Изобретение касается электрических методов обработки.
Известны электролитические ванны, для очистки в которых литье загружается в корзины или навешивается на специальные иодвески. Корзины и подвески имеют коромысла или другие устройства для подачи тока электролиза к отливкам. Все эти установки работают по периодическому циклу с малой производительностью и большими потерями тепла. Отливки навешиваются на подвески заранее в холодном состоянии. Навешивание горячих отливок непосредственно из термической печи представляет трудную задачу с неизбежным падением температуры нагрева отливок.,
Предлагаемая электролитическая ванна для очистки деталей отличается от известной тем, что в ней предусмотрена система двух кантователей на двух параллельных валах, обеспечивающая необходимые положения коленчатых валов. Такое выполнение ванны позволяет повысить производительность.
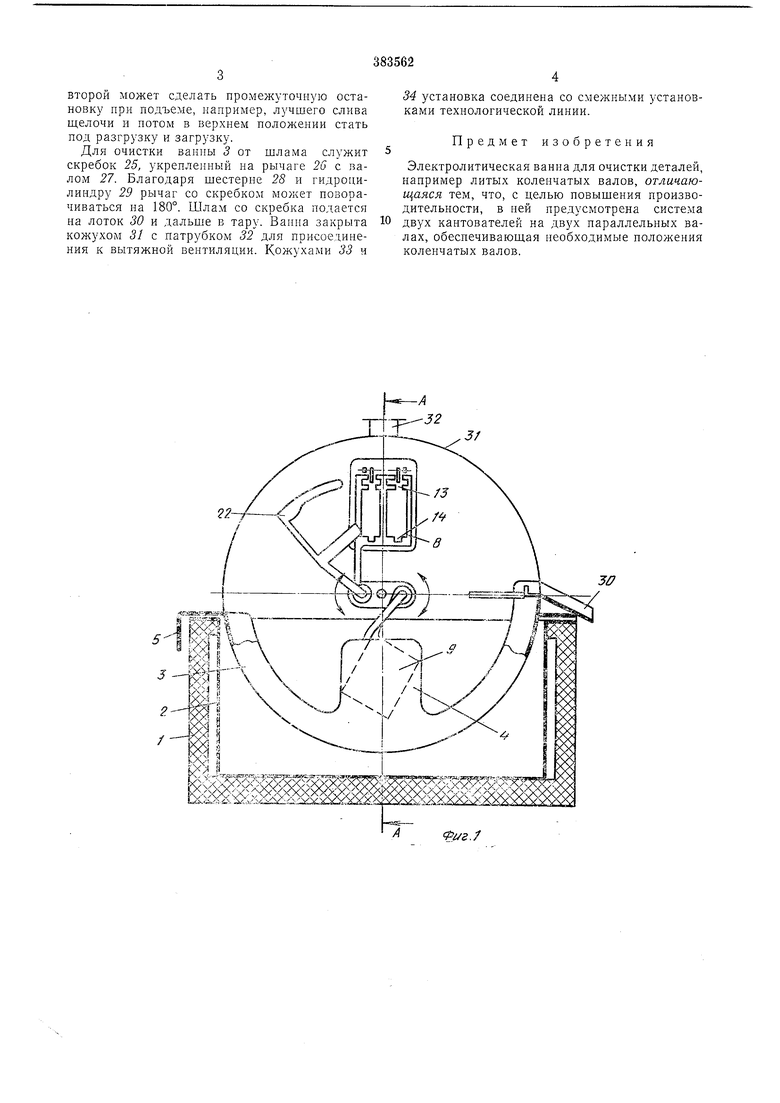
Иа фиг. 1 представлена описываемая установка, обш,ий вид; на фиг. 2 - разрез по А-А на фиг. 1.
В печи 1 установлена ванна 2 с расплавленной шелочью. Секторная ванна 3 служит для сбора шлама. Щеки 4 являются электродами. Ванна 3 изолирована, ток от генерато2
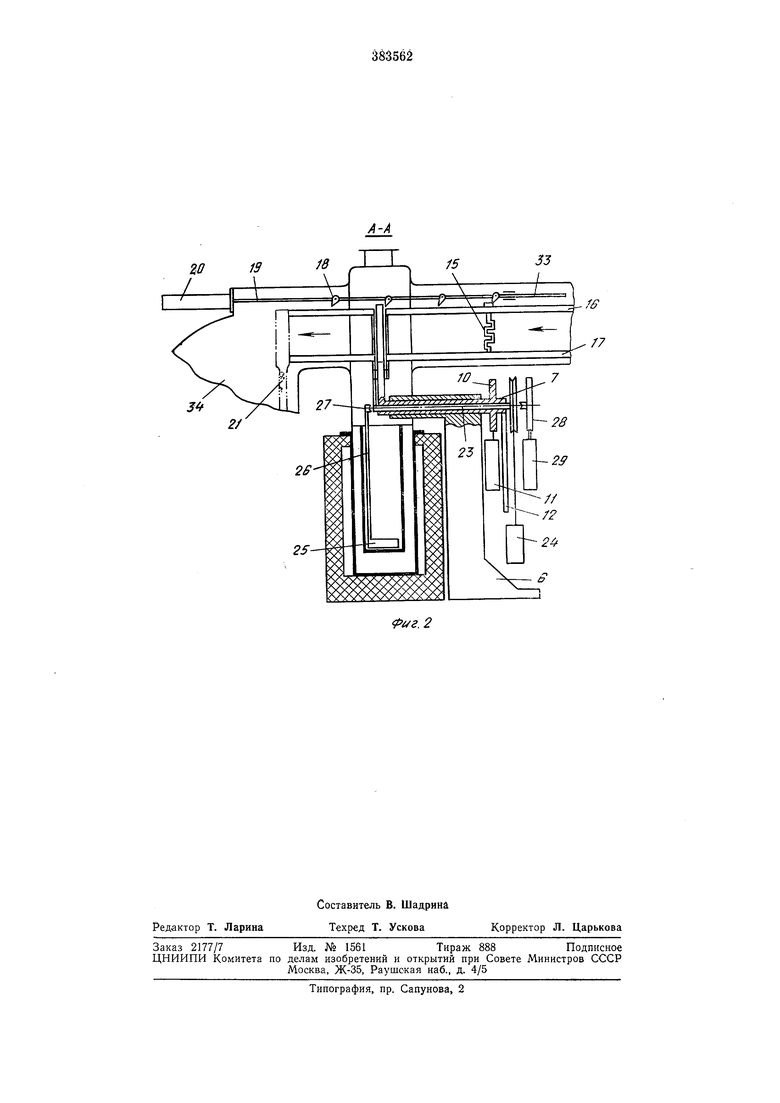
ра проводится через токонодвод 5. На станине 6 установлены нолые валы 7 кантователей 8 W. 9. Каждый вал имеет шестеренчатый сектор 10 и гндроцилиндр //. Через гибкие токоподводы 12 к валам подводится ток электролиза от генераторов.
Кантователь 8 представляет собой раму с пазами. В паз 13 заходит головка коленчатого вала, в паз 14 - его хвостовик. Коленчатые валы 15 из зоны термообработки но направляющим 16 и 17 подаются в пазы кантователя. Подача их производится упорами IS на штангах 19, приводимых в движение гидроцилиндром 20. Очиш,енные коленчатые валы с кантователя 8 подаются на захватное устройство, например кантователь 21, для подачи в промывочные ванны. Для предохранения коленчатых валов от выпадания из кантователя 8 служит скоба 22, смонтированная на валу 23. Благодаря грузу 24 скоба прижимается к упору в верхнем ноложении. Нри новороте кантователя 8 по стрелке скоба 22 перекрывает пазы, и коленчатые валы не могут выпасть из кантователя (фиксация нх в кантователе может быть и иной). Когда кантова тель доходит до соприкосновения с торцом скобы 22, то дальнейший поворот их происходит вместе. Груз 24 играет роль противовеса для системы кантователя со скобой.
Пока один кантователь находится в ванне,
второй может сделать промежуточную остановку при подъеме, например, лучшего слива щелочи и потом в верхнем положении стать под разгрузку и загрузку.
Для очистки ванны 3 от шлама служит скребок 25, укрепленный на рычаге 20 с валом 27. Благодаря шестерне 28 и гидроцилиндру 29 рычаг со скребком может поворачиваться на 180°. Шлам со скребка подается на лоток 30 и дальше в тару. Ванна закрыта кожухом 31 с патрубком 32 для присоединения к вытяжной вентиляции. Кожухами 33 и
34 установка соединена со смежными установками технологической линии.
Предмет изобретения
Электролитическая ванна для очистки деталей, например литых коленчатых валов, отличающаяся тем, что, с целью повышения производительности, в ней предусмотрена система двух кантователей на двух параллельных валах, обеспечивающая необходимые положения коленчатых валов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ СЕРЕБРА | 1991 |
|
RU2022041C1 |
| АНОД ДЛЯ УСТАНОВОК ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА НЕПРЕРЫВНО ДВИЖУЩУЮСЯ СТАЛЬНУЮ ПОЛОСУ | 2013 |
|
RU2523655C1 |
| Автоматизированная линия для получения отливок | 1982 |
|
SU1154802A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОЧИСТКИ ЛИТЬЯ | 1967 |
|
SU198872A1 |
| Подъемник-кантователь | 1977 |
|
SU735529A1 |
| Способ электролитического рафинирования меди | 2017 |
|
RU2693576C2 |
| Линия для обработки крупногабаритных отливок | 1990 |
|
SU1713736A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО НАВЕШИВАНИЯ ИЗДЕЛИЙ НА ПОДВЕСНОЙ КОНВЕЙЕР | 1973 |
|
SU399437A1 |
| Электролизер для рафинирования цветных металлов | 1983 |
|
SU1125299A1 |
| ФОРМА ДЛЯ ЛИТЬЯ ПОГРУЖЕНИЕМ | 1991 |
|
RU2021876C1 |
22
J/
./
33
иг.2
