1
Известны устройства к валковым машинам для продольной резки полосовой резины, например на валке каландра, содержащие набор дисковых ножей, каждый из которых смонтирован на подпружиненном двухплечем рычаге, поворотном на оси кронштейна, закрепленного к корпусу, подвижному на направляющей штанге от механизма установки ножей на заданную щир.ину резки.
В известных устройствах установка ножей на заданную ширину резки осуществляется механизмом, включающим сменную гребенку, что приводит к необходимости прекращения процесса резки, к снижению производительлостй и точной установки ножей в процессе резки резины.
С целью повышения производительности и точлой установки ножей в процессе резки резины в предлагаемом устройстве ме1ханизм установки ножей выполнен в виде винтовых с участками левой и правой резьбы штанг, установленных параллельно по обе стороны направляющей штанги и несуш-их с ней дисковые ножи, тюпарно смонтированные на корпусал, подвижных на винтовых штангах, при их вращении от привода посредством конических шестерен.
Для ускорения установки дисковььх ножей на рабочий ход или в холостое положение, несущее дисковый нож, плечо каждого двухплечевого рычага, шарнирно соединено с тягой, свободный конец которой взаимодействует с поворотным от рукоятки эксцентриковым кулачком.
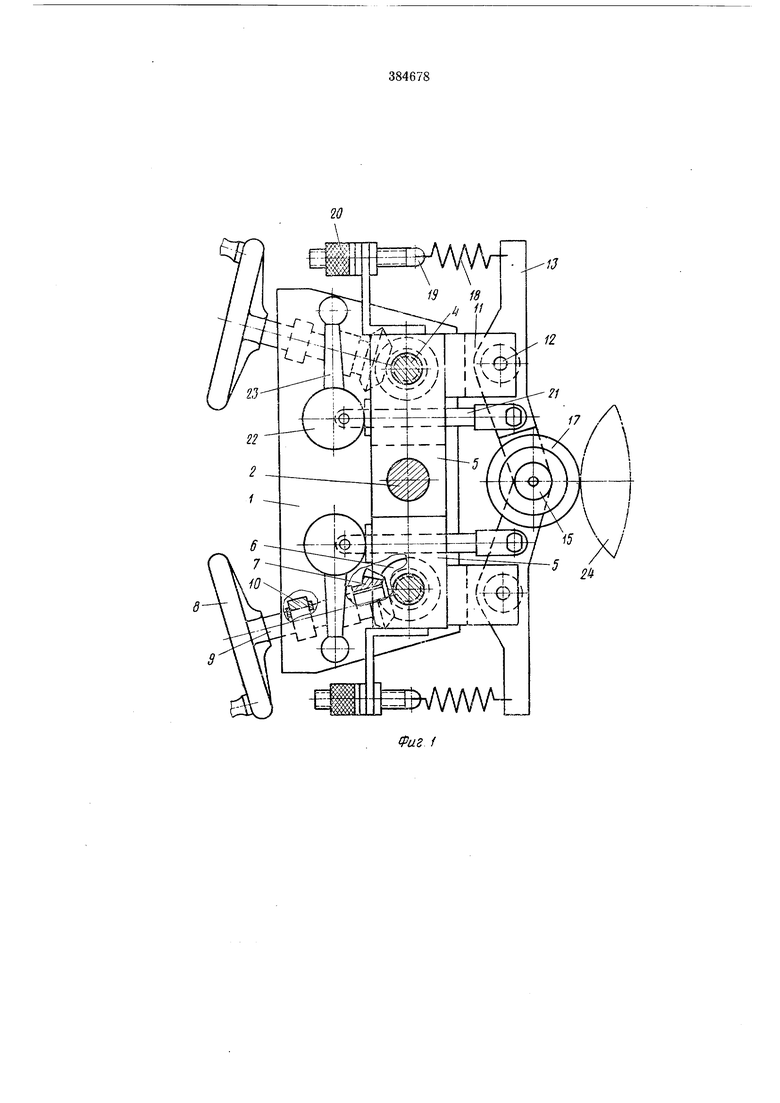
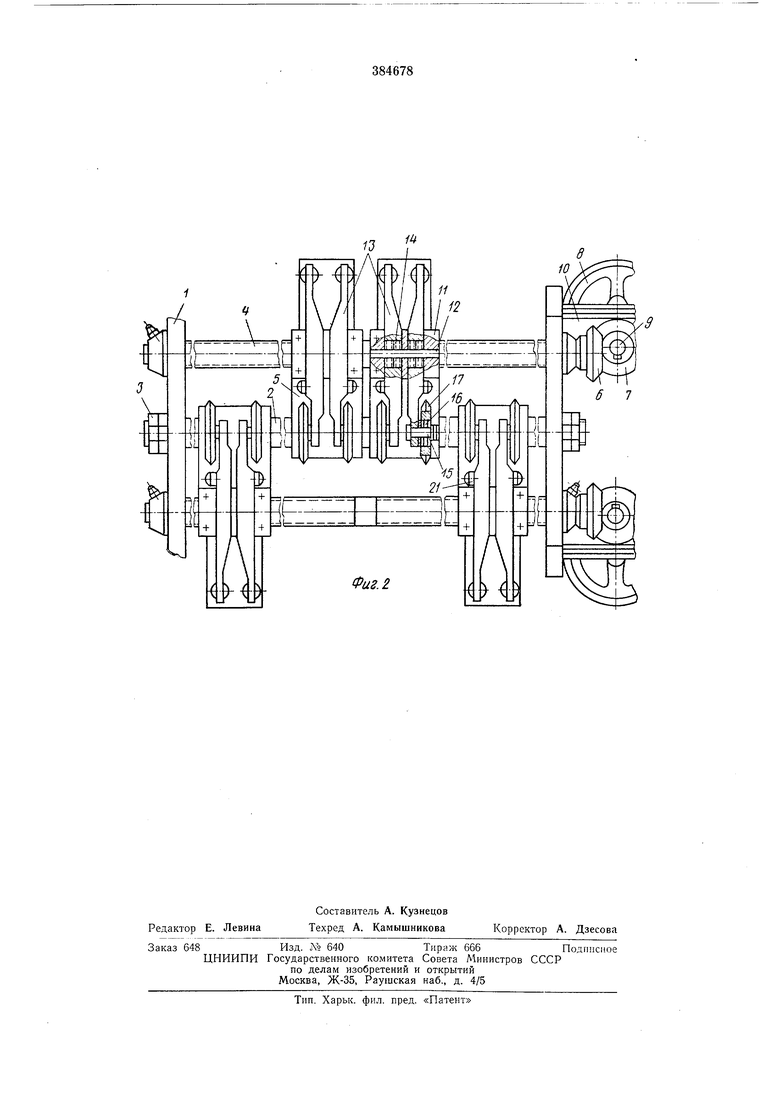
На фиг. 1 и фиг. 2 изображено предлагаемое устройство, в двух проекциях.
Устройство содержит щеки 2, на которых укреплены направляющая штанга 2 посредством гаек 3 и две винтовых штанги 4, имеющие участки с левой и правой резьбой. Штанги 4 установлены параллельно направляющей штанге 2 по обе ее стороны.
На направляющей штанге 2 и резьбовых участках винтовьих штангах 4 установлены
корпуса 5, свободно перемещающихся на штанге 2 при врашении штанг 4.
Вращение щтанг 4 осуществляется от конических шестерен 6, укрепленных на концах щтанг 4 и приводимых во вращение коническими шестернями 7, посредством маховичков 8, закрепленных на валиках 9, смонтированHbiLX В стойках 10, приваренных к щеке /.
На каждом корпусе 5 укреплены по два кронщтейна 11, в отверстиях которых запрессована ось 12. На оси 12 смонтированы по два двухплечиХ рычага 13 посредством попарно устаноеленныл подшипни,ко;в 14. На одном плече рычагов 13 закреплены оси 15, на которых подшипником 16 смонтированы дисковые
ножи 17, а на втором плече укреплены пружимы 18. Регулирование усилля, натяжения лруж.ин 18 производится .винтам.и 19 с гайками 20. Для подвода ножей к валку машины или отвода от валка служат тяги 21, один конец кото:рых шарнирно соед.инен с несущим дисковый .нож плечом каждого двухплечего рычага 13, а второй - с экоцентри.ковым кулачком 22, снабженным рукояткой 23. При повороте эксцентрикового кулачка 22 2} будут перемещаться в осевом направлении, производить качание рычагов /5 и подводить или отводить дисковые ножи 17 к валку 24 или от него машины, на которой производится резка полосовой .резины.
Пр.и помощи тяг 21 можно включать в работу ножи в лЮ|бой комбинации количество Корпусов 5, .на которых попарно установлены дисковые ножи 17, может быть выбрано любым в зависимост.и от требуемого количества срезаемых .по.лос резины с валковой машины.
В качестве примера ни- фиг. 2 показано устройство, имеющее четы.ре корпуса 5, с нопарно смонтированными ножами 17.
Попарная установка дисковых ножей 17 на определенном расстоянии друг от друга позволяет получать узкие пол.оски резиновых ленточек точной ширины, -необходимых, например, для изоляции кромок кордны.х заготовок без перестройки ножей. При этом средняя пара корпусов 5 используется дл.я нарезки лент, необходимых .для изоля.ци.и кромок или наложения резиновых про-слоек на кордные заготоВКи небольшой ширины, а крайние- для более широкие заготовок.
Работает устройство следующим образом.
На валковой машине получают резину необходИМОЙ толщины. Затем поворотом эксцентр.икоВ 22 включают в работу нужные ножи 17, которые прижимаются к слою резины на валке 24 машины .и прорезают резиновый слой до поверхности валка 24. При вращении валка 24 резиновый слой будет резрезаться на продольные полосы, шир.ина которых равна расстоянию между соседними дисковыми ножами 17. Полосы резины отводят и накладывают на кордные заготовки, а узкие резиновые ленточки поступают на изоляцию кромок. Крайние кромки резиновых полос (излишки) отводят вновь в зазор между валками, где совместно с загруженной рез.ш-юй калибруются и вновь поступают к ножам.
Цикл продольной резки полосовой резины
5 осуществляется таким образом непрерывно.
При pai6oTe ножи прорезают резину с необходимым усилием, регул.ирОВание которого производится .изменением натяжения пружины 18.
О При .переходе с одной ширины заготовки на другую производится перемещение .корпусов 5 с 17 путем вращения винтовых щтанг 4, которые, в свою очередь, приводятся во вращение махов.ичкам.и 8. При вращении .ичка 8 в одну сторону корпуса 5, взаимодействующие со штангой 4, будут сближаться, при вращении в другую-.расходиться.
0Предмет и з о б ;р е т е н и я
1.Устройство к валковым машинам для продольной полосовой резины, напр.имер, на валке каландра, содержащее набор дисковых ножей, из которых смонтирован на подп.ружиненном двухплечем рычаге, новоротно.м на оси кронштейна, закрепленного к ко.рпусу, подвижному на направляющей штанге от механизма установки ножей на заданную ширину резки, отличающееся тем, что, с целью повышения производительност.и и ТОЧ.НОЙ установки ножей в про цессе резки резины, механизм установки ножей выполнен в в,иде винтовых с участками левой и правой
5 резьбы штанг, установленных параллельно по обе стороны направляющей штанг.и и несущих с ней дисковые ножи, попа.рно смонтированные на корпусах, подвижных .на .винтовых щтангах, пр.и .их вращении от привода посредством конических шестерен.
2.Устройство по п. 1, отличающееся тем, что, с целью уско.рения установки дисковых ножей на ра-бочий ход иди в холостое положение, несущее дисковьш нож, плечо каждого
5 двухплеч-его рычага .щарнирно соединено с тягой, свободный конед которой взаи.модействует с поворотным от рукоятки эксцентриковым кулачком.
/J
VWWH:

| название | год | авторы | номер документа |
|---|---|---|---|
| Однодисковые ножницы | 1979 |
|
SU863200A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ БОРТОВ ТРАНСПОРТЕРНОЙ ЛЕНТЫ В ВАЛКОВОЙ МАШИНЕ | 1972 |
|
SU338411A1 |
| Устройство для формования бортов транспортной ленты в валковой машине | 1990 |
|
SU1763233A1 |
| Устройство для подачи ленточного и полосового материала в рабочую зону пресса | 1989 |
|
SU1706763A1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ТРУБ | 1969 |
|
SU242108A1 |
| ДИАГОНАЛЬНО-РЕЗАТЕЛЬНАЯ МАШИНА ДЛЯ РАСКРОЯ ПОЛОСОВОГО ОБРЕЗИНЕННОГО МАТЕРИАЛА | 1966 |
|
SU184425A1 |
| Устройство для поперечной резкиРЕзиНО-КОРдНОй ТРубчАТОй зАгОТОВКи | 1977 |
|
SU818891A1 |
| СТАНОК ДЛЯ РЕЗКИ НА МЕРНЫЕ ЧАСТИ ПОЛОСОВОГО МАТЕРИАЛА | 1973 |
|
SU396016A1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ШИН В РЕЗИНОВЫЙ ПОРОШОК И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2465133C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ И РЕЗКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2024 |
|
RU2841538C1 |