предлагаемое устройство относится к области обработки металлов давлением.
Известны устройства для изготовления трубчатых деталей с винтовым гофром, содержащие инструмент, состоящий из размещаемой внутри обрабатываемой детали отправки с винтовой канавкой и воздействующего па нее снаружи формующего ролика, свободно вращающегося вокруг своей оси и имеющего гофрирующую поверхность, люнет для обрабатываемой детали, механизм относительного вращения инструмента и обрабатываемой детали вокруг оси последней и механизм их относительного осевого перемещения.
Целью изобретения является изготовление распорных трубок с V-образным профилем гофра медицинских эндоскопических приборов.
Для этого винтовая канавка оправки выполнена с V-образным профилем и нанесена на угле, меньшем 180°, а ролик снабжен пуансонами, размещенными по периферии на его гофрирующей поверхности и обеспечивающими пробивку отверстий в вершине гофра, и двумя цилиндрическими поясками, расположенными по обе стороны от гофрирующей поверхности и контактирующими с наружной поверхностью обрабатываемой детали.
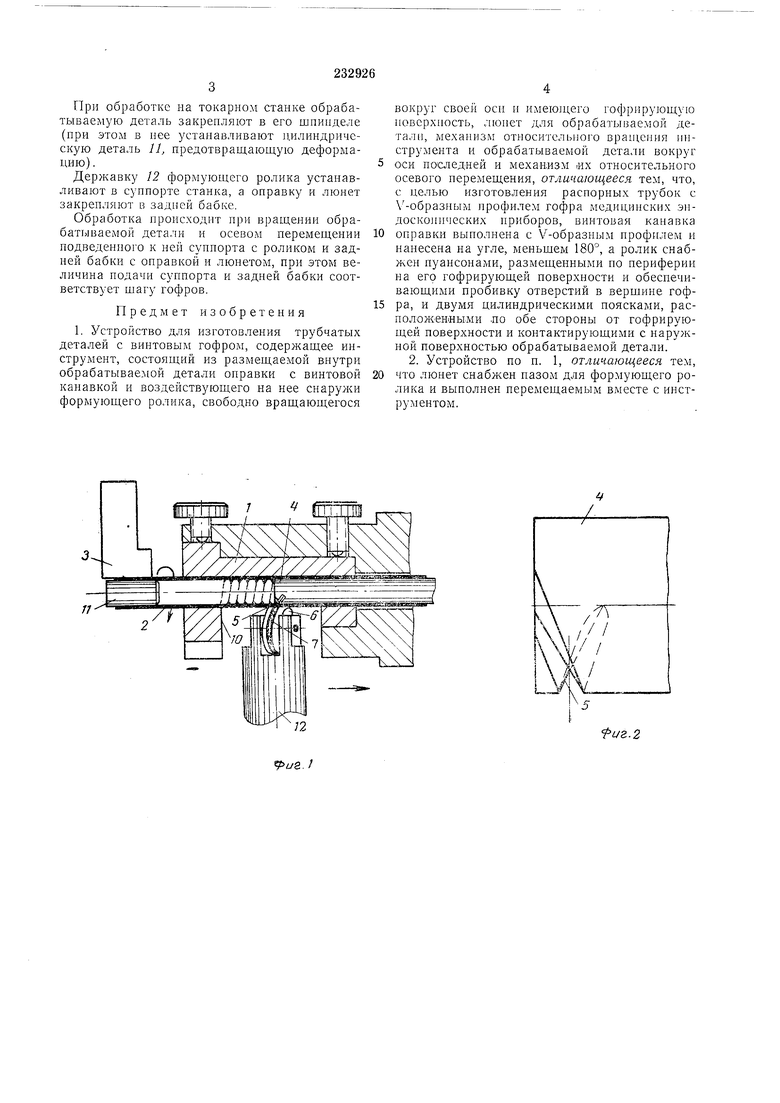
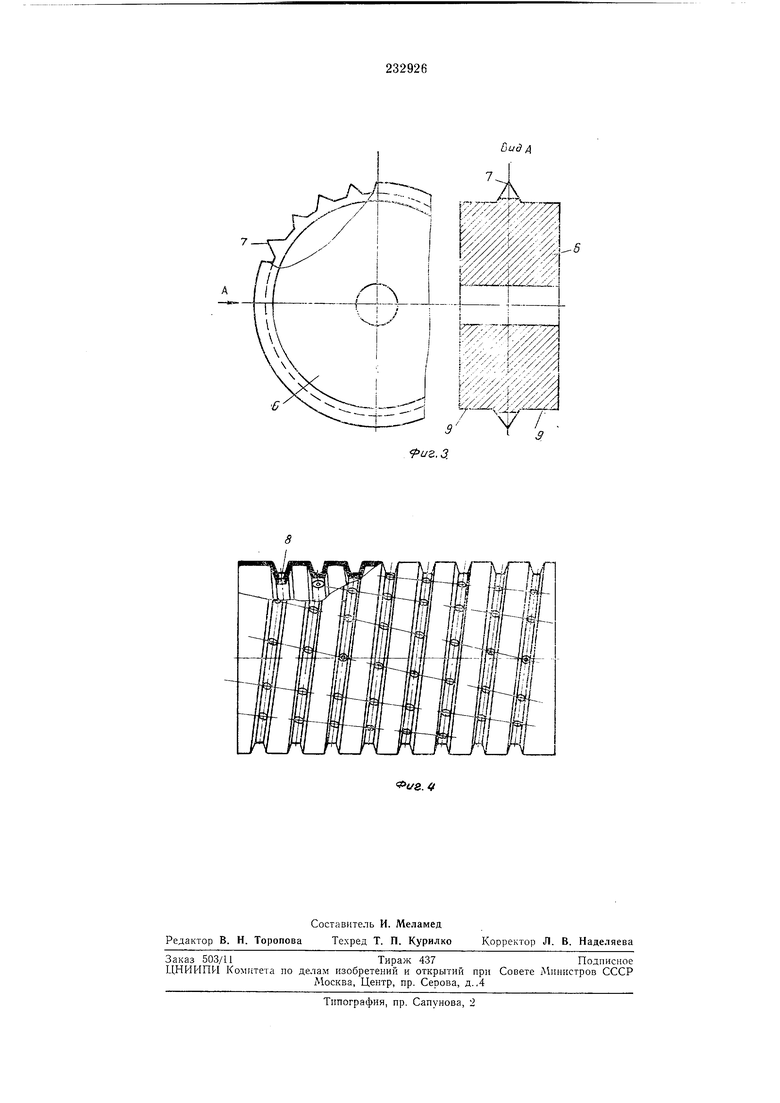
На фиг. 1 представлена схема предлагаемого устройства; на фиг. 2 - оправка; на фиг. 3 - формующий ролик; на фиг. 4 - распорная трубка, изготовленная на этом устройстве.
Предлагаемое устройство для изготовления трубчатых деталей с винтовым гофром содержит инструмент (на чертенке не показан), люнет 1 для обрабатываемой детали 2, закрепляемой во вращающемся шпинделе 3, и механизм перемещения в осевом направлении инструмента и люнета.
Инструмент состоит из размещаемой внутри
обрабатываемой детали оправки 4 с винтовой канавкой 5 V-образного профиля, нанесенной на угле, меньшем 180°, и формующего ролика 6, установленного под углом подъема винтовой канавки к оси обрабатываемой детали и
снабженного пуансонами 7. Пуансоны размещены на периферии гофрирующей поверхности ролика и обеспечивают пробивку отверстий 8 в вершине гофра. Два цилиндрических пояса 9 распололсены по обе стороны от гофрирующей поверхности ролика и контактируют с наружной поверхностью обрабатываемой детали.
При обработке на токарном станке обрабатываемую деталь закренляют в его шпинделе (нри этом в нее устанавливают н,илнндрическую деталь 11, предотвращающую деформацию) .
Державку 12 формующего ролика устанавливают в сунпорте станка, а оправку и люнет закренляют в задней бабке.
Обработка происходит нри вращении обрабатываемой детали и осевом перемещении подведенного к ней суннорта с роликом и задней бабки с онравкой и люнетом, при этом величина подачи суппорта и задней бабки соответствует шагу гофров.
Предмет изобретения
1. Устройство для изготовления трубчатых деталей с винтовым гофром, содержащее инструмент, состоящий из размещаемой внутри обрабатываемой детали оправки с винтовой канавкой и воздействующего на нее снаружи формующего ролика, свободно вращающегося
вокруг своей осн и имеющего гофрирующую поверхность, .тюиет для обрабатываемой детали, механизм относительного вращения инструмента и обрабатываемой детали вокруг
оси последней и механизм .их относительного осевого перемещения, отличающееся тем, что, с целью изготовления распорных трубок с V-образнЕлм профилем гофра медицинских эндоскопических приборов, винтовая капавка
оправки выполнена с Х -образным профилем и нанесена на угле, меньшем 180°, а ролик снабжен пуансонами, размещенными но периферии на его гофрирующей поверхности и обеспечивающими пробивку отверстий в вершине гофра, и двумя цилиндрическими поясками, расноложениыми ло обе стороны от гофрирующей поверхности и контактирующими с наружной поверхностью обрабатываемой детали. 2. Устройство по п. 1, отличающееся тем,
что люнет снабл еп пазом для формующего ролика и выполнен перемещаемым вместе с инструментом.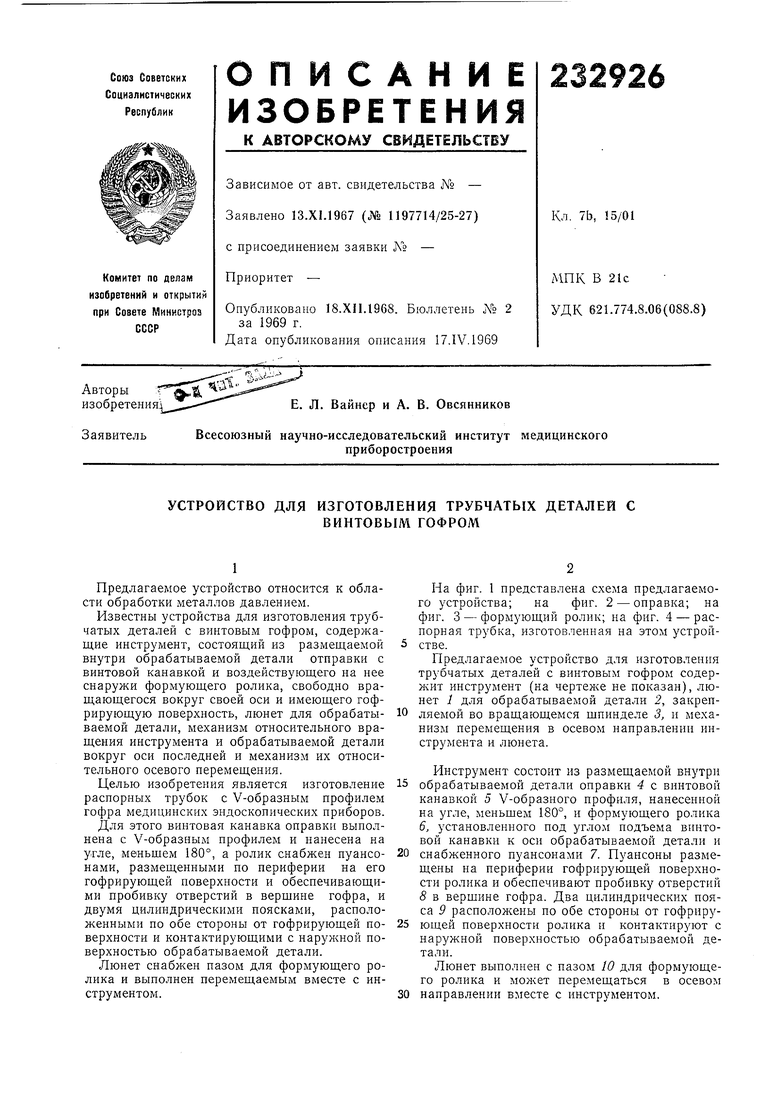
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТР^^БЧАТЫХ ДЕТАЛЕЙ С ВИНТОВЫМИ ГОФРАМИ | 1969 |
|
SU239185A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ДЕТАЛЕЙ | 1970 |
|
SU286949A1 |
| СТАНОК ДЛЯ ОДНОВРЕМЕННОЙ ПРЯМОЙ И ПРОФИЛЬНОЙ ОТРЕЗКИ МЕРНЫХ ТРУБ ДВУМЯ РЕЗАКАМИ | 1970 |
|
SU271285A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИИИЗ ПРОВОЛОЧНОГО и ЛЕНТОЧНОГО МАТЕРИАЛОВИ ИХ СКРЕПЛЕНИЯ МЕЖДУ СОБОЙВ П Т 5 | 1971 |
|
SU422565A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2578895C2 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ВЫТЯЖНОЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2639202C2 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса | 2022 |
|
RU2798263C1 |
| Электродный блок для электрохимической обработки кольцевых канавок в отверстии трубчатой заготовки с винтовым зубчатым профилем | 2022 |
|
RU2784617C1 |
| УСТРОЙСТВО для ОБРАБОТКИ ВАЛОВ РЕЗАНИЕМ И ОБКАТКОЙ | 1971 |
|
SU305982A1 |
| Установка для изготовления деталей скобообразной формы | 1977 |
|
SU689759A1 |
/7
.2
Вид А
