(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок | 1983 |
|
SU1116071A1 |
| Способ повышения стойкости огнеупорной футеровки фурм | 1982 |
|
SU1014909A1 |
| Устройство для обработки жидкогоМЕТАллА | 1979 |
|
SU817060A1 |
| Устройство для обработки чугуна магнием | 1972 |
|
SU678071A1 |
| Устройство для обработки жидкого металла | 1980 |
|
SU1022993A1 |
| Способ внепечной обработки жидкого металла | 1981 |
|
SU1014910A1 |
| Устройство для обработки металлургии | 1975 |
|
SU527073A1 |
| ВПТБ | 1973 |
|
SU404855A1 |
| Устройство для обработки жидкого металла | 1977 |
|
SU722950A1 |
| Установка для обработки чугуна магнием | 1976 |
|
SU655721A1 |
I
Изобретение относится к металлургии черных металлов и совершенствует конструкцию устройств для ввода реагентов в жидкий . металл.
Основной задачей в черной металлургии является коренное улучшение качества металла. В связи с этим растет количество и мощность установок для внепечной обработки жидкого металла с целью его обессеривания и рафинирования.
Известны установки, на которых чугун обрабатывается в чугуновозных ковшах посредством вдувания гранулированного маг.ния через погружаемую огнеупор.ную фурму-испаритель 1.
Недостатком установок является отсутствие средств механизации процесса обслуживания фурм-испарителей после каждой обработки чугуна. Обслуживание включает очистку наружной поверхности футеровки фурмы-испарителя от шлака и металла, очистку боковых отверстий испарительной камеры, разделку устья трубы для подачи гранулированного магния в случае заваривания, очистку вт утренней полости испарительной камеры от шлака, металла и соединений
магния, нанесение огнеупорного материала на поврежденные места футеровки.
Все очистные операции выполняются вручную с помощью ручного инструмента (ломиков, пик, молотков), который заносится в зону обслуживания фурм-испарителей.
Во всех действующих установках обессеривания чугуна магнием инструмент не может быть установлен постоянно на месте обслуживания фурм-испарителей, так как обслуживание производится на железнодорожных путях, по которым перемешаются ковши с чугуном, производится обработка чугуна и перемешаются вспомогательные тележки.
Поскольку обслуживание фурм-испарителей является тяжелым трудоемким процессом, а время обслуживания ограничено циклом подачи ковшей, то необходимые операции выполняются не полностью, в результате чего изменяется геометрия фурмы-испарителя, возрастают боковые отверстия или зубчики испарительной камеры и полость испарительной камеры. .
Эти изменения снижают степень усвоения .магния и повышают бурность процесса
обработки, а фурма-испаритель преждевременно выходит из строя.
При нарушении ритма подачи ковшей на установку объем обслуживания фурм-испарителей сводится к минимуму во избежание снижения производительности установки.
По основному авт. св. № 493506 известно устройство для обработки жидкого металла, содержит фурму-испаритель, соединенную через установленную в направляющих штангу с приводной тележкой. Устройство снабжено двумя установленными по обе стороны от направляющих теплоизолированными камерами, а стенках которых по всему периметру установлены форсунки, соединенные с узлом подвода огнеупорной массы 2.
Работает известное устройство следующим образом. J,
После окончания обработки чугуна раскаленную фурму-испаритель поднимают выше направл яющих и тележкой переносят в теплоизолированную камеру для остывания. Затем фурму-испаритель поднимают над камерой для ручной очистки, а для нанесения огнеупорной массы (форсунками) на наружную поверхность футеровки фурму-испаритель снова опускают в теплоизолированную камеру.
Недостатком известного устройства является то, что оно позволяет механизировать только нанесение жидкой огнеупорной массы на наружную поверхность футеровки фур мы-испарителя, а очистка наружной и.внутренней поверхности футеровки производится вручную.
Целью изобретения является улучшение условий обслуживания фурм-испарителей.
Цель достигается тем, что в верхней части теплоизолированных камер соосно установлены поворотньге площадки, несущие механизированный инструмент. При этом поворотная площадка снабжена фиксатором, а на рабочей площадке по обе стороны от направляющих фурмы-испарителя установлены вертикальные направляющие, несущие механизированный инструмент; при этом рабочий орган механизированного инструмента выполнен полым,
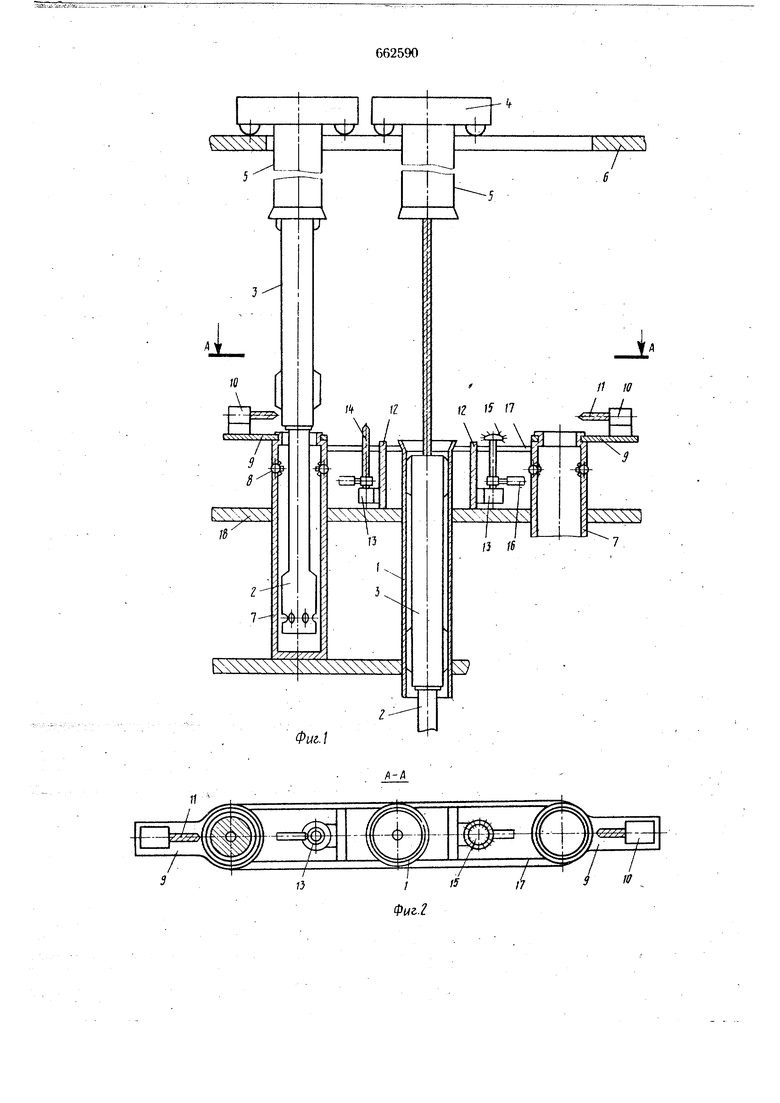
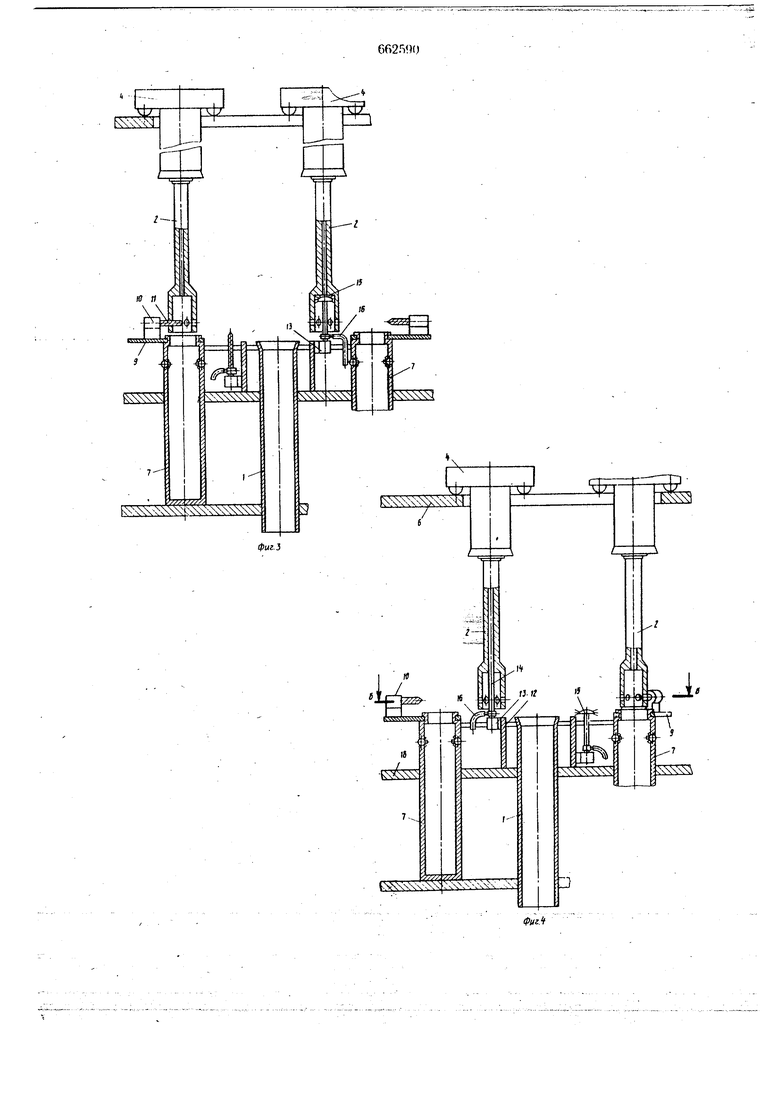
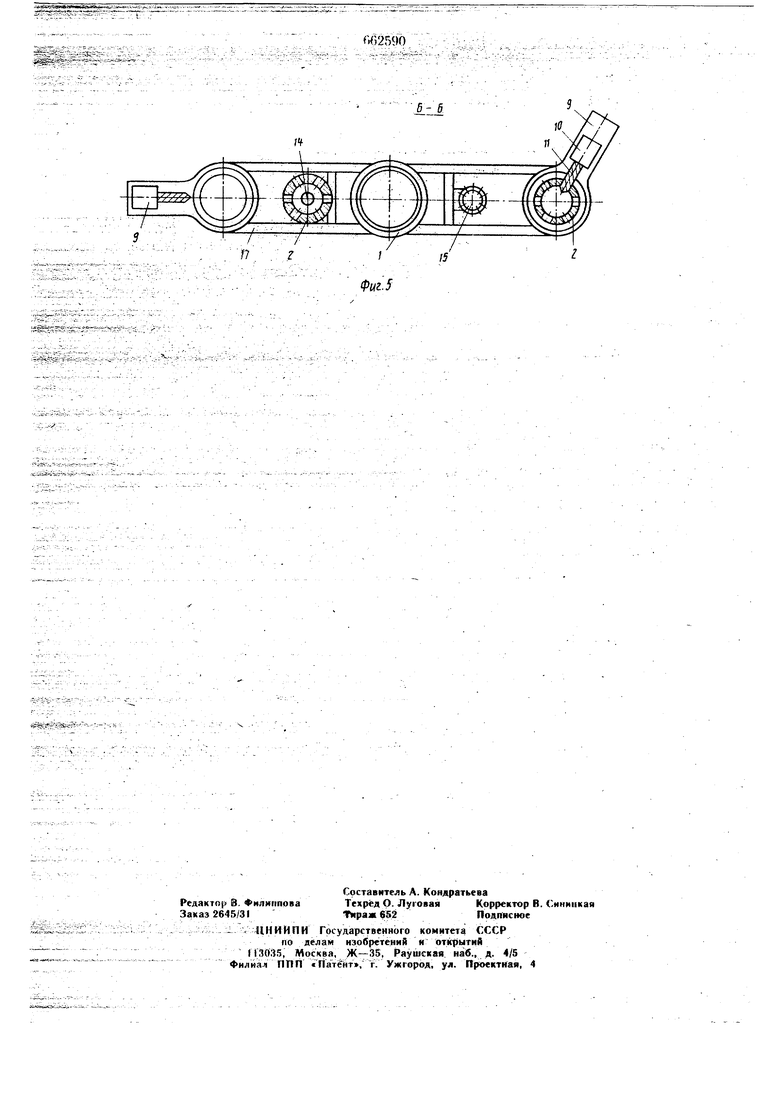
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 -- устройство в положении очистки бокового отверстия и полости испарительной камеры - испарителя; на фиг. 4 - то же в положении очистки бокового отверстия и разделки устья трубы для подачи магния; на фиг. 5 - разрез Б-Б на фиг. 4.
Устройство состоит из неподвижных направляющих 1 и :фурмы-испарителя 2, прикрепленной к штанге 3. Штанга 3 подвешена тросом к механизму подъема, расположенному на тележке 4 с направляющими 5, установленной на рельсах эстакады 6. Рядом с направляющими 1 установлены теплоизолированные камеры 7 с форсунками 8 для нанесения огнеупорной массы на поверхность футеровки фурмы-испарителя 2.
В верхней части теплоизолированных камер 7 соосно установлены поворотные площадки 9, несущие механизированн,ый инструмент, состоящий из привода 10 и рабочего органа II, например сверла, необходимого для очистки боковых отверстий фурмы-испарителя 2. ,
Для быстрой и точной установки инструмента против бокового отверстия фурмы-испарителя 2 площадка 9 снабж ена фиксатором. Для очистки полости испарительной камеры и разделки устья трубы для подачи магния цз рабочей площадке по обе стороны
j от направляющих 1 установлены вертикальные направляющие 12, несущие механизированный инструмент, состоящий из привода 13 и сменных рабочих органов 14 и 15, например сверла и щетки.
Рабочие органь 14 и 15 выполнены полыми и к ним подведены шланги 16 для подачи охлаждающей жидкости.
Зона перемещения фурм-испарителей 2 и механизированного инструмента ограждены перилами 17. Рабочая площадка 18 предназначена для обслуживания фурм-испарителей 2 и механизмов.
Устройство работает следующим образом После обработки чугуна фурму-испаритель 2 поднимают выше направляющих 1 и переносят тележкой 4 в камеру 7. После остывания фурму-испаритель 2 поднимают над камерой 7 в верхнее крайнее положение, в котором боковые отверстия испарительной камеры автоматически оказываются на одном уровне, с рабочим органом 11 механизированного инструмента, который после
включения привода 10 по площадке 9 перемещают в сторону фурмы-испарителя 2.
После прочистки одного бокового отверстия инструмент отводят в исходное поло жение и площадку 9 поворачивают до ав0 тематической остановки ее фиксатором про- тив следующего бокового отверстия фурмыиспарителя 2. Поскольку ось вращения площадки 9 расположена гоосно оси камеры 7, то исключается время на установку фурмыиспарителя в положение для очистки боко вых отверстий, так как установка происходит за счет времени перемещения фурмы-испарителя из камеры 7 в направляющие 1. После обработки боковых отверстий фурму-испаритель 2 перемещают тележкой 4 по
0 горизонтали до совмещения ее оси с осью щетки. Одновременно включают привод 13, а по шлангу 16 в верхнюю часть щетки подают воду. При попадании воды на горячую внутреннюю металлическую поверхность испарительной камеры имеющийся на ней
шлам и чугун откалываются, а налет оединений магния разлагается. Металлическая
щетка ускоряет удаление шлака, чугуна и соединений магния.
Разделку заварившегося устья трубы для подачи магния в испарительную камеру фурмы-испарителя 2 производят с помощью сверла, которое является сменным и может быть установлено, на месте щетки.
Попытка применения ручного электросверла дала отрицательные результаты, так как сверло застревает,в вязком металлическом магнии, которым заваривается устье трубы. Застревание сверла происходит потому, что вручную невозможно обеспечить необходимую скорость и усилие подачи сверла, а также избежать перекоса. Механизм подъема - опускания фурмы-испарителя 2. расположенный на тележке 4, для подачи фурмы-испарителя вниз на сверло также не годится так как скорость его больще требуемой скорости подачи при сверлении.
Поскольку сверло, щетка и привод 13 подвижны на направляющих 12, то это позволяет работать с любой требуемой подачей их по вертикали.
Оси сверла и щетки, всегда готовые к работе, находятся в плоскости перемещения фурмы-испарителя 2, которая выводится в положение очистки по пути из камеры 7 к направляющим 1. Это сокращает вспомогательное время.
Таким образом, применение устройства улучщает .обслуживание фурм-испарителей за счет замены.тяжелого физического труда механизированным трудом,сохраняет геомет662590
рию фурм-испарителей и повышает степень усвоения магния.
Механизация обслуживания фурм-испарителей сокращает время обслуживания, что повышает производительность установки обессеривания чугуна.
Формула изобретения
I. Устройство для обработки метал.ча по авт. св. № 493506, отличающееся тем, что, с целью улучщения условий обслуживания, оно снабжено установленными в верхней части теплоизолированных камер, соосно им, поворотными площадками, несущими механизированный инструмент. 2. Устройство по п. 1, отличающееся тем, что поворотная площадка снабжена фиксаторами положения.
Источники информации, принятые во внимание при экспертизе
Фиг.1 бб
