1
Известно устройство для накатывания канавок на трубах, содержащее люнет в виде размещенной в корпусе втулки с отверстием под заготовку и формующий ролик.
В таком устройстве втулка размещена далеко от очага деформации и для предотвращения смятия трубы требуется оправка. Накатка кан:авок на оправке приводит к местному утонению стенкн трубы.
Для новышения качества изделия предложено устройство, в котором втулка установлена в очаге деформации и выполнена с лрорезью под входящий в нее ролик, смонтированный на рычаге, один конец которого закреплен в корпусе люнета, а второй подпружинен, при этом в устройстве предусмотрен копир, взаимодействующий с подпружиненным концом рычага -и задающий глубину внедрения ролика.
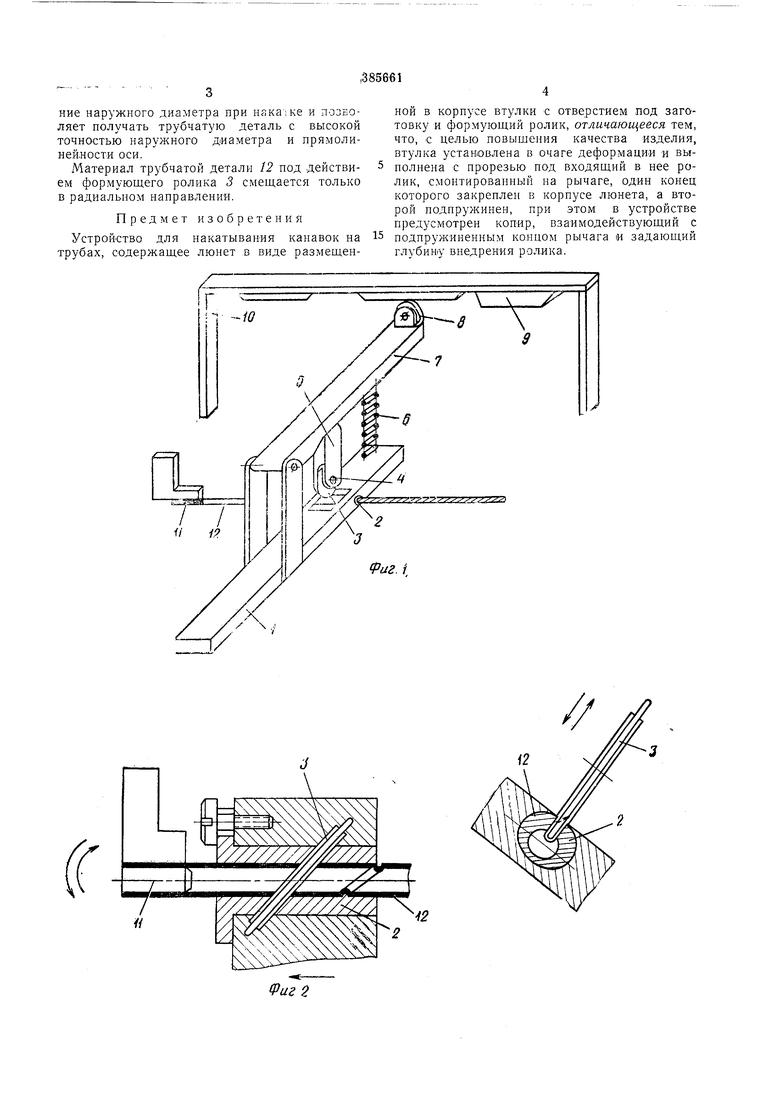
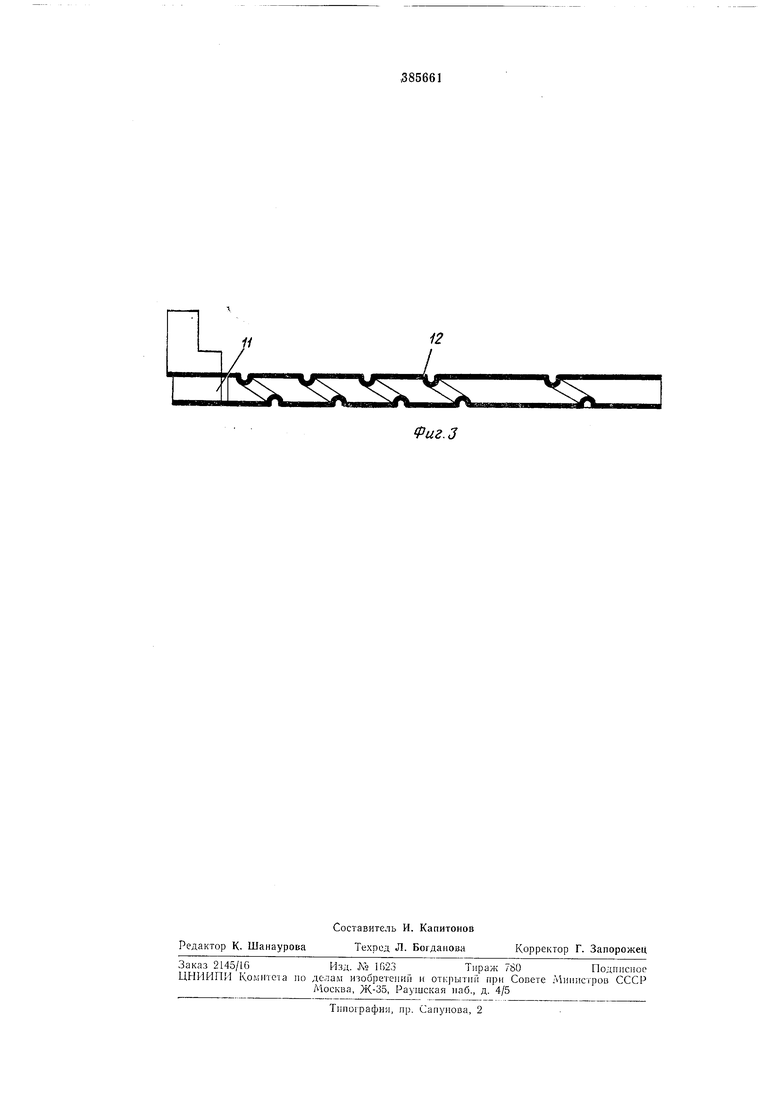
На фиг. 1 показан общий вид устройства; на фиг. 2 - схема расположения лю.нетной втулки с прорезью и формующего ролика; на фиг. 3 - продольный разрез трубки с винтовым гофром.
Предлагаемое устройство содержит корпус люнета /, :на котором закреплена люнетная втулка 2 с прорезью для формующего ролика 3, установленного на оси 4 в кронщтейне 5, который прижимается пружиной 6 с качающимся рычагом 7 и следящим роликом 8 к копиру 9, установленному на стойках 10, жестко связанных со станиной станка.
Вставка 11 выполнена в Биде цилиндра, диаметр которого соответствует внутреннему
диаметру заготовки трубчатой детали 12. Ось формующего ролика 3 и прорезь в люнетной втулке 2 наклонены по отнощению к геометрической оси трубчатой детали 12 под заданным угло.м.
Устройство работает следующим образом.
Трубчатую деталь 12 закрепляют в патроне станка с использованием вставки //, которая предотвращает деформацию сечения трубчатой детали 12 в месте закрепления.
Корпус / с закрепленными на нем деталями 2, 3, 4, 5, 6, 7, 8 устанавливается в суппорте станка. Гофрирование осуществляется .при вращении заготовки трубчатой детали 12 с ,рав.номерной скоростью и перемещении в осевом
направлении корпуса У с подачей, величина которой соответствует щагу наносимых гофров.
Вращение трубчатой детали 12 вызывает вращение формующего ролика 3 за счет треН1ИЯ. Формующий ролик 3 входит в прорезь люнетной втулки 2 и накатывает винтовой гофр. Следящий ролик 8, катясь по копиру 9, регулирует глубину и прерывистость гофра в зависимости от конфигурации копира 9.
Люнетная втулка 2 предотвращает изменение наружного диаметра при нака;ке и позволяет получать трубчатую деталь с высокой точностью наружного диаметра и прямолинейности оси.
Материал трубчатой детали 12 под действием формующего ролика 3 смещается только в радиальном направлении.
Предмет изобретения
Устройство для накатывания канавок на трубах, содержащее люнет в виде размещенНОЙ в корпусе втулки с отверстием под заготовку и формующий ролик, отличающееся тем, что, с целью повышения качества изделия, втулка установлена в очаге деформации и выполнена с прорезью под входящий в нее ролик, смонтированный на рычаге, один конец которого закреплен в корпусе люнета, а второй подпружинен, при этом в устройстве предусмотрен копир, взаимодействующий с подпружиненным концом рычага и задающий глубингу внедрения ролика.
faeJ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТР^^БЧАТЫХ ДЕТАЛЕЙ С ВИНТОВЫМИ ГОФРАМИ | 1969 |
|
SU239185A1 |
| Устройство для накатывания кольцевых канавок на трубах | 1981 |
|
SU1007800A1 |
| Устройство для формования трубопроводов с винтовыми гофрами | 1983 |
|
SU1147473A1 |
| ТРУБОВОЛОЧИЛЬНЫЙ СТАН | 1967 |
|
SU201308A1 |
| ЛЮНЕТ ДЛЯ АВТОМАТА ПРОДОЛЬНОГО ТОЧЕНИЯ | 2001 |
|
RU2212993C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ГОФРИРОВАННЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2071852C1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С | 1969 |
|
SU232926A1 |
| ТОКАРНЫЙ АВТОМАТ ПРОДОЛЬНОГО ТОЧЕНИЯ | 1999 |
|
RU2167032C2 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2005 |
|
RU2288812C1 |
| МАШИНА КУЗНЕЧНО-ПРЕССОВАЯ | 2023 |
|
RU2828146C1 |
12
:s:
Фиг.З
