1
Изобретение относится к 01бласти контроля технологического процесса в сталеилавильных агрегатах и .может быть использовано для полуавтоматического измерения температу.ры чугуна в ковше перед заливкой его в кислородный копвертор для выплавки стали.
Известно устройство полуавтоматического измерения темле-ратуры чугуна, подаваемого в конвертор, состоящее из .вольфрам-молибденовой термопары, защитной трубы, оканчивающейся т.рафитовым блоком, в который вставляется защитный наконечник тер моиары, исполнительного механизма падъема и опускания термопары, вторичного прибора, узла точной остановки тележки у места замера, подвода сжатого воздуха для отдува щлака в месте погружения термопары. В качестве защитно1го наконечника применен комбинированный двухслойный наконечник, внешний чехол которого сделан из высокосилидированного графита, внутренний - из фарфора.
Однако в известном устройстве много вре мени тратится на выполнение замера (3- 4 мин), что снижает производительность конвертеров; примененный ком1бинированный наконечник негазоплотен. Это не дает возможности повысить точность измерения путем применения платинородий - ллатинородиевой термопары (;ПР 30/6), выполнение же его
2
газоплотным увеличивает и без того большое общее время замера.
Целью изобретения является создание устройства, позволяющего уменьшить время
на выполнение замера и обслуживание устройства, повысить точность н надежность измерения, увеличить срок службы комбинированного на.конечннка, сок,ратить расход термоэлектрической проволоки.
Это достигается тем, что термопара установлена в футеровку чугуновозного «овша со стороны, противоположной слл-шному носку под углом к продольной оси ков|Ща, и соединена розеткой, выполненной в виде двух медных
полос, укрепленных на изолирующем основании, установленном на чугуновозной тележке, а вилка -с подпружиненными щтырями, перемещающимися .по винтовым пазам направляющи:х, соединена со штангой, выполпенной в виде трубы с двусторонними пазами для направляющих роликов.
Предлагаемое устройство позволяет уменьшить время замера температуры чугуна и обслуживания устройства, так как «омбинированный газоплотный наконечник, вмурованный в ковш, практически безынерционный. Термопара с защитным наконечником закладывается в футеров,ку ковша один раз на всю его компанию, что позволяет сократить расход термоэлектродов.
Надежность и точность замера обусловлены применением термопары типа ПР 30/6, защищенной газоллотным наконечником, простым техническим решением узла подключения вилки к розетке, время срабатывания которого составляет 1-,3 сек, при этом штыри видки, врезаясь в тело контактов розетки, создают надежный контакт.
Наконечник вмурован в ковш в том месте, где отсутствует вредное влияние шлака, что позволяет ловысить его стойкость, которая больше, чем максимальная стойкость футеровки ковша.
Олерация по замеру температуры чугуна выполняется :ма:шинистом чуг новоза, что позволяет высвободить замерш;и,ка там, где он имеется. Весь процесс замера составляет 10- 15 сек.
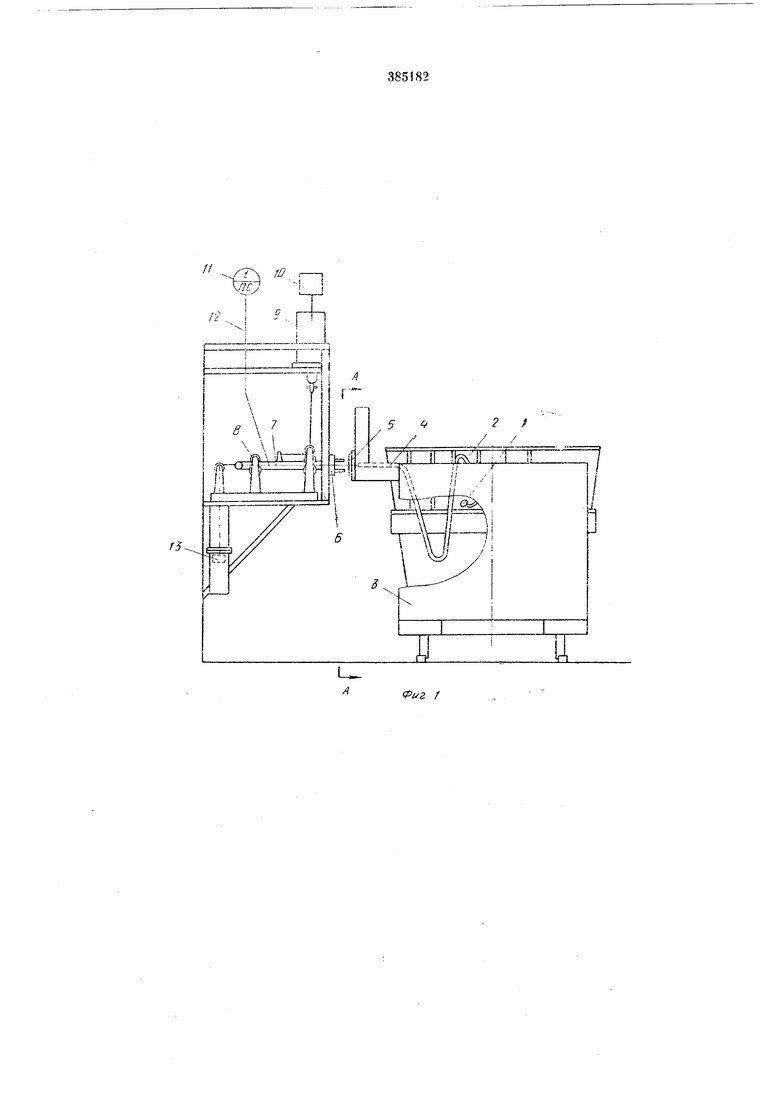
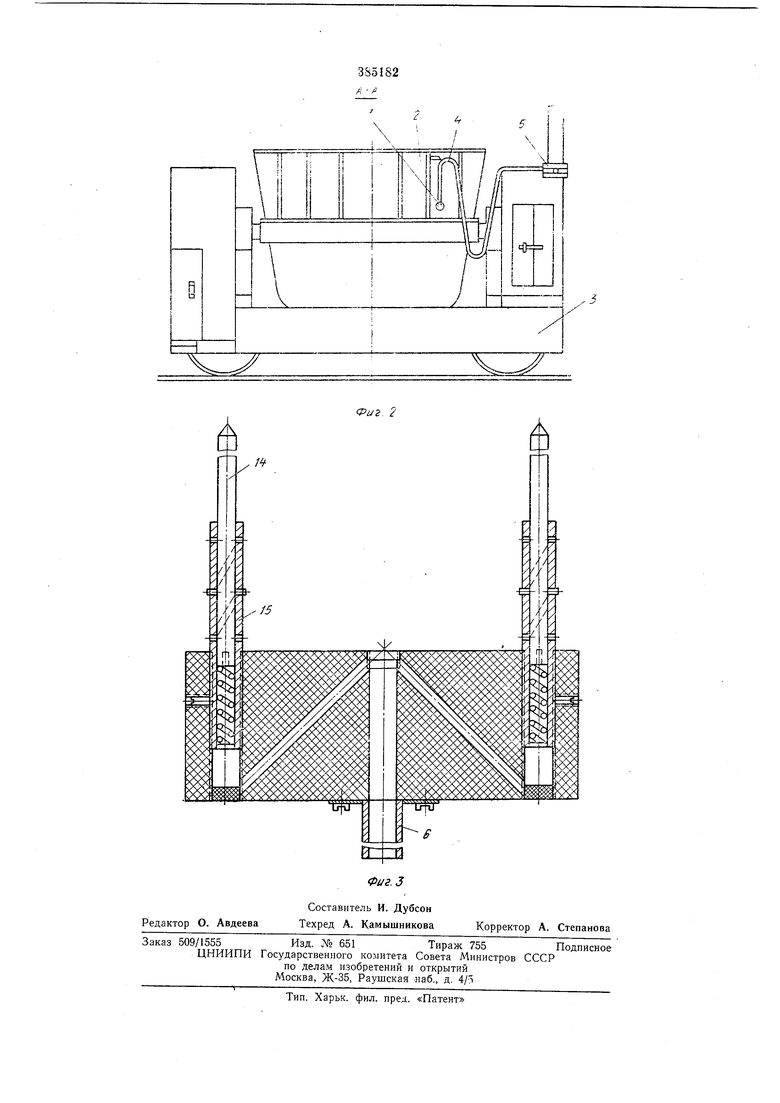
На фиг. 1 изображено предлагаемое устройство, в общем виде; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - вилка для съема сигнала термопары на вторичный прибор.
Устройство полуавтоматического измерения темюературы чугуна в ков-ше перед заливкой в конвертор состоит из тер.мопары с газоплотным комбинированным наконечником /, установленным в футеровку чутуновозного ковша 2 со стороны, противоположной сливу под углом 20° ,к продольной оси чугуновозйой тележки 3 на высоте, соответствующей половине высоты ковша 2. Для повышения газоплотности применен комбинированный трехслойный н-ажонечпик («а чертеже не показан), .внешний чехол которого сделан из высокосилицированного графита, а внутренний - алундовый, между ними набита на вибростенде обезвоженная окись алю,миния. Термопара соединена проводом 4 с высокотемпературной изоляцией с розеткой 5, выполненной в виде двух прямоугольных пл астип (40Х 250x5), укрепленных яа изолирующей текстолитовой плите (250x250x40), располюженной на чугуяовозной тележке 5. Вилка 6 глухо соединена со штангой 7, выполненной в виде трубы с двусторонними пазами. Фигурные ролики 8 буртиками фиксируют -штангу 7/которая соединена тросами с электромагнитом 9. Последний получает команду на включение с релейно-жонтакторЕОго блока 10, состоящего из угла автоматического включения установки после точной остановки, узла разового включения .и силовой цепи электромагнита 9. Вторичный прибор ,// кабелем 12 соединен с вилкой 6, ход которой составляет, например, 300 мм и ограничивается контргрузом 13, который после замера возвращает механический узел в исходное положение. Штыри 14 вилки 6 выполнены острыми и
падпружииеиными, перемещающимися по винтовым пазам направляющих 15.
После заливки чугуна в чугуновозный ковш машинист подает чугуновозную тележку на стартовую площадку, рас/положенную между миксерами и конвертерами, и производит точную остановку путем наезжания токосъемника на троллею сигнализации (/ 100 мм), контролируя точность остановки по
загоранию ла.мпочки белого цвета. Релейноконтакторный (блок 10 отрабатывает разовую команду на включение электромагнита 9, который, втягиваясь, подает вилку 6 к розетке 5. Штыри .14 при соприкосновении с контактамш розетки 5, закручиваясь по винтовым пазам направляющих 15, врезаются в них, создавая надежный контакт. Сигнал с термопары подается на вторичный прибор //. Время замера температуры чугуна выставляется
с помощью реле времени от 10 до 20 сек, после чего подается команда на отключение магнита 9, который отпадает, и контгруз 13 возвращает вилку 6 в исходное положение. Начало и ,конец из-мерения температуры чугуна контролируется машинистом чугуновозной тележки соответственно по загоранию и потуханию лампочки красного цвета, расположенной на пульте управления чугуновозом в будке машиниста. Если по разным причинам
нужно повторно замерить температуру чугуна, то для этого на пульте мащиниста чугуновозной тележки предусмотрено ручное управление установкой.
Предмет изобретения
Устройство измерения температуры чугуна в ковше перед заливкой, в конвертор, содержащее термопару с защитным газоплотным ком1бинированным наконечником, вторичный прибор и узел остановки чугуновозной тележки, отличающееся тем, что, с целью ускорения за/мера :и обслуживания устройства, а также увеличения срока службы комбинированного наконечника, термопара установлена в футеровку чугу«овозного ковща со стороны, противоположной сливному носку (ПОД углом к продольной оси
ковша, и соединена розеткой, выполненной в виде двух медных полос, укрепленных на изолирующем основании, установленном на чугуновозной тележке, а вилка с подпружиненными щтырями, перемещающимися по винтовым пазам направляющих, соединена со штангой, выполненной в виде трубы с двусторонними пазами для направляющих роликов.
ID f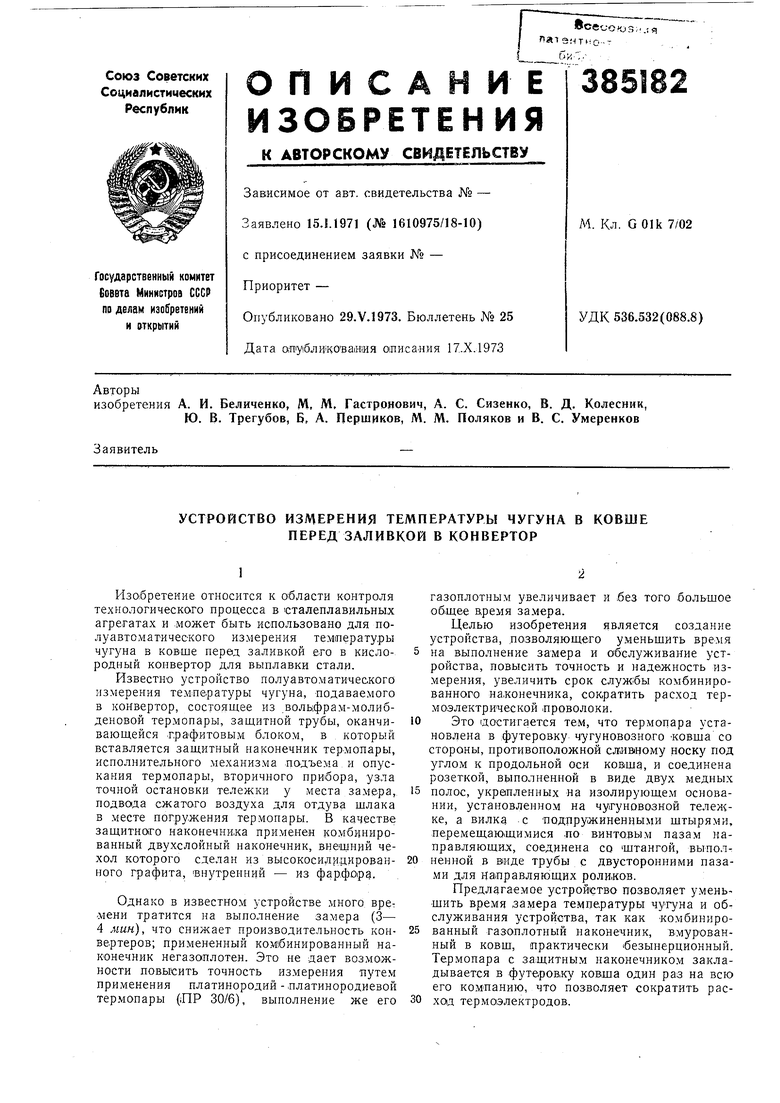
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство узла скачивания шлака | 1989 |
|
SU1668405A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СТАЛИ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО И СТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2137844C1 |
| Устройство для автоматического вывода элемента замера температуры из жидких расплавов | 1982 |
|
SU1150494A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| Шаблон для изготовления футеровки металлургических емкостей | 1981 |
|
SU992121A1 |
| СПОСОБ ПЕРЕРАБОТКИ ШЛАКО-ГРАФИТ-МЕТАЛЛИЧЕСКИХ ОТХОДОВ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2139358C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| Устройство для съема сигнала со сталевозной тележки | 1974 |
|
SU484255A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ В КИСЛОРОДНОМ КОНВЕРТЕРЕ | 1999 |
|
RU2169197C2 |
| Устройство для обработки металла | 1977 |
|
SU662590A2 |