1
Известен способ калибровки металла в валках с прямоугольными калибрами.
В предлагаемом способе, с целью увеличения угла захвата и обжатий, выпуск калибра на рабочих валках клети по всей или части поверхности его боковых стенок выполнен отрицательным, кроме того, отрицательный выпуск выполняют на одном из валков, а положительный - на другом. При пластической деформации металл за счет уширения заполняет калибр у его дна и со стороны боковых стенок калибра на прокат действуют дополнительные силы, направленные в направлении движения полосы.
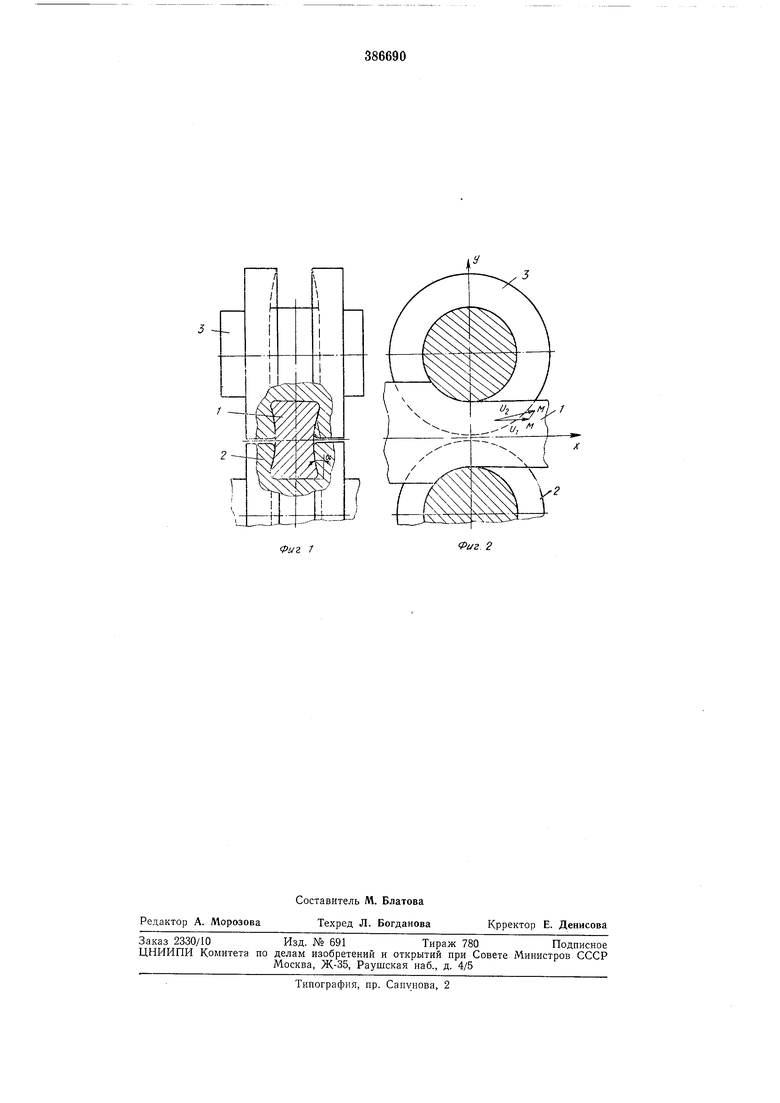
На фиг. 1 и фиг. 2 изображен предлагаемый валок с калибром.
Устройство содержит прокатываемую полосу 1, а также рабочие валки 2 и 5 с отрицательным выпуском.
Полоса при деформации уширяется и принимает форму, показанную на фиг. 1. В зоне контакта проката с боковыми стенками калибров возникают силы, действующие на полосу вдоль осей «X и «Y. Эти силы направлены со стороны валка 2 в направлении разности скоростей полосы У и стенок калибра Vz - в направлении МЛ. Эта сила уменьшает давление металла на валки и увеличивает момент прокатки.
При пробуксовках полоса останавливается
или ее скорость V уменьшается и тогда силы со стороны валков направлены вдоль УЬ т. е. в направлении прокатки, обеспечивая движение полосы. Использование в валках калибров с отрицательным выпуском создает сильное сцепление валков с полосой на участке, где обжатия полосы уже нет, эти силы являются дополнительными к силам трения резервам, обеспечивающим прокатку при высоких
углах захвата и обжатия.
Величина отрицательного выпуска порядка 1-5°.
При бесконечной прокатке, например при прокатке непрерывного слитка, применяют
валки, один из которых выполнен с положительными, а другой - с отрицательным выпуском, что создает момент, действующий на слиток, после его выхода из кристаллизарра.
Предмет изобретения
1.Способ калибровки металла в валках с прямоугольными калибрами, отличающийся тем, что, с целью увеличения угла захвата и
обжатий, выпуск калибров валков, по крайней мере на части поверхности их боковых стенок выполняют отрицательными.
2.Способ по п. 1, отличающийся тем, что отрицательный выпуск выполняют на одном
из валков, а положительный - на другом.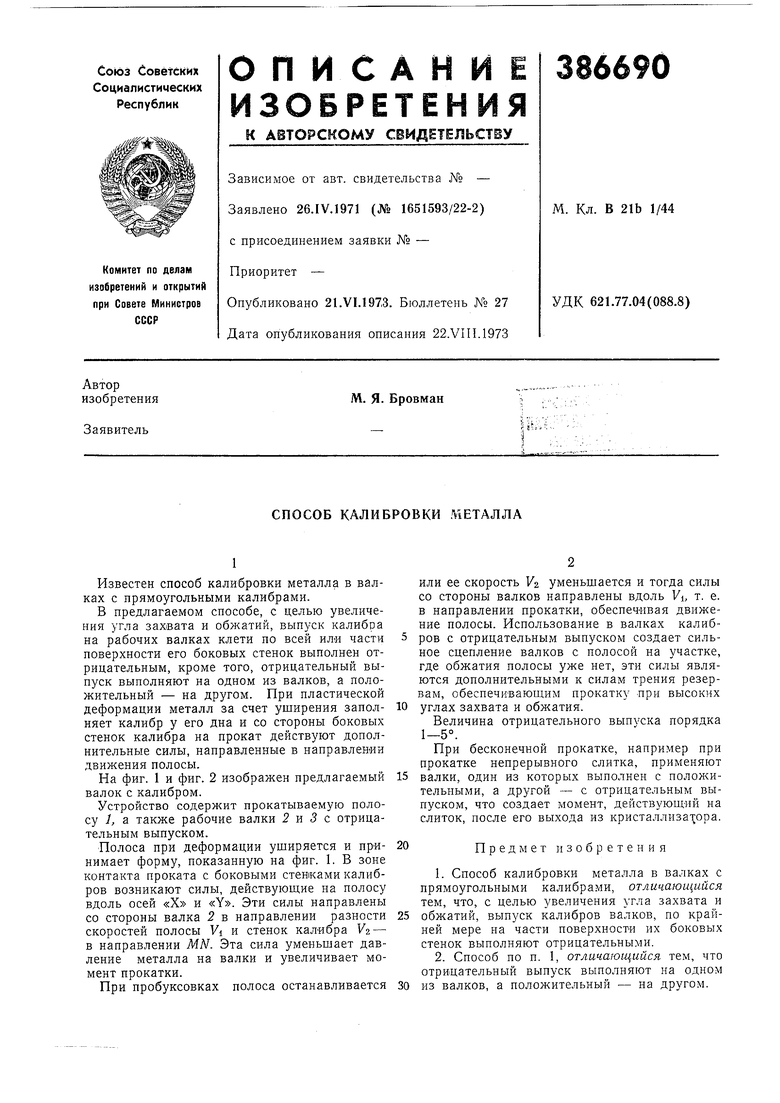
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КРУГЛОГО СЕЧЕНИЯ | 1999 |
|
RU2170150C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| Система калибров для прокатки шестигранной стали крупных сечений | 1989 |
|
SU1712012A1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 1996 |
|
RU2088349C1 |
| Способ изготовления двутавровых балок | 1979 |
|
SU904813A1 |
| Способ горячей прокатки полос переменного поперечного сечения | 1987 |
|
SU1482739A1 |
| СИСТЕМА КАЛИБРОВКИ ПЕРВЫХ ДВУХ КЛЕТЕЙ СОРТОПРОКАТНОГО СТАНА | 1992 |
|
RU2070446C1 |
| Способ реверсивной прокатки сплошных круглых профилей | 1991 |
|
SU1817709A3 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |