Известна коиструкция литьевой формы для изготовления изделий из термопластичных материалов, содержащая подвижную плитку с литниковым каналом, обойму с размещенной в ней матрицей из резины, оформляющий знак, выталкиватель, систему охлаждения и нагрева, соединенную с источником подачи теплоносителя.
В такой литьевой форме матрица не имеет арматуры, что не обеспечивает ее достаточной жесткости.
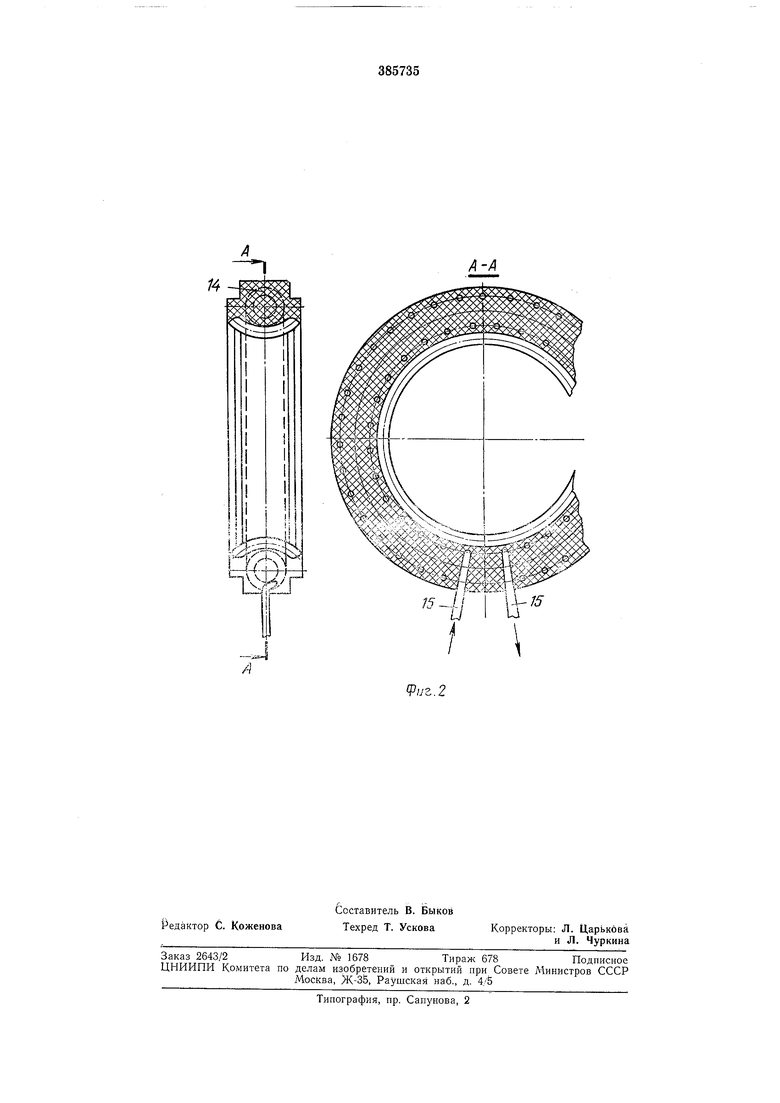
Предложенная литьевая форма отличается от известной тем, что матрица снабжена арматурой, выполненной в виде полой спирали, продольная о.сь которой расположена в горизонтальной плоскости, проходящей через центр матрицы концентрично профилю сечения формуемого изделия, лежащему в этой плоскости, а концы спирали соединены с источником подачи теплоносителя. Это обеспечивает жесткость матрицы.
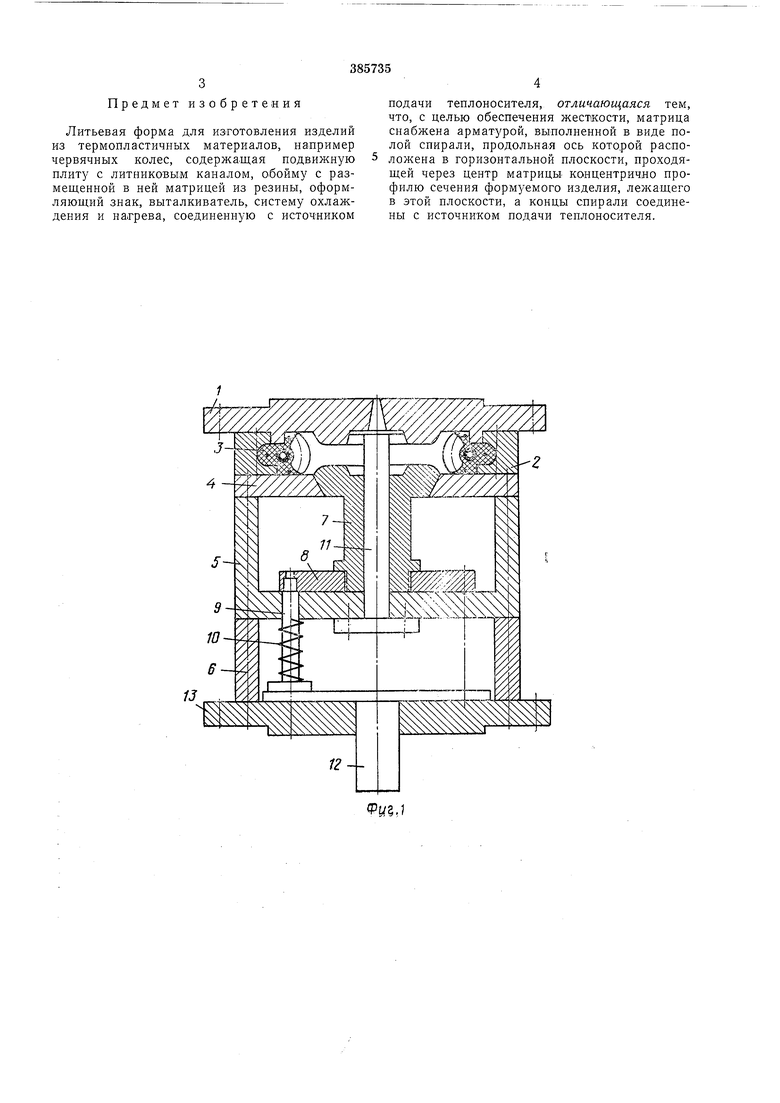
На фиг. 1 изображена принципиальная схема пресс-формы в сом кнутом состоянии; на фиг. 2-конструкция матрицы.
Передняя плита 1 с литниковым каналом крепится к неподвижной плите литьевой машины. Остальная часть пресс-формы, включающая обойму 2 с матрицей 3, плиту 4, корпуса 5 и 6, съемник 7 с плитой 5, толкатели 9 с пружиной 10, палец 11 и центральный толкатель 12, посредством плиты 13 крепится к подвижной плите литьевой машины.
Конструктивно матрица выполнена из уп.руго-эластичного материала, например резины. Матрица снабжена арматурой 14, выполненной в виде полой спирали, способной деформироваться совместно с матрицей. По спирали протекает хладоагент. Выводы 15 спирали соединяются источником подачи теплоносителя.
Передняя плита /, обойма 2 с матрицей 3, съемник 7 и палец // образуют формук щую полость детали.
После заполнения формующей полости расплавом полимера, поступающего через литниковый канал передней плиты /, и выдержки, необходимой для его отверждения, по,движная плита литьевой мащины отходит назад, рас1 рывая прессформу по линии разъема. При этом толкатель 12 подходит к неподвижному упору литьевой мащины и останавливается. При дальнейщем движении подвижной плиты усилие выталкивания через толкатели 9 и плиту толкателя 8 передается на
съемник 7, который снимает изделие с пальца 11 и выталкивает его из матрицы 3.
Описанная конструкция литьевой формы предназначена для изготовления изделий сложной конфигурации, в частности червячных колес.
Предмет изобретения
Литьевая форма для изготовления изделий из термопластичных материалов, например червячных колес, содержащая подвижную плиту с литниковым каналом, обойму с размещенной в ней матрицей из резины, оформляющий знак, выталкиватель, систему охлаждения и нагрева, соединенную с источником
подачи теплоносителя, отличающаяся тем, что, с целью обеспечения жесткости, матрица снабжена арматурой, выполненной в виде полой спирали, продольная ось которой расположена в горизонтальной плоскости, проходящей через центр матрицы- концентрично профилю сечения формуемого изделия, лежащего в этой плоскости, а концы спирали соединены с источником подачи теплоносителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА для ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ | 1970 |
|
SU279025A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1073111A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма | 1986 |
|
SU1353635A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС | 1970 |
|
SU275356A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| Литьевая форма | 1973 |
|
SU494269A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевая форма для изготовления полимерных изделий | 1978 |
|
SU713689A1 |
/4-4
