1
Изобретение относится к области промышленности изшотовления формовых полимерных изделий, в частности, дрбвеоно-стружечНых плит, npoiniHTaiHHbix пластмаосощой смолой или ускоренно вулканизующейся резиновой смесью.
Известны .прессы карусельного тила для изготовления формовых иаделий из прессовочной полимерной массы, натрамер, плит из древеснонстружечной массы, пропитанной пластма10со вой смолой или ушоренио вулканизующейся резиновой смесью, содержащие поворотный от привода карусельный обогреваемый опорный стол, рабочий стол для перезарядки и перемещения нреос-форм и средства для на грев а ВИЯ и прессования заготовок.
В И3|вестном прессе предусмотрено применение средств для нагревания, прессования и перезарядки каждой в отдельности перемещаемой на карусельно1М столе пресс-формы, что снижает производительность пресса за счет уменьшения маш1инного времени использования этих средст1В.
Пресс, выполненный сОГласно изобретению, не имеет указанных недостатков.
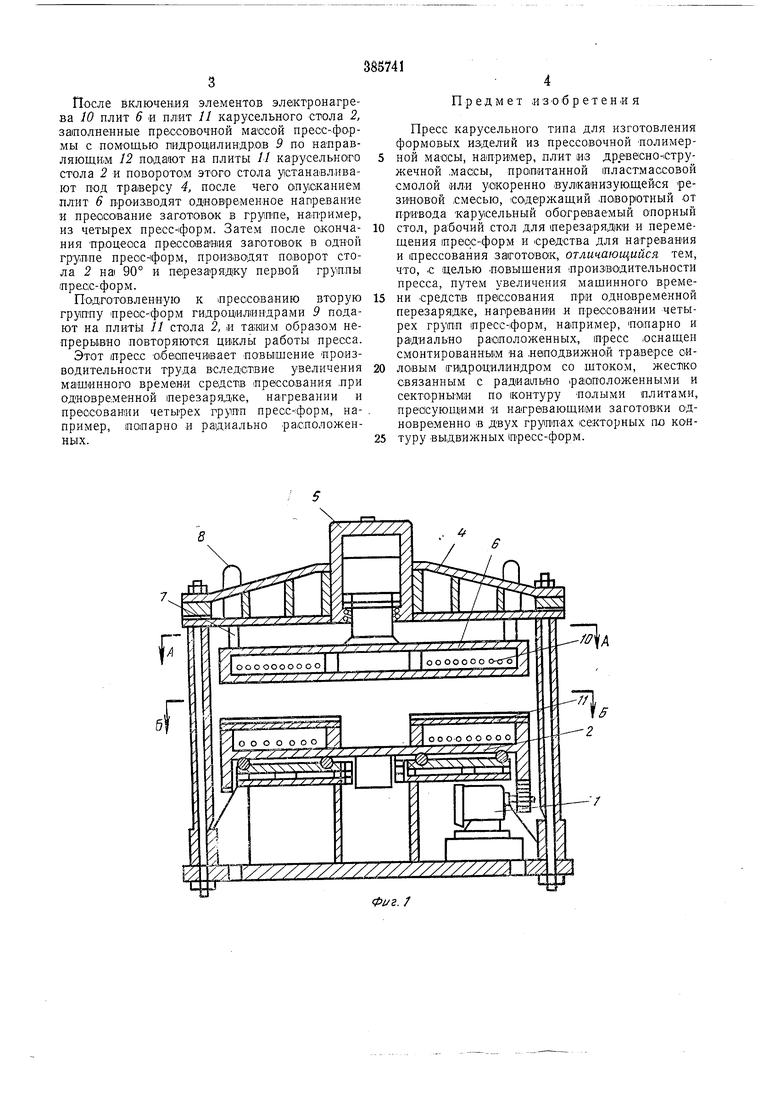
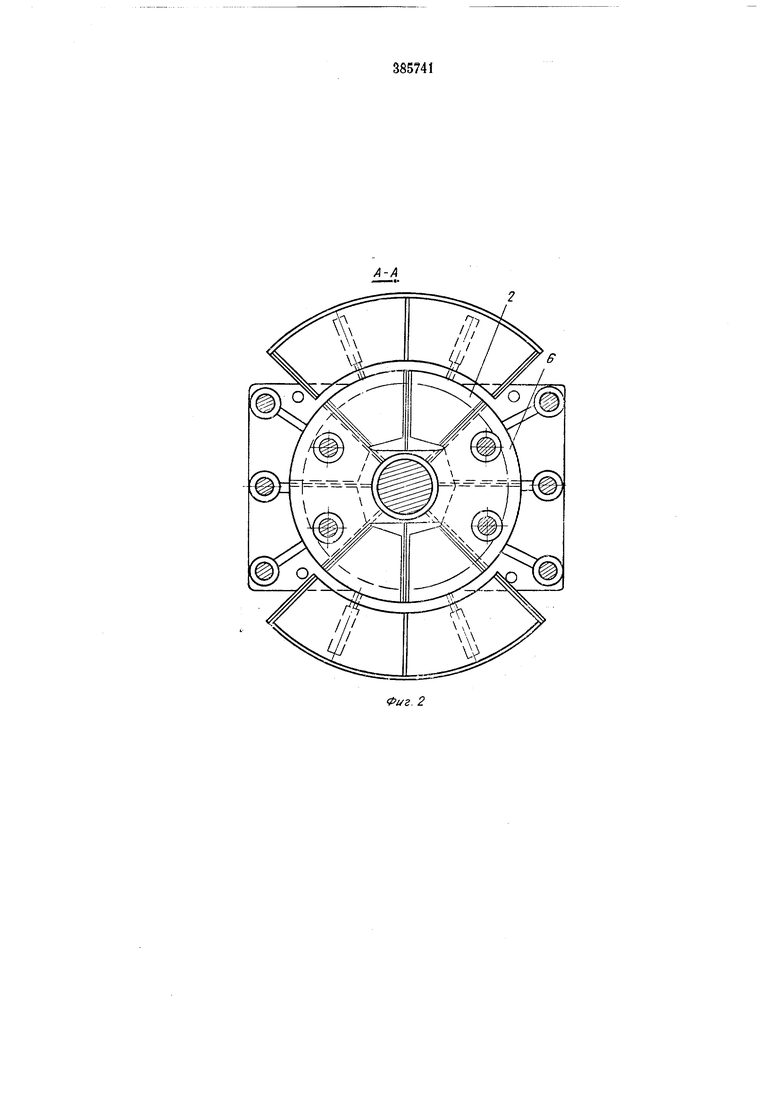
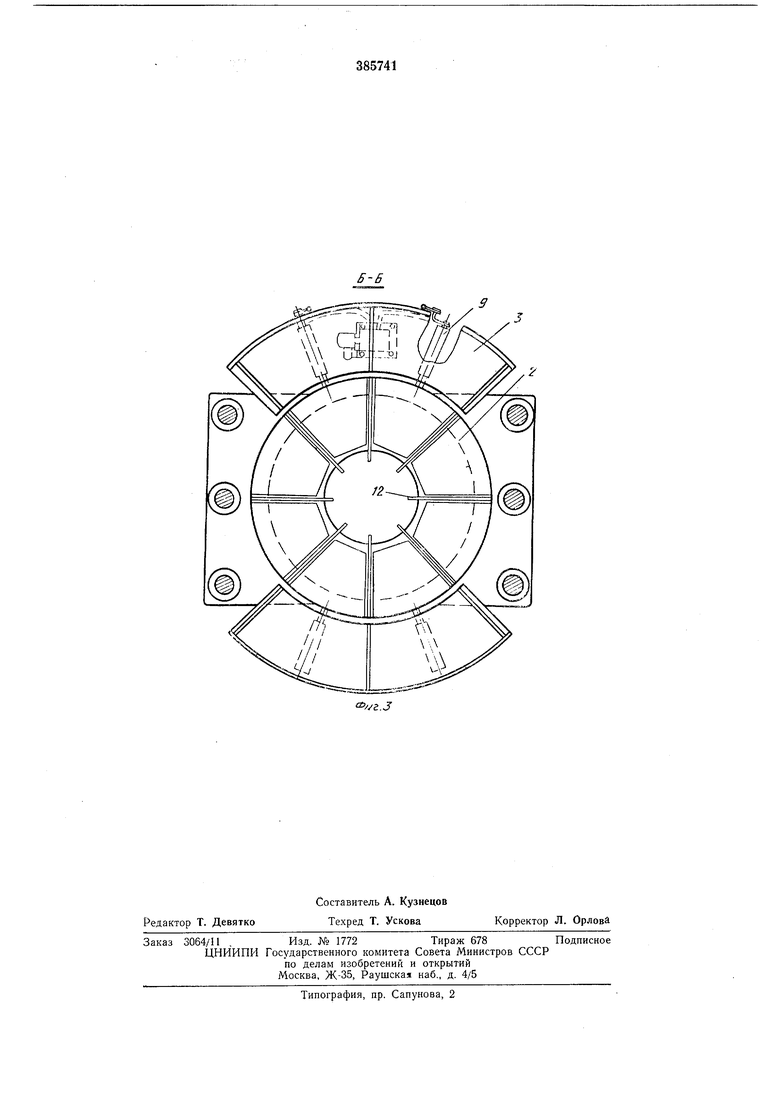
На фиг. 1 по1казан пресс, продольный разрез; Hai фиг. 2 и 3 - разрезы ino А-А и Б-Б фиг. 1.
Пресс карусельного типа для изготовления формовых И31делий из прессовочной пол-имерной массы, например, плит из древесно-стружечной массы, пропитанной пластмассовой смолой или ускоренно вулканшзующейся ре3(иновой смесью, имеет поворотный от привода / карусельный обогреваемый опорный
стол 2, рабочий стол 3 для перезарядки и перемещения пресс-форм и средства для нагревания и прессования заготовок.
По сравнению с известным этот преос отличается тем, что он оснащен смонтированньш на неподвижной траверсе 4 силовым пидроцилиндром 5 со ЩТО1КОМ, жестко связанным с радиально расположенными и секторным.и по контуру полыми плитами 6, прессующими и нагревающими заготовки одновременно в
двух группах секторных по контуру выдвижных преос-форм.
Для равномерного опускания пл1ит 6, последние вьшолнены с направляющп ми колонками 7, перемещающимися в соответствующих по диаметру втулках 8, закрепленных на траверсе 4. Для перемещения пресс-форм предусмотрено применение гидроцилиндров 9.
ПоСле включения элементов электронагрева 10 плит 6 и нлит 11 карусельного стола 2, заполненные прессовочной маосой пресс-формы с помощью пидрощилиняр.ов 9 по направляющим 12 подают на плиты // карусельного стола 2 и поворотом это-го стола устанавливают под траверсу 4, после чего опусканием плит 6 прОИаводят одиовременное напреван ие и преосование заготовок в группе, например, из четырех пресс-форм. Затем после окончания процеоса прессоваиия за.готовок в одной группе преос-1форм, произво-дят поворот стола 2 на 90° и перезарядку первой группы пресс-форм.
ПадготовленНую к прессованию вторую группу преас-форм гидроцилиндрами 9 подают на плить 11 стола 2, и тамим образом непрерывно повторяются циклы работы пресса.
Этот пресс обвапечиеает повышение производительности труда вследствие увеличения машинного времени средств прессования при одновременной перезарядке, нагревании и прессовании четырех групп пресс-форм, например, попарно и радиально расположенных.
Предмет и з о б р е т е н и я
Пресс карусельного типа для изготовления формовых изделий из прессовочной полимерной массы, на1при1мер, плит из древесно-стружечной .массы, пропитанной пластмассовой смолой йЛИ ускоренно вулканизующейся резиновой смесью, содержащий поворютный от привода карусельный обогреваемый опорный
стол, ра бочий стол для перезарядки и перемещения 1пресс-форм и средства для нагревания и прессования заготовок, отличающийся тем, что, с целью повышения производительности пресса, путем увеличения машинного времени средств прессования при одновременной перезарядке, нагревании .и прессовании четырех групп пресс-форм, например, попарно и радиально расположенных, пресс оснащен смонтированньвм на .неподвижной траверсе силовым гидроцилиндром со штоком, жестко связанным с радиашьно расположенными и секторными по контуру полыми плитами, прес)сующ1ими и нагревающими заготовки одновременно в двух группах секторных по ко«туру выдвижных inpecc-форм.
0//г. /
5
j
