1
Изобретение относится к области производства покрышек пневматических шин и может быть использовано при изготовлении резино-кордных браслетов.
Известно устройство для поперечной резки резино-кордных заготовок, включающее режущий узел с приводным дисковым ножом, Вращающимся с большой скоростью
1.
Б известном устройстве поперечная резка трубчатой заготовки на браслеты заданной ширины осуществляется при относительном перемещении заготовки и дискового ножа для осуществления реза по периметру.
Недостатком устройства является сложная конструкция, требующая наличия привода вращения ножа и привода подвода дискового ножа к сборочному барабану, на котором располагается заготовка. Кроме того, в -иавестном устройстве процесс резки растянут по времени, так как резка происходит последовательно по периметру заготовки, что обуславливает низкую производительность устройства.
Известно также устройство для поперечной резки резино-кордной трубчатой заготовки, содержащее подвижную ка-ретку с режущими узлами, выполненными в виде вертикально установленных на каретке
стоек в форме кольцевых дисков, уста«овленных на последних по окружности радиально подвижных несущих элементов с ножами, и привод для радиального перемещения несущих элементов 2.
В указанном устройстве ножи выполнены дугообразными и взаимодействующими с дном кольцевых канавок сборочного барабана, в силу этого ножи часто тупятся и для их заточки необходимо применять специальные приспособления. Кроме того, гв процессе резки не обеспечивается синхронный отвод «ожей, что также вызывает преждевременный выход из строя ножей. Это снижает надежность работы устройства и усложняет его обслуживание.
Целью изобретения является повышение надежности работы и упрощение обслуживания устройства.
Для достижения поставленной цели в известном устройстве для попереч;ной резки резино-кордной трубчатой заготовки, содержащем подвижную каретку с режущими узлами, выполненными в виде вертикально установленных на каретке стоек в форме кольцевых дисков, установленных на последних по окружности радиально подвижных несуЩИх элементов с ножами, и привод для радиального перемещения несущих элементов, несущие элементы подпружинены в радиальном направлении относительно стоек и снабжены опорными роликами, расположенными симметрично относительно ножей. Ножи выполнены трапецеидальными с режущими кром-камИ на бокавых сторонах и обращенными большими основаниями р продольной оси устройства.
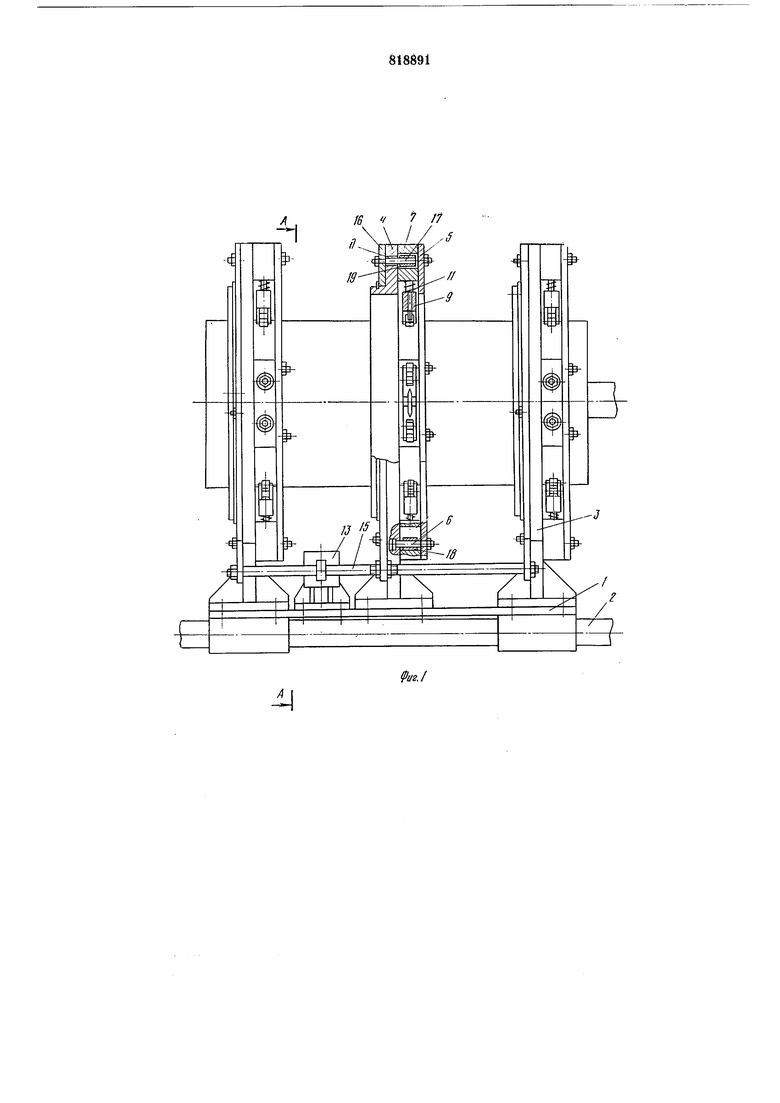
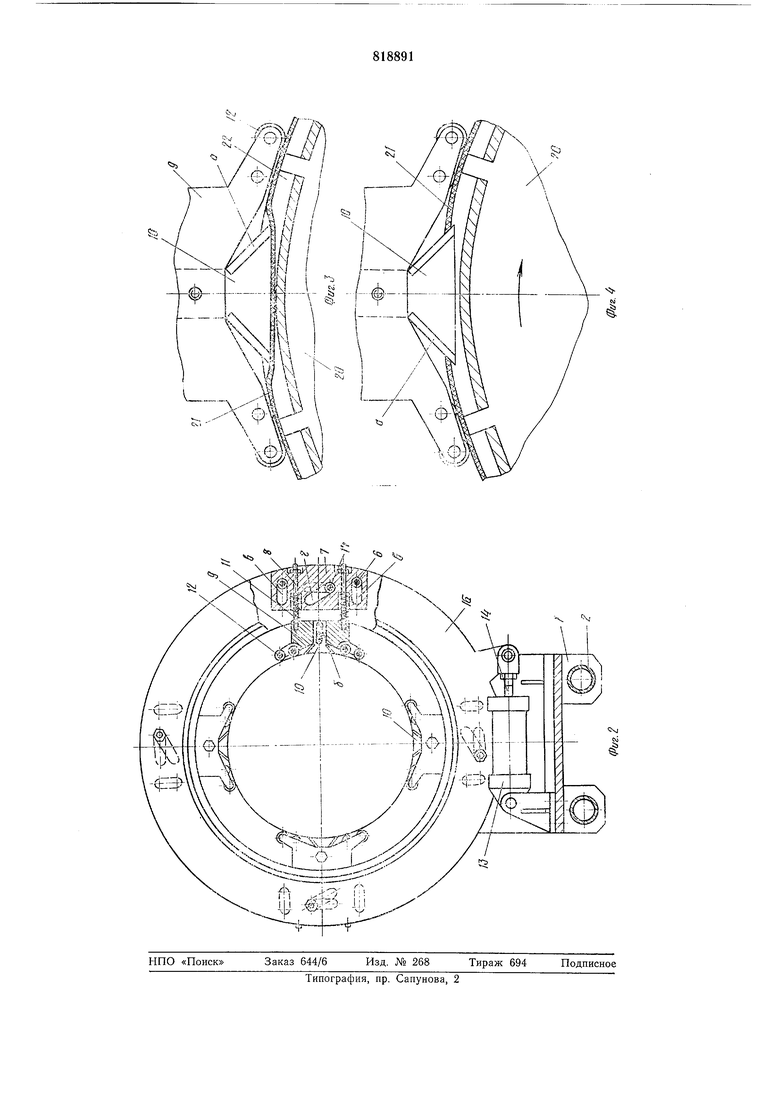
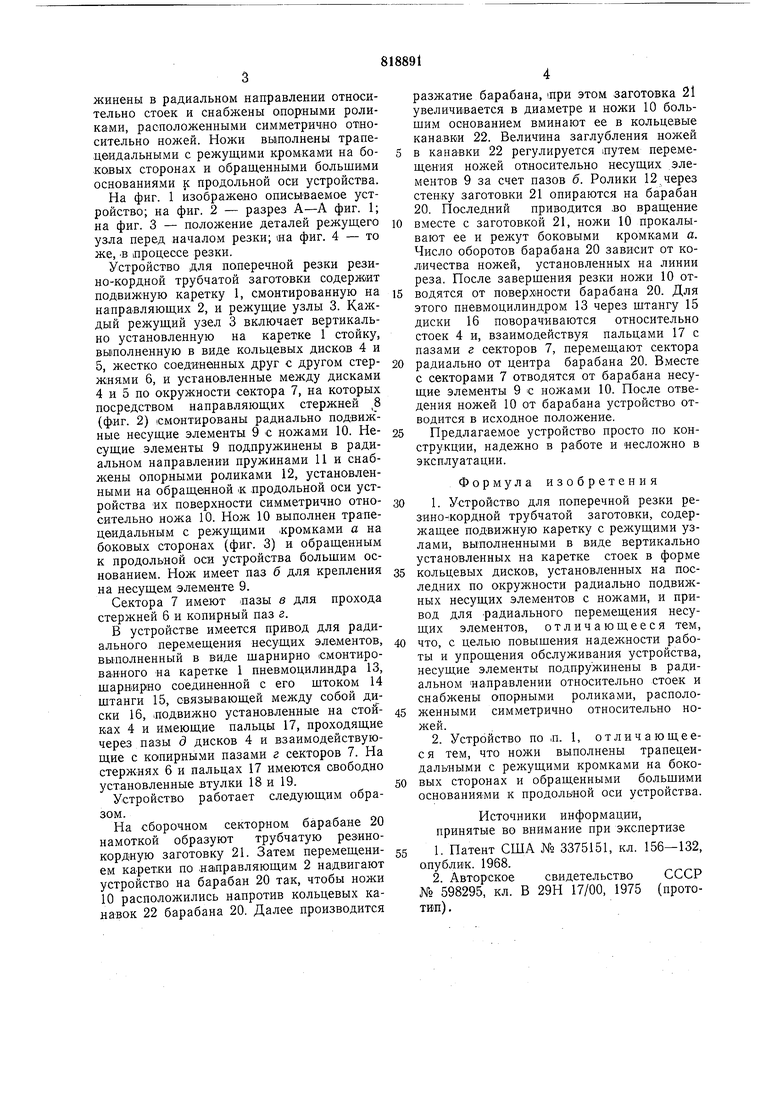
На фиг. 1 изображено описываемое устройство; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - положение деталей режущего узла перед началом резки; яа фиг. 4 - то же, В лроцессе резки.
Устройство для поперечной резки резино-кордной трубчатой заготовки содержит подвижную каретку 1, смонтированную на направляющих 2, и режущие узлы 3. Каждый режущий узел 3 включает вертикально установленную на каретке 1 стойку, выполненную в виде кольцевых дисков 4 и 5, жестко соединенных друг с другом стержнями 6, и установленные между дисками 4 и 5 по окружности сектора 7, на которых посредством направляющих стержней 8 (ф«г. 2) смонтированы радиально подвижные несущие элементы 9 с ножами 10. Несущие элементы 9 подпружинены в радиальном направлении пружинами 11 и снабжены опорными роликами 12, установленными на обращенной « продольной оси устройства их поверхности симметрично относительно ножа 10. Нож 10 выполнен трапецеидальным с режущими «ромками а на боковых сторонах (фиг. 3) и обращенным к продольной оси устройства большим основанием. Нож имеет паз б для крепления на несущем элементе 9.
Сектора 7 имеют лазы в для прохода стержней 6 и копирный паз г.
В устройстве имеется привод для радиального перемещения несущих элементов, выполненный в ВИде шарнирно смонтированного на каретке 1 пневмоцилиндра 13, шарнйрно соединенной с его щтоком 14 щтанги 15, связывающей между собой диски 16, лодвижно установленные на стойках 4 и имеющие пальцы 17, проходящие через пазы д дисков 4 и взаимодействующие с копирными пазами г секторов 7. На стержнях 6 и пальцах 17 имеются свободно установленные втулки 18 и 19.
Устройство работает следующим образом.
На сборочном секторном барабане 20 намоткой образуют трубчатую реэинокордную заготовку 21. Затем перемещением каретки по на1правляющим 2 надвигают устройство на барабан 20 так, чтобы ножи 10 расположились напротив кольцевых канавок 22 барабана 20. Далее производится
разжатие барабана, шри этом заготовка 21 увеличивается в диаметре и ножи 10 больщим основанием вминают ее в кольцевые канавки 22. Величина заглубления ножей в канавки 22 регулируется лутем перемещения ножей относительно несущих .элементов 9 за счет пазов б. Ролики 12 через стенку заготовки 21 опираются на барабан 20. Последний приводится во вращение вместе с заготовкой 21, ножи 10 прокалывают ее и боковыми кромками а. Число оборотов барабана 20 зависит от количества ножей, установленных на линии реза. После завершения резки ножи 10 отводятся от поверхности барабана 20. Для этого пневмоцилиндром 13 через штангу 15 диски 16 поворачиваются относительно стоек 4 и, взаимодействуя пальцами 17 с пазами г секторов 7, перемещают сектора радиально от центра барабана 20. Вместе с секторами 7 отводятся от барабана несущие элементы 9 с ножами 10. После отведения ножей 10 от барабана устройство отводится в исходное положение.
Предлагаемое устройство просто по конструкции, надежно в работе и несложно в эксплуатации.
Формула изобретения
1.Устройство для поперечной резки резино- кордной трубчатой заготовки, содержащее подвижную каретку с режущими узлами, выполненными в виде вертикально установленных на каретке стоек в форме кольцевых дисков, установленных на последних по окружности радиально подвижных несущих элементов с ножами, и привод для радиального перемещения несущих элементов, отличающееся тем, что, с целью повышения надежности работы и упрощения обслуживания устройства, несущие элементы подпружинены в радиальном направлении относительно стоек и снабжены опорными роликами, расположенными симметрично относительно .
2.Устройство по л. 1, отличающеес я тем, что ножи выполнены трапецеидальными с режущими кромками на боковых сторонах и обращенными большими основаниями к продольной оси устройства.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3375151, кл. 156-132, олублик. 1968.
2.Авторское свидетельство СССР № 598295, кл. В 29Н 17/00, 1975 (прототил).
/ 7 17
I/.-i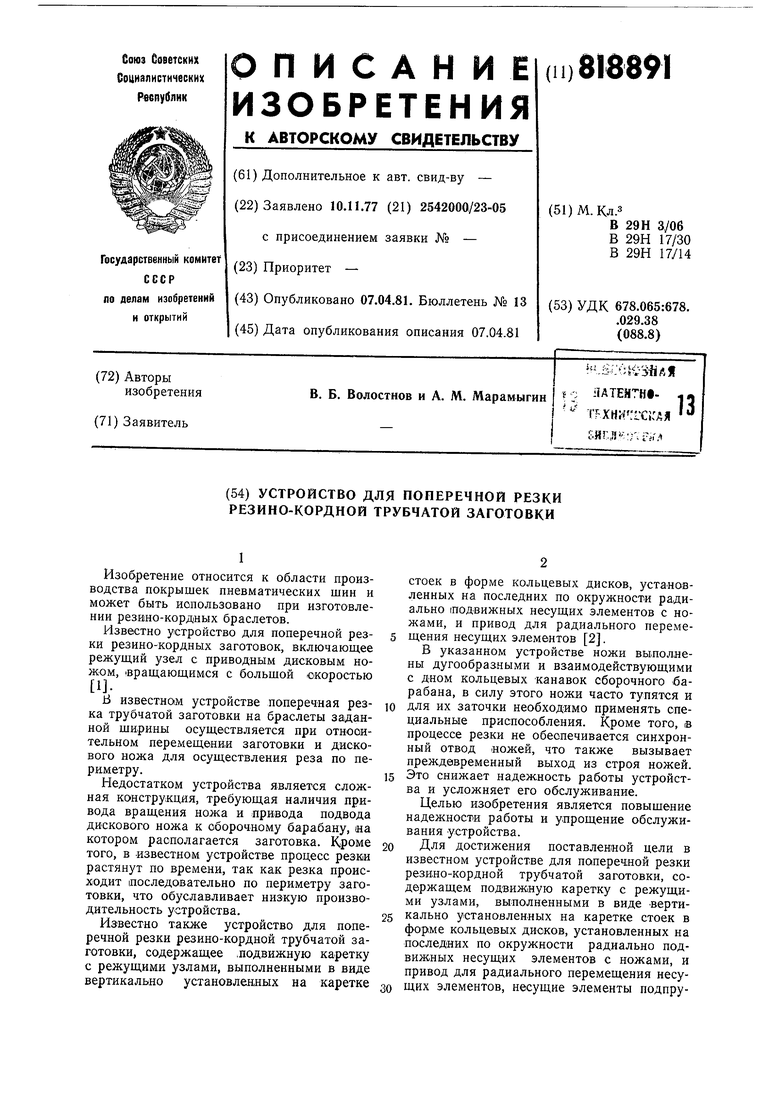
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления резино- КОРдНыХ ТРубчАТыХ зАгОТОВОК | 1975 |
|
SU598295A1 |
| Устройство для поперечной резки резино-кордной трубчатой заготовки | 1983 |
|
SU1154108A1 |
| Устройство для посадки бортовыхКОлЕц HA СбОРОчНый бАРАбАН | 1975 |
|
SU797906A1 |
| Устройство для посадки бортовых колец к станку для сборки покрышек пневматических шин | 1979 |
|
SU750902A1 |
| Устройство для резки эластичного листового материала | 1978 |
|
SU740521A1 |
| Устройство для посадки бортовых колец на сборочный барабан | 1982 |
|
SU1070022A1 |
| Устройство для посадки бортовых колец на сборочный барабан | 1984 |
|
SU1195567A2 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1102682A1 |
| Устройство для сборки покрышек пневматических шин | 1980 |
|
SU910461A1 |
| Пресс-форма для вулканизации резино-кордных оболочек | 1982 |
|
SU1035906A1 |