1
Известны установки для непрерывного изготовления формовых полимерных изделий без применения прессового оборудования, например вулканизационных гидравлических прессов при изготовлении резиновых изделий, включающие смонтированную на опорах кольцевую платформу, на которой установлен прямоугольный в поперечном сечении корпус с верхними плитами и боковыми стенками с кронштейнами-ограничителями, рельсовыми и профилированными направляющими для шагового перемещения подпружиненных кассетных пресс-форм, каждая из которых состоит из промежуточной, нагревательных и изоляционных плит, пластинчатых пружин, верхних и нижних частей пресс-формы и кассеты с роликами и захватами для перемещения кассеты от привода.
В известных установках корпус с рельсовыми и профилированными направляющими смонтирован на платформе по кольцевому контуру для шагового перемещения кассетных пресс-форм, связанных с цепной передачей электропривода.
Эти установки рассчитаны на массовое изготовление однотипных резиновых изделий и непригодны для одновременного изготовления небольшими сериями изделий различного ассортимента.
Предлагаемая установка отличается тем, что кольцевая платформа выполнена поворотной, с роликами для периодического перемещения силовым цилиндром, на круговых
рельсах, смонтированных на опорах под кольцевой платформой, на которой радиально установлены корпуса секций с закрепленными на боковых стенках кронштейнами-ограничителями, рельсовыми и профилированными направляющимп. Вне кольцевой платформы иа опорах установлена направляющая горка для последовательного перемещения, смыкания, сжатия и раскрытия кассетных прессформ силовыми цилиндрами, смонтированными в центре установки на неподвижном столе.
Эта установка обеспечит снижение расхода основных средств на ее изготовление и расщирит диапазон одновременного изготовления
небольшими сериями полимерных изделий различного ассортимента при различных по длительности режимах вулканизации заготовок.
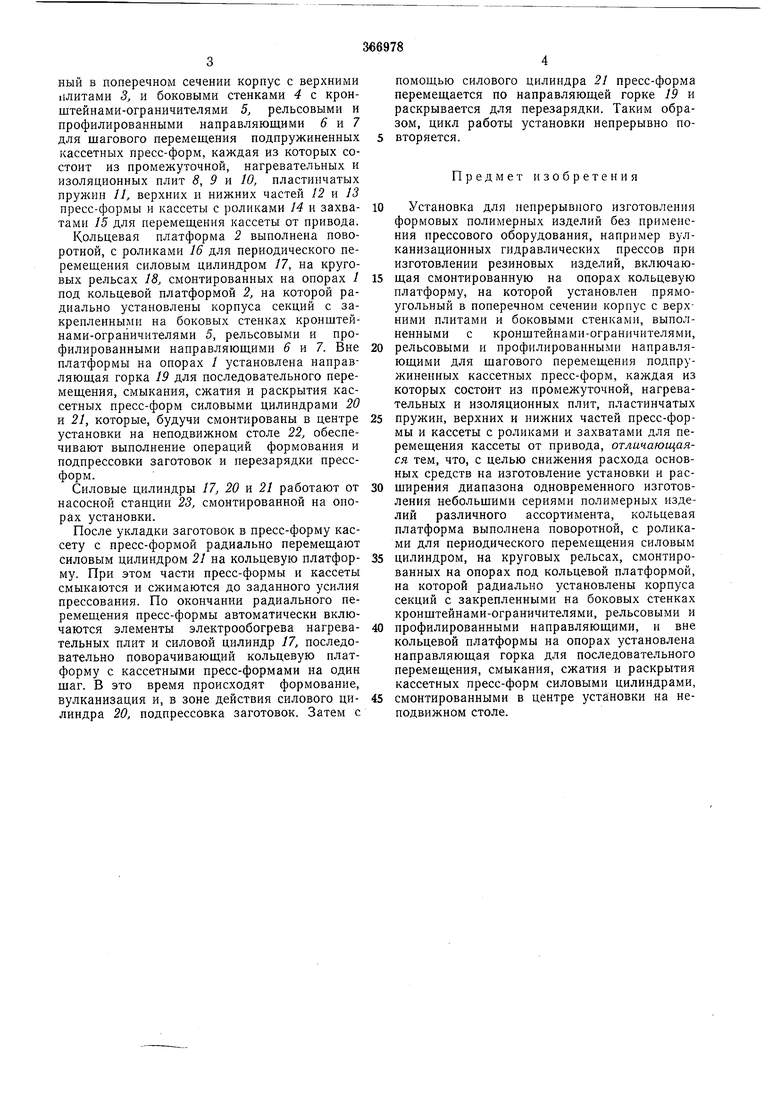
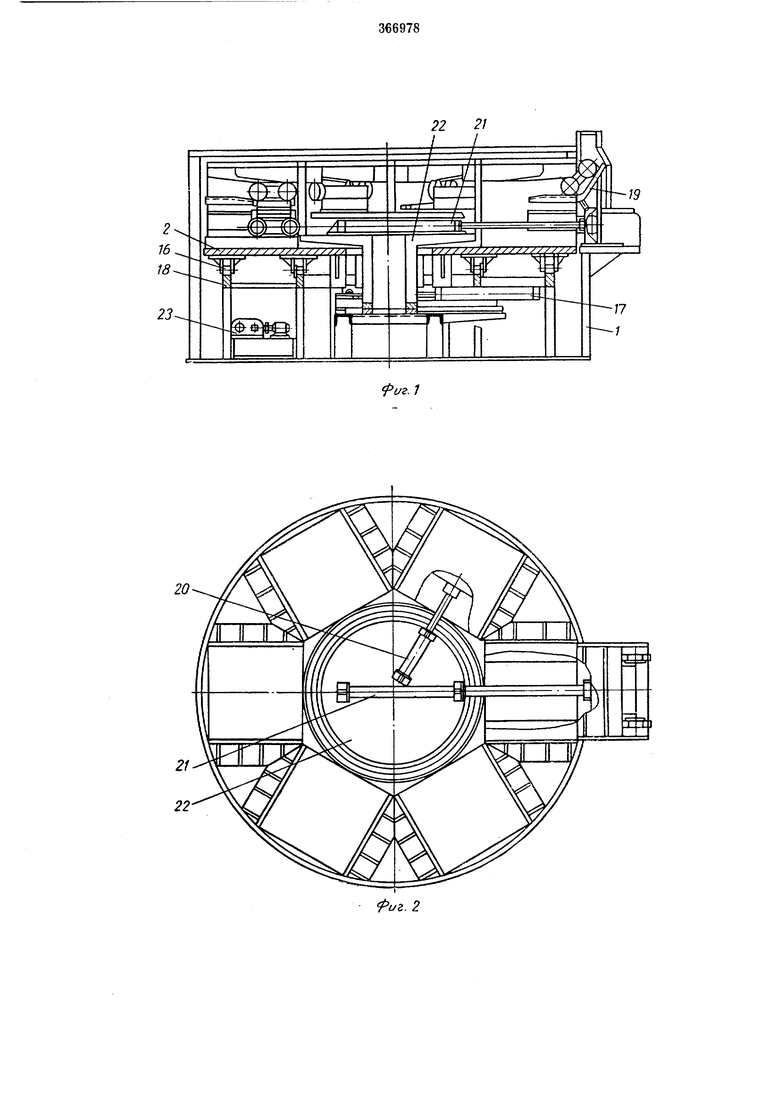
Па фиг. 1 и 2 показана установка в разрезе
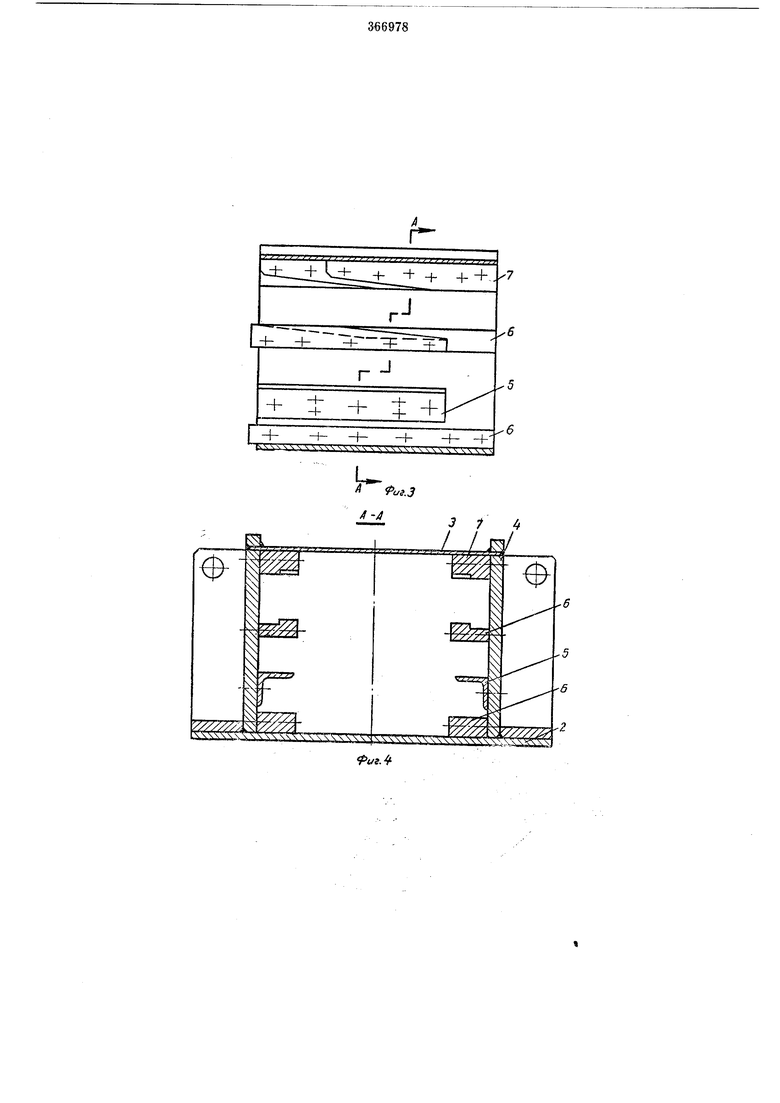
и в плане; на фиг. 3 и 4 - продольный и поперечный разрезы корпуса секции; на фиг. 5 и 6 - кассетная пресс-форма в поперечном и частично продольном разрезах. Па опорах / смонтирована кольцевая платформа 2, на которой установлен прямоугольный в поперечном сечении корпус с верхними 11литами , и боковыми стенками 4 с кронштейнами-ограничителями 5, рельсовыми и профилированными направляющими и 7 для шагового перемещения подпружиненных кассетных пресс-форм, каждая из которых состоит из промежуточной, нагревательных и изоляционных плит §, 9 и 10, пластинчатых пружин //, верхних и нижних частей 12 и /3 пресс-формы и кассеты с роликами 14 и захватами /5 для перемещения кассеты от привода.
Кольцевая платформа 2 выполнена поворотной, с роликами 16 для периодического перемещения силовым цилиндром /7, на круговых рельсах 18, смонтированных на опорах / под кольцевой платформой 2/ на которой радиально установлены корпуса секций с закрепленными на боковых стенках кронштейнами-ограничителями 5, рельсовыми и профилированными направляющими и 7. Вне платформы на опорах I установлена направляющая горка 19 для последовательного перемещения, смыкания, сжатия и раскрытия кассетных пресс-форм силовыми цилиндрами 20 и 21, которые, будучи смонтированы в центре установки на неподвижном столе 22, обеспечивают выполнение операций формования и подпрессовки заготовок и перезарядки прессформ.
Силовые цилиндры П, 20 и 21 работают от насосной станции 23, смонтированной на опорах установки.
После укладки заготовок в пресс-форму кассету с пресс-формой радиально перемещают силовым цилиндром 21 на кольцевую платформу. При этом части пресс-формы и кассеты смыкаются и сжимаются до заданного усилия прессования. По окончании радиального перемещения пресс-формы автоматически включаются элементы электрообогрева нагревательных плит и силовой цилиндр 17, последовательно поворачивающий кольцевую платформу с кассетными пресс-формами на один шаг. В это время происходят формование, вулканизация и, в зоне действия силового цилиндра 20, подпрессовка заготовок. Затем с
помощью силового цилиндра 21 пресс-форма перемещается по направляющей горке 19 и раскрывается для перезарядки. Таким образом, цикл работы установки непрерывно повторяется.
Предмет изобретения
Установка для непрерывного изготовления формовых полимерных изделий без применения прессового оборудования, например вулканизационных гидравлических прессов при изготовлении резиновых изделий, включающая смонтированную на опорах кольцевую платформу, на которой установлен прямоугольный в поперечном сечении корпус с верхними плитами и боковыми стенками, выполненными с кронштейнами-ограничителями,
рельсовыми и профилированными направляющими для шагового перемещения подпружиненных кассетных пресс-форм, каждая из которых состоит из промежуточной, нагревательных и изоляционных плит, пластинчатых
пружин, верхних и нижних частей пресс-формы и кассеты с роликами и захватами для перемещения кассеты от привода, отличающаяся тем, что, с целью снижения расхода основных средств на изготовление установки и расширения диапазона одновременного изготовления небольшими сериями полимерных изделий различного ассортимента, кольцевая платформа выполнена поворотной, с роликами для периодического перемещения силовым
цилиндром, на круговых рельсах, смонтированных на опорах под кольцевой платформой, на которой радиально установлены корпуса секций с закрепленными на боковых стенках кронштейнами-ограничителями, рельсовыми и
профилированными направляющими, и вне кольцевой платформы на опорах установлена направляющая горка для последовательного перемещения, смыкания, сжатия и раскрытия кассетных пресс-форм силовыми цилиндрами,
смонтированными в центре уста:новки на неподвижном столе.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНО-ЛИТЬЕВОЙ РОТОРНЫЙ АГРЕГАТ | 1967 |
|
SU200144A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОНДИТЕРСКИХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2021 |
|
RU2756122C1 |
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
| Автоматизированная линия для многопереходной штамповки | 1986 |
|
SU1344471A1 |
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| Кассетная установка | 1978 |
|
SU727448A1 |
| Установка для непрерывного формования и вулканизации резиновых изделий | 1964 |
|
SU461842A1 |
| Установка для прессования многослойных бетономозаичных плит | 1981 |
|
SU973370A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ | 1973 |
|
SU405718A1 |

3 f tt I I
иг.6
