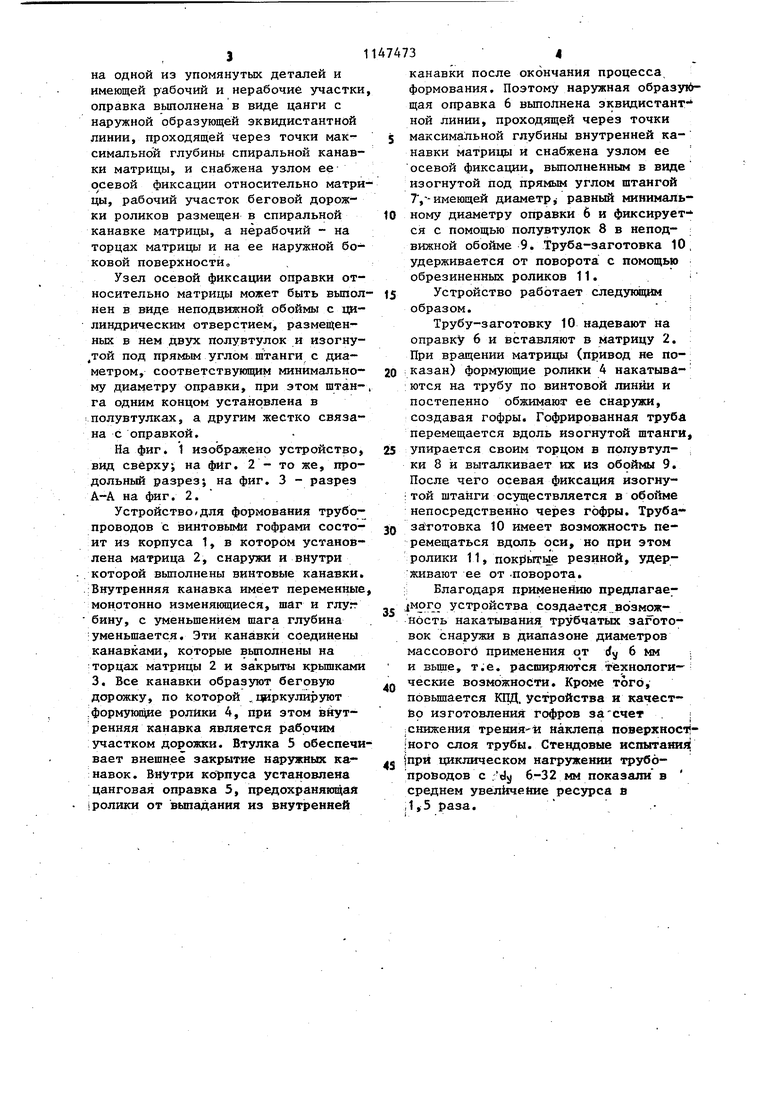
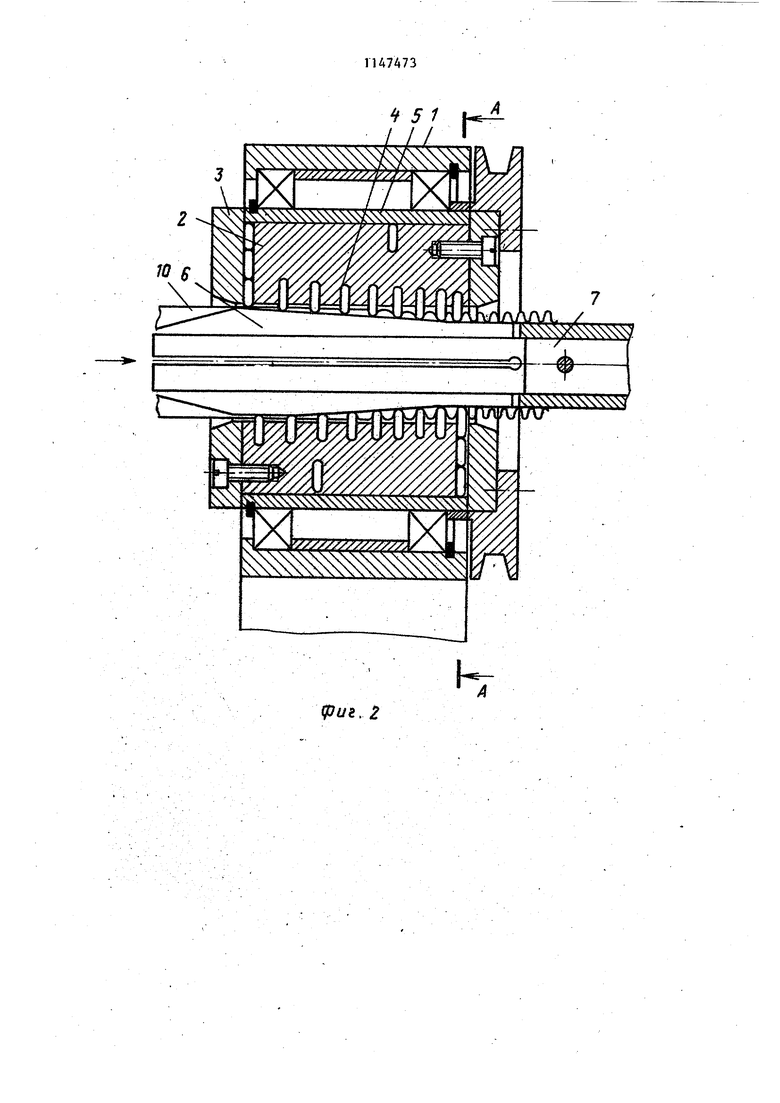
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления гибки металлических трубопроводов с винто выми гьфрами. Известно устройство для формования трубопроводов с винтовыми гофра |ми, содержащее три ролика с формующими дисками, расположенными вокруг трубы под соответствзгющими углами и вращакнцимися с одинаковой скоростью. Внутри трубы расположена оп- . равка tl. Однако непараллельность осей фор муюащх роликов и трубы приводит к возникновению значительных скоросте скольжения и, как следствие, сил трения. Результатом является возник новение дополнительных напряжений и наклепа в поверхностном слое труб заготовки. Наличие, оправки внутри трубы накладывают ограничение на длины деформируемых труб. Известен станок для формования гибких металлических рукавов с винтовыми гофрами, содержащий корпус, ьращающиеся формующие кольца, расположенные эксцентрично и под углом к оси заготовки .2J, В данном устройстве возникают мн гократные вредные деформации гофра вследствие принципиальной геометрической несопряженности винтовой поверхностй гофра и рабочей поверхнос ти кольца и, как следствие, высокие остаточные напряжения в материале, снижгиощие нагрузочную способность и ресурс гофрированного изделия. Процесс деформироВ|ания носи;г дискретный (от кольца к кольцу) .характе В местах установки колец возникают значительные сосредоточенные нагрузки, упругая линия (ось) изделия между кольцами резко отклоняется от своей теоретической формы, что вызы вает дополнительные напряжения в материале, кроме того непараллельность осей формунячих колец оси трубы приводит при вращении к возникно вению значительных скоростей скольжения и, как следствие возникают значительные силы трения скольжения что влечет за собой снижение КПД устройства и возникновение наклепа поверхностного слоя. Процесс возможен лишь при обильной смазке, что влечет за собой необходимость после дующей промывки изделий. Наиболее близким к изобретению по технической сути и достигаемому эффект является устройство для формования трубопроводов с винтовыми гофрами из трубчатой зaгoтoвkи, содержащее полую цилиндрическую матрицу со спиральной канавкой на внутренней боковой поверхности, монотонно изменяющейся по глубине и шагу вдоль оси матрицы, установленную в полости матрицы оправку и формукндие элементы в виде роликдв, установленные с возможностью циркулирования по беговой дорожке, выполненной на одной из упомянутых деталей и имеющей рабочей и нерабочий участки Недостатками известного устройства являются: ограниченные технологические возможности, так как наличие внутренней оправки с формунщими элементами вносит конструктивнее ограничение на диаметры и длины деформируемых Tpy6i процесс возможен для накатывания труб условного диаметра dy 40 мм и малой длины; трубопроводы массового применения с 6-32 мм невозможно обрабатывать :, этим методом; формующие ролики раз- ; мещаются в спиральной канавке гайки, что приводит к появлению силового контакта между гайкой и роликом через деформируемую оболочку, вследствие чего возникает трение скольжения между трубой и гайкой по всей деформирующей винтовой поверхности, что снижает ЩЦ устройства, приводит к повьшению износа и наклепа поверхностного слоя трубы-заготовки и снижает надежность работы устройства. Цель изобретения - расширение технологических возможностей и повышение качества изготовления гофров путем уменьшения скручивания и наклепа трубы. Поставленная цель достигается тем, что в устройстве для формования Трубопроводов с винтовыми гофрами из трубчатой заготовки, содержащем полую 1щлиндрическую матрицу со спиральной канавкой на внутренней боковой поверхности, монотонно изменяющейся по глубине и шагу вдоль оси матрищ, установленную в полости матрицы оправку и формуюпще элементы в виде - роликов, установленные с возможностью циркулирования по беговой дорожке, вьтолненной 3 на одной из упомянутык деталей и имеющей рабочий и нерабочие участки оправка выполнена в виде цанги с наружной образующей эквидистантной линии, проходящей через точки максимальной глубины спиральной канавки матрицы, и снабжена узлом ее осевой фиксации относительно матри цы, рабочий участок беговой дорожки роликов размещен в спиральной канавке матрицы, а нерабочий - на торцах матрицы и на ее наружной боковой поверхности. Узел осевой фиксации оправки относительно матрицы может быть выпол нен в виде неподвижной обоймы с цилиндрическим отверстием, размещенных в нем двух полувтулок и изогну,той под прямым углом штанги с диаметром, соответствующим минимальному диаметру оправки, при этом штанга одним концом установлена в полувтулках, а другим жестко связана с оправкой. На фиг, 1 изображено устройство, вид сверху; на фиг. 2 - то же, продольный разрез; на фиг, 3 - разрез А-А на фиг, 2, Устройство/для формования трубопроводов с винтовыми гофрами состоит из корпуса 1, в котором установлена матрица 2, снаружи и внутри - которой вьшолнены винтовые канавки. :Внутренняя канавка имеет переменные монотонно изменякнциеся, шаг и глуг бину, с уменьшением шага глубина :уменьшается. Эти канавки соединены канавками, которые выполнены на торцах матрицы 2 и закрыты крышками 3. Все канавки образуют беговую дорожку, по Которой .циркулируют формукнцие ролики 4, при этом вйутренняя канавка является рабочим участком дорожки. Втулка 5 обеспечи вает внешнее закрытие наружных канавок. Внутри установлена цанговая оправка 5, щ едохраняю цай ролики от выпадания из внутренней 3 канавки после окончания процесса формования. Поэтому наружная образу1бщая оправка 6 выполнена эквидистант- ной линии, проходящей через точки максимальной глубины внутренней канавки матрицы и снабжена узлом ее осевой фиксации, выполненным в виде изогнутой под прямым углом штангой 7,-имеющей диаметр, равный минимальному диаметру оправки 6 и фиксирует- ся с помощью полувтулок 8 в неподвижной обойме 9. Труба-заготовка 10, удерживается от поворота с помощью обрезиненных роликов 11, Устройство работает следзгнмцйм образом, Трубу-заготовку 10 надевают на оправку 6 и вставляют в матрицу 2, При вращении матрицы (привод не показан) формующие ролики 4 накатываются на трубу по винтовой линии и постепенно обжимают ее снаружи, создавая гофры. Гофрированная труби перемещается вдоль изогнутой штанги, упирается своим торцом в полувтулки 8 и выталкивает их из обоймы 9, После чего осевая фиксация изогнутой штанги осуществляется в обойме непосредственно через гофры, Трубазатотовка 10 имеет возможность перемещаться вдоль оси, но при этом ролики 11, покр1ытые резиной, удерживают ее от .поворота. Благодаря применению предлагае ° - устройства создается в6зможнбсть накатывания трубчатых заготовок снаружи в диапазоне диаметров массового применения 6 мм ; и выше, т,е, расширяются тёхнологические возможности Кроме того, повьшгается КПД. устройства и качестfeo изготовления гофров засчет . ; снижения тренияй наклепа nosepxHociiHoro слоя трубы. Стендовые испытаний npii циклическом нагружении трубопроводов с .dv) 6-32 мм показали в среднем yвeл weйиe ресурса в 1,5 раза.
иг. 2
h
(риг, 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования трубопроводов с винтовыми гофрами | 1984 |
|
SU1292871A1 |
| Инструментальный блок для формования трубопроводов с винтовыми гофрами (его варианты) | 1984 |
|
SU1255242A1 |
| Устройство для изготовления изделий с винтовыми гофрами | 1983 |
|
SU1199352A1 |
| Формующая головка станка для изготовления гофрированных труб | 1983 |
|
SU1146118A1 |
| Устройство для изготовления труб с кольцевыми гофрами | 1984 |
|
SU1232331A1 |
| Устройство для изготовления гофрированных труб | 1986 |
|
SU1406886A1 |
| Способ сближения кольцевых гофров на трубопроводах | 1980 |
|
SU945454A1 |
| Устройство для изготовления гофрированных труб из труб-заготовок | 1984 |
|
SU1238826A1 |
| Устройство для изготовления труб с винтовым гофром | 1985 |
|
SU1282935A1 |
| Устройство для изготовления труб с кольцевыми гофрами | 1980 |
|
SU882682A1 |
1. УСТРОЙСТВО ДЛЯ ФРРМОВАНИЯ ТРУБОПРОВОДОВ С ВИНТОВЫМИ ГОФРА МИ из трубчатой заготовки, содержащее полую цилиндрическую матрицу со спиральной канавкой на внутренне боковой поверхности, монотонно изменякщейся по глубине и шагу вдрл оси матрицы, установленную в полости матрицы оправку и формующие эле;менты з виде роликов, установленные с возможностью циркулирования по беговой дорожке, выполненной на од,ной из упомянутых деталей и имеющей рабочий и нерабочий участки, о т личающееся тем, что, с целью расширения технологических возможностей и повышения качества трубопроводов, оправка выполнена в виде цанги с наружной образующей эквидистантной линии, проходящей через точки максимальной глубины спиральной канавки матрицы, и снабжена узлом ее осевой фиксации относительно матрицы, рабочий участок бедовой дорожки роликов размещен в спиральной канавке матрицы, а нерабочий - на торцах матрицы и на ее наружной боКОБОЙ поверхности. 2. Устройство по п. 1, отличающееся тем, чтЬ узел осевой фиксации оправки относительно матрицы выполнен в вцде неподвижной с цилиндрическим отверстием, размещенных в нем двух полувтулок и изогнутой под прямым углом штанги, с диаметром соответствующим мини- : мальному диаметру оправки, при этом щтанга одним концом установлена в полувтулках, а другим жестко связана с оправкой. 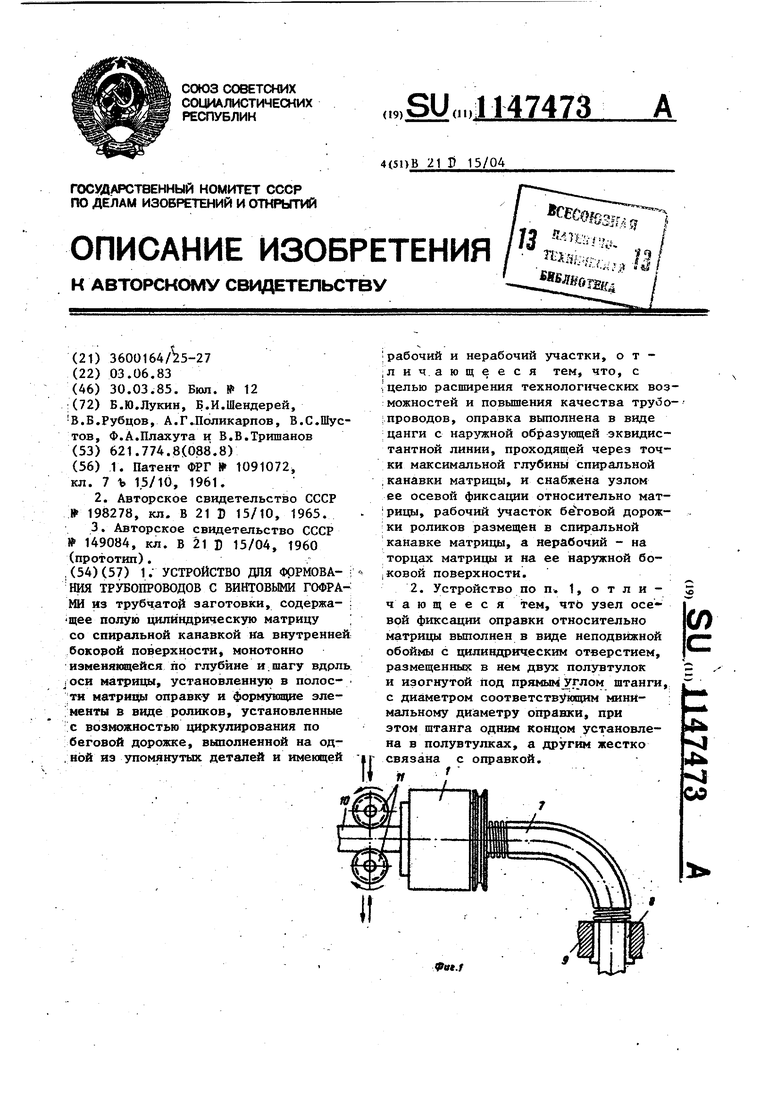
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для измерения угловой скорости | 1982 |
|
SU1091072A2 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU198278A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| 0 |
|
SU149084A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
