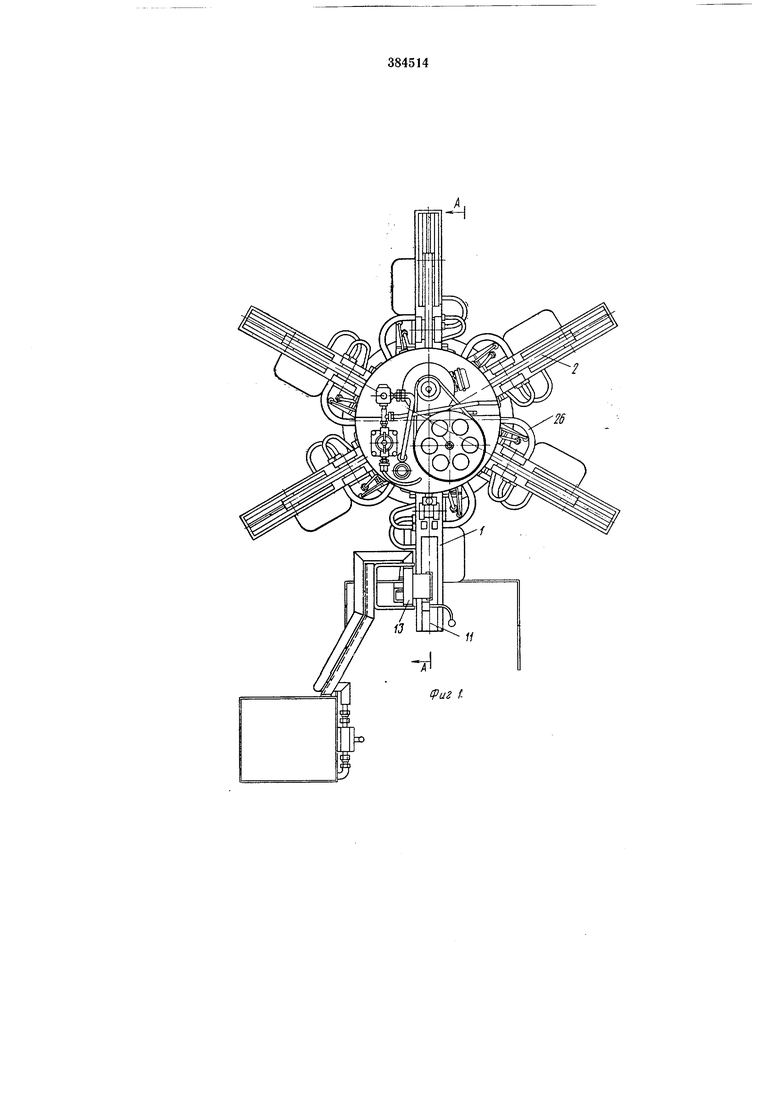
Известно устройство для гариклеиванил застел хи-молния ,к голенищам валяной обуви, содержащее станину, шресс-фо-рмы и прижимы, выполненные в виде двуплечего рычага, одно плечо которого связ.ано со штоком силового цилиндра, шарнирно смонтираванного на опоре, а на другом плече установлен рабочий .инструмент. Предлагаемое устройство повышает производительность труда и улучшает качество приклеив,аниЯ. Это достигается тем, что оно снабжено средствам для удержания застежки-молния в процессе приклеивания и поворотной каруселью, на которой установлены пресс-фор,мы и прижимы, а рабочий инструмент выполнен в виде двух прижимных колодок. Рассто1яние между этими колодками равно ширине металлической части застежкимолния. Средство для удержания молнии в процессе приклеивания может быть выполнено в виде вакуум-камеры, а поворотная карусель снабжена фиксирующим приспособлением, выполненным в виде пальца, входяш,его в отверстия, сделанные в диске. На фиг. 1 изо1бражено предлагаемое устройство, вид сверху; на фиг. 2 - разрез по Л-А на фиг. 1 (пове рнуто на 90°); на фиг. 3 - сечение по Б-Б на фиг. 2; на фиг. 4 - сечение по В-В на фиг. 2. Устройство содержит станину со смонтированными на ней пресс-фор.мами с опорны ми колодка1М|и 1 и взаимодействуюп1И1Ми с ними прижимами, выполнонными в виде двупле,41их рычагов 2, одно плечо которого шарнирно связано со штоком 3 гидроцилиндра 4,;, а другое несет иа себе рабочий инструмент, выполненный в виде двух прижимных колодок 5. Прижимные колодки связаны шарниром 6 с рычагом так, что выдерживается заданное расстОЯНие между ни,ми, примерно равное ширине металлической части застежки-молния, т. е. ширине разреза в голенище валена а 7. Этим обеспечивается о-бзар контура разреза валенка, необходимый для правильной установки его по отношению к застежке, при которой контур разреза совпадает с контуром выступаюшей зубчатой части молнии. Прижимные КОЛ.ОДКИ несут на себе подпружиненные опорные плаики 8. Опорная колодка выполняется полой, в верхней рабочей поверхности ее и.меется перфорация 9 для присасывания молнии к колодке. Снизу к ней прикреплена труба 10, связанная с системой отсоса воздуха. Устройство сна1блсено средство для удержания застеж,К|;1-молния в процессе приклеивания, выполненным в виде вакуум-ка меры 11 с углублением для фи|ксации застежки но контуру ее зубчатой части и перфор-ацией для
присасывания тканевой части 12 молнии. Вакуум-камера шарнирно смонтирована на воздухоотсасы.ваю.щей трубе 13.
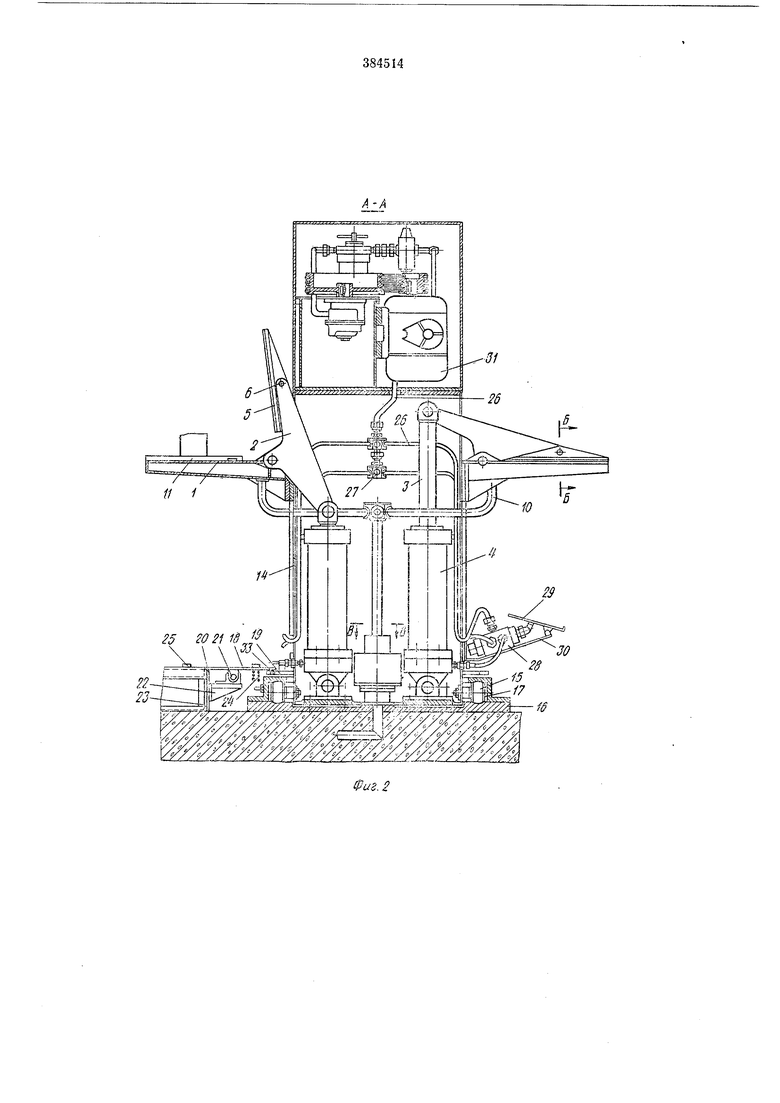
Пресс-формы, прижи.мы и гидрооиствима смонтированы на п-оворотной карусели 14, установленной с полющью нескольких опорных роликов 15 на ллите 16, имеющей направляющую кольцевую канавку, по которой катятся эти ролики. Устойчивость карусели обеспечивается огра.ни41ительны,м пальцем 17, жестко связанным с шлитой 16 и имеющим аналогичную направляющую для роликов 15.
Карусель удерживается в заданном положении фиксирующИ|М приспособлением 18, входящим в отверстия диска 19. закрепленного на карусели. Количество отверстий соответствует числу цилиндров и связанных с ними /прижимов.
Фи1кси|рующее приспособление 18 запрессовьрвается в двуплечий рычаг 20, оидящий на оси 2|/ а кронштейне 22 неподвижной рамы 23. В отверстие диска палец входит и удерживается там с помощью пружины 24, а снятие фиксации осуществляется нал атием на /педаль 25.
Гидросистема для привода гидроцилиндров состоит из трубопроводов 26, распределительных коробок 27, управляющих золотн-иков 28 с педалями 29, смонтированных на «ронщтейнах 30, закрепленных на (Карусели.
Работает машина следующим образом.
Застежку-МОЛНИЮ укладывают на вакуумкамеру // так, чтобы контур ее зубчатой части совпал с прорезью, а .молнии был сверху. Раоп1ре|Дел1Ительный кран гидросистемы ;в это врем1Я 1включен, и воздух отсасывается только из 1ваюуу.м-камеры //. Застеж,ка -присасывается к лерфоращи-ям 9 колодки. Затем поворачивают прижимиые колодки 5 до соетрикосновения с опорной, -колодкой 1 и переключают кран 31. Воздух перестает отсасываться из ва1куум-камеры // и начинается отсос из опорных колодок /. Таким образом ,молН|Ия оказывается зафиксированной на той опорной колоддае /, которая в данный момент времени находится IB рабочей зоне. Тканевая часть застежки-.молния намазывается клеем.
Валенок надевают на опорную колодку / так, чтобы контур разреза валенка совпал с контуром зубчатой части мОлнии. Нажимают на педаль 29, и золотник занимает такое положение, пр.и которОАг щток 3 выходит из гидроцилиндра 4. Момент возвращения педали в нейтральное положение выбирается таким, при котором опускание прижима прекращается при соприкосновении опорных нлаaiOK 8 с валенком. В этом положении проверяют правильность расположения контура разреза валенка по отношению « молнии и, в
случае необходимости, корректируют его. После этого прижим доводится до крайнего ниЖНего положения, создавая заданное давление прижима валенка к молнии, величина iKOTopOiro регулируется изменением давления
в гидросистеме с помощью золоткика 32. Далее переключают кран 31 на отсос воздуха из колодки /.
Нажатием на педаль 25 сним-ают фиксацию карусели 14 и поворачивают ее за опор,ные колодки /. Как только палец 33 выйдет из отверстия в диске 19, отпускают педаль, и палец скользит по диску до тех пор, пока под .ним не окажется очередное отверстие. При ЭТ01М палец под действием пружины зафиксирует карусель в новом положения. Затем иажи.мают на педаль и прижим поднимается, педаль (Возвращается в нейтральное положение, а валенок с приклеенной застежкой-молния снимается с колодки /, и соответствующа.я колодка готова к ново.му циклу приклеивания.
П р е д .м е т изобретен я я
1.Устройство для приклеивания застежки-молния к голенищам обуви, например, валяной, содержащее станину, пресс-формы и прижи мы, выполненные в виде двуплечего
рычага, одно плечо которого связано со щтоIKOM силового цилиндра, щарнирно смонтированно го на станине, на другом установлен рабочий Инструмеит, отличающееся тем, что, с целью повышения производительности труда
.и улучшеНия качества ПрИ1Клеи1вания, оно снабжено средством лля удержания застежки-.молния в процессе ориклеивания и пово(ротной .каруселью, на кото.рой установлены |Пресс-|формы и прижимы а рабочий инструмент выполнен в виде двух прижимных колодок, при этом р-асстояние между этими колодками равно ширине металлической части застежки-:молния.
2.Устройство по п. 1, отличающееся тем, что средство для удерл :ания застежки-.молния
в п.роцессе приклеивания выполнено в виде вакуум-камеры.
3.Устройство по п. 1, отличающееся тем, что поворотная карусель снабжена фиксирующим приспасоблением, выполненным в виде пальца, входящ.о в отверстия, сделанные в диске.
Фаг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Колодка для механического растягивания валяной обуви | 1939 |
|
SU63449A1 |
| Полуавтомат для чистки валяной обуви | 1961 |
|
SU150636A1 |
| Станок для снятия валяной обуви с механических колодок | 1956 |
|
SU105035A1 |
| Полуавтомат для обрезания верха голенищ валяной обуви | 1980 |
|
SU938916A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РЕСПИРАТОРОВ МЕТОДОМ ТЕРМОСКРЕПЛЕНИЯ | 1995 |
|
RU2106161C1 |
| Станок для чистки валяной обуви | 1953 |
|
SU99623A1 |
| 5И5.ПИСГСКА | 1973 |
|
SU372064A1 |
| Машина для формования обувных заготовок на колодке | 1973 |
|
SU455737A1 |
| Устройство для зажима обуви | 1974 |
|
SU662061A1 |
| Установка для испытания и окончательной обработки тормозных колодок | 1976 |
|
SU691325A1 |