не пропускает импульсы, длнГ:- ; ьиость которых превышает иормаль 1ую длительность процесса рельефной сварки.
С фильтра 9 сигнал поступает иа схему W совпадепия, на которую также поступают сигналы с модулятора 11 с синхронизатора 12. Последний управляется напряжением сварочного трансформатора и выдает сигналы ноложительной полярности на схему совпадений. Если сварка качественная (т. е. в процессе сварки имело место сближение электродо 5 под током и их раздвигание в результате расширения металла при образовании литого ядра), то па время контроля на схему 10 совпадения с разделительного фильтра 9 поступают сигналы положительной полярности, и сигналом на Bbixo.:i,e схемы, модулированным модулятором 11, зажигается световой ппднкатор 13. Результаты контроля качества каждого одноточечного соединения обобщаются схем-ой 14, сигнал с которой поступает на исполнительный механизм, связапный со сварочной машипой. Если все соединения данного изделия сварены качественно, то схема управления разрешает сварку последующего изделия. В противном случае она выдает сигнал на отбраковку сваренного изделия и запреи1ает сварку последующих изделий.
Предмет изобретепия
Устройство для определения качества сварного соединения по скорости теплового расширения металла, содержащее блок датчика и схему управления, отличающееся тем, что, с целью контроля качества и отбраковки некачественных соединений при рельефной сварке, схема управления выполпена в виде последовательно соединенных дифференцирующего блока, усилителя-ограничителя и разделительного фильтра, соединенного со входом
схемы совпадения, два других входа которой соединены с модулятором и синхронизатором, а выход - со световым индикатором и схемой обобн;ения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля процесса точечной контактной сварки | 1988 |
|
SU1715532A1 |
| ИМПУЛЬСНЫЙ РАДИОЛОКАТОР | 1985 |
|
SU1840927A1 |
| УСТРОЙСТВО ДЛЯ ТЕЛЕФОННОЙ СВЯЗИ ГЛУХИХ | 1972 |
|
SU330568A1 |
| Устройство для измерения амплитудного значения импульсов сварочного тока | 1983 |
|
SU1139592A2 |
| Устройство для контроля величины зазоров между свариваемыми деталями и регулирования процесса контактной точечной сварки | 1988 |
|
SU1646745A1 |
| Способ и устройство для выполнения межэлементных соединений свинцово-кислотных аккумуляторных батарей | 2020 |
|
RU2747154C1 |
| СОЮЗНАЯ [ | 1972 |
|
SU327014A1 |
| Способ акустико-эмиссионного контроля процесса точечной контактной сварки и устройство для его осуществления | 1989 |
|
SU1773640A1 |
| Способ соединения элементов аккумуляторной батареи | 1987 |
|
SU1640755A1 |
| ПРЕОБРАЗОВАТЕЛЬ ПЕРЕМЕЩЕНИЯ В КОД | 1990 |
|
RU2025042C1 |
-Jn 1г1 К сварочной маиш-не От соарочноа MU.Lu.anf1
