21 21 2019 Sni8 16 12 П Ш. 1081 6
сл
с
I 5 it 2 3 1
Изобретения относится к области литейного производства, а именно для механотермической обработки крупногабариных отливок, например отливок типа балка в термообрубных отделениях сталелитейных цехов крупного вагонного литья.,
Известна линия для термообработки и очистки стальных отливок, содержащая установленные в технологической последовательности участок первичной обработки отливок, имеющий в своем составе пластинчатые конвейеры, зачистные станки и приемные столы, участок термической обработки, участок дробеметной обработки и участок вторичной обработки, имеющей в своем составе линии зачистки, зачистные станки и приемные столы.
Недостатками известной линии являются ограничение по массе обрабатываемых отливок, которая на данной линии не должна превышать 160 кг, а также подача отливок на участках первичной и вторичной обработки с помощью конвейеров, что не позволяет ориентировать отливки в пространстве по отношению к обрабатывающим устройствам, т.е. затрудняет их обработку, и, что снижает производительность и качество обработки отливок.
Целью изобретения является повышение произврдительности и качества обработки отливок.
Указанная цель достигается тем, что в линии для обработки крупногабаритных отливок, преимущественно стальных, в отличие от известной линии для термообработки и очистки стальных отливок, содержащей участки предварительной обработки, термической обработки, Дробеметной обработки и окончательной обработки, расположенные в технологической последовательности, и целевое транспортное средство, причем участок предварительной обработки содержит зачистные устройства, участок термической обработки содержит печи, участок дробеметной обработки со держит дробеметную камеру, а участок окончательной обработки содержит зачистные устройства, на каждом участке размещены кассеты для укладки отливок, зачистные устройства участка предварительной обработки представляют собой карусельные установки с кантователями для осмотра, зачистки, разделки и заварки дефектов отливок, расположенные в технологической последоватеяьности, при этом они связаны посредством одного манипулятора с зоной подачи цеховой линии разделки куста отливок и второго манипулятора с кассетой, кассеты на участке термической
обработки расположены на входе и выходе печей и связаны с ними посредством манипуляторов, зачистные устройства участка окончательной обработки представляют собой зачистной станок с кантователями и карусельной установкой для подачи отливок и две карусельные установки с кантователями для осмотра и приемки отливок, при зтом зачистной станок связан посредством мани0 пулятора:,с накопителем отливок, одна из карусельных установок для осмотра и приемки отливок связана посредством манипулятора с второй карусельной установкой для осмотра и приемки отливок, а второй накопитель отливок посредством манипулятора связан с цеховым транспортным средством и второй установкой для осмотра и приемки отливок, причем кассета участка предварительной обработки связана с участком термической обработки а кассета на выходе печей участка термической обработки связана с участком дробеметной обработки посредством цехового транспортного средства.
5 На чертеже схематично изображена линия для обработки крупногабаритных отливок, общий вид.
Линия для обработки крупногабаритных отливок состоит из участка I предварительной обработки, участка II термической обработки, участка 111 дробеметной обработки и участка IV окончательной обработки. ,
Участок I предварительной обработки
5 содержит два подвесных манипулятора 1 и 2, две четырехпозиоционные- карусельные установки 3 и 4 для осмотра. Зачистки, разделки и заварки дефектов отливок, несущие каждая на своей платформе по четыре кантователя, и ка,ссету 5 для укладки предварительно обработанных отливок на участке. При этом манипулятор 1 связывает зону подачи цеховой линии разделки куста отливок с карусельными установками 3 и 4, а
5 манипулятор 2 - карусельные установки 3 и 4 с кассетой 5.
Участок И термической обработки содержит кассету 6 для укладки предварительно обработанных отливок, подаваемых с
0 участка I, подвесной манипулятор 7, связывающий кассету 6 с термическ|/|ми печами 8 на их входе, и манипулятор 9, связывающий термические печи 8 с кассетой 10 на их выходе.
5 Участок III дробеметной обработки содержит кассету 11 и манипулятор 12 напольного типа, связывающий кассету 11 с цепным конвейером дробеметной камеры 13.
Участок IV окончательной обработки содержит манипулятор 14 напольного типа.
накопитель 15 отливок, прошедших обработку в дробеметной камере 13, подвесной манипулятор 16, четырехпозиционную карусельную установку 17 с кантователями, зачистной станок 18, подвесной манипулятор 19, четырехпозционную карусельную установку 20 с кантоватеяями, подвесной манипулятор 21, четырехпозиционную карусельную установку 22 с кантователями, подвесной манипулятор 23, накопитель 24 отливок, манипулятор 25 напольного типа. При этом карусельные установки 20 и 22 предназначены для техосмотра и приемки отливок после их обработки, а манипулятор 14 связывает цепной конвейер дробеметной камеры 13 с накопителем 15 отливок, манипулятор 16 связывает накопитель 15 отливок с карусельной установкой 17, манипулятор 19 связывает карусельную установку 17 ,с карусельной установкой 20, манипулятор 23 связывает карусельную установку 22 с накопителем 24 отливок, прошедших техосмотр и приемку, манипулятор 25 связывает накопитель 24 отливок с цеховым транспортным средством, выполненным в виде подвесного конвейера.
Линия для обработки крупногабаритных отливок работает следующим образом.
С зоны подачи цеховой линии разделки куста отливок манипулятором 1 отливка переносится поочередно на карусельные установки 3 и 4 и укладывается в кантователи. После загрузки карусельные установки 3 и 4 поворачиваются на 90° и отливки поступают в зону обработки, где производится их осмотр,зачистка, разделки и заварка дефектов. Обработанные на участке 1 отливки с карусельных установок 3 и 4 манипулятором 2 подаются в кассету 5. После заполнения отливками кассета 5 цеховым краном 26 переносится на цеховую транспортную тележку 27 для передачи в другой пролет или на позицию кассеты 6 к входу термических печей 8 участка II. Манипулятором 7 отливки из кассеты 6 загружаются в термические печи 8, где производится из термообработка. После термообработки отливки перегружаются манипулятором 9 в кассету 10. После заполнения отливками кассета 10 цеховым краном 28 переносится в место складирования или устанавливается на позицию кассеты 11 к дробеметной камере 13 участка III. Манипулятором 12 отливки берутся из кассеты 11 и навешиваются на цепной конвейер дробеметной камеры 13. После дробеметной обработки отливки манипулятором 14 снимаются с цепного конвейера дробеметной камеры 13 и передаются на накопитель 15 отливок. С накопителя 15 отливки подаются манипулятором 16 на карусельную установку 17 и устанавливаются в кантователи. Поворотом карусельной установки 17Ътливкй подаются на обработку к зачистному станку 18.
Здесь же, на карусельной установке 17 производится дополнительная разделка и заварка дефектов отливок. После зачистки отливки манипулятором 19 передаются в кантователи карусельной установки 20 и да0 лее манипулятором 21 в кантователи карусельной установки 22, на которых производится техосмотр и приемка обработанных отливок. Годные отливки манипулятором 23 передаются на накопитель 24, с
5 которого манипулятором 25 навешиваются на цеховой подвесной контейнер 29,
Внедрение изобретения позволит обрабатывать крупногабаритные отливки массой свыше 160 кг, ориентировать отливки в
0 пространстве по отношению к обрабатывающим устройствам и зонам обработки, что улучшает условия обработки, ускоряет процесс обработки, т.е. повышает производительность и качество обработки отливок.
5
Формула из обретения Линия для обработки крупногабаритных отливок, преимущественно стальных, содержащая участки Г1редварительной обработки, термической обработки, дробеметной обработки и окончательной обработки, расположенные в технологической последовательности, и цеховое трнаспортное средство, причем участок предварительной
5 обработки содержит зачистные устройства, участок термической обработки - печи, участок дробеметной обработки - дробеметную камеру, а участок окончательной обработки - зачистные устройства, о т л и 0 чающаяся тем, что, с целью повышения производительности и качества обработки отливок, она снабжена кассетами для укладки отливок, размещенными на каждом участке, зачистные устройства участка
5 предварительной обработки представляют собой карусельные установки с кантователями для осмотра, зачистки, разделки и заварки дефектов отливок, расположенные в технологической последовательности, при
0 этом они связаны посредством одного манипулятора с зоной подачи цеховой линии разделки куста отливок и второго манипулятора с кассетой, кассеты на участке термической обработки расположены на входе и
5 выходе печей и связаны с ними посредством манипуляторов, зачистные. устройства участка окончательной обработки представляют собой зачистной станок с кантователями и карусельной установкой для подачи, отливок и две карусельные установки с кантователями для осмотра и приемки отливок, при этом зачистной станок связан посредством манипулятора с накопителем отливок, одна из карусельных установок для осмотра и приемки отливок связана посредством манипулятора с второй карусельной установкой для осмотра и приемки отливок, а второй накопитель отливок посредством манипулятора связан с цеховым транстпортным средством и второй установкой для осмотра и приемки отливок, причем кассета участка предварительной обработки, связана с участком термической обработки, а кассета на выходе печей участка термической обработки связана с участком дробеметной обработки посредством цехового транспортного средства.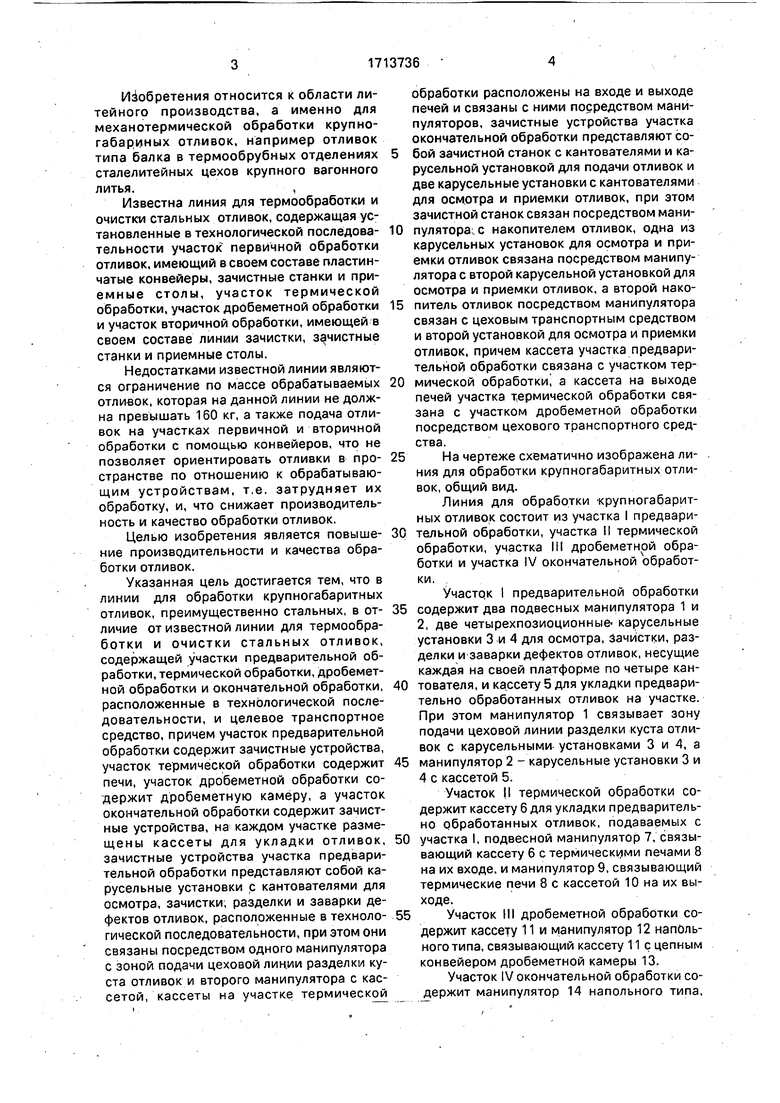
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия обработки отливок | 1982 |
|
SU1047588A1 |
| Поточно-механизированная линия очистки и зачистки отливок | 1987 |
|
SU1489923A1 |
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
| Механизированная установка для очистки отливок | 1973 |
|
SU511163A1 |
| Автоматизированная линия для получения отливок | 1982 |
|
SU1154802A1 |
| Манипулятор для зачистки наружных поверхностей отливок | 1981 |
|
SU997977A1 |
| СПОСОБ ЗАВАРКИ ДЕФЕКТОВ В ОТЛИВКАХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2109611C1 |
| Поточная механизированная линия окончательной зачистки отливок | 1975 |
|
SU616116A1 |
| Линия для зачистки отливок | 1981 |
|
SU975199A1 |
| Линия обработки отливок | 1990 |
|
SU1704914A1 |
Изобретение относится к литейному производству, в частности к линиям, для обработки крупногабаритных отливок. Цель изобретения - повышение прозводи- тельности и улучшение качества обработки отливок. Линия состоит из участка I предварительной обработки отливок, участка II термической обработки, участка III дробе- метной обработки и участка IV окончательной обработки отливок. 1 ил.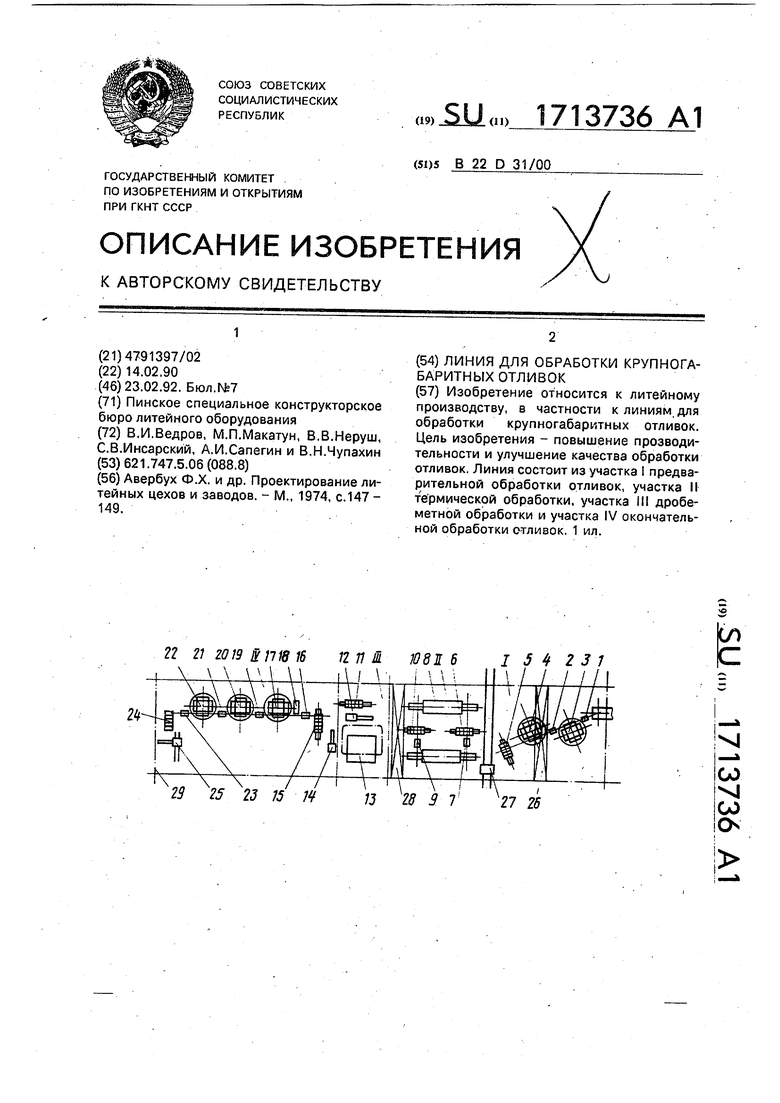
| АвербуХ Ф.Х | |||
| и др | |||
| Проектирование литейных цехов и заводов | |||
| - М., 1974, с.147 - 149.2 |
