Изобретение относится к прокатному производству и предназначено для использования при производстве фасонных профилей типа швеллеров.
Известен балочный способ прокатки швеллеров, по которому для прокатки балок и швеллеров одинакового размера используют общие разрезные и черновые калибры (3 - 4 калибра). После получения в этих калибрах чернового двутаврового профиля прокатку ведут в швеллерных калибрах с прямыми полками и шейкой с выпуском 2 - 3% без чередования обработки фланцев. При этом высокие ложные фланцы подвергаются интенсивному обжатию, а для контроля высоты действительных фланцев используется один закрытый контрольный калибр [1].
Этот способ имеет ряд существенных недостатков: вследствие обжатия излишне ложных фланцев получается большая неравномерность деформации металла, увеличивается расход электроэнергии и износ валков; из-за малых выпусков калибров увеличивается глубина переточки валков, сокращается срок службы валков.
Известен корытный способ прокатки, при котором применяют прямоугольные швеллервые калибры с прямой шейкой и увеличенным выпуском до 10 - 15%. В разрезном калибре глубину разрезного клапана со стороны ложных фланцев делают меньше чем со стороны действительных фланцев. Высоту полок контролируют обычно в двух полузакрытых контрольных калибрах - черновом и предчистовом. У всех калибров, вплоть до предчистового, применяют выпуск 10 - 15%, а в чистовом 1,5 - 2,0%. При прокатке по этому способу угол между стенкой и наружной гранью фланца в черновых и предчистовых калибрах составляет более 90o и уменьшается только в чистовом проходе за счет сгибания отогнутых полок [2] . При этом возникают трудности при входе раската в чистовой калибр, поскольку ширина его по отогнутым фланцам получается больше соответствующей ширины чистового калибра. Для устранения этого недостатка в предчистовом и контрольном калибрах выпуск уменьшают до 5 - 8%. Другим недостатком корытного способа прокатки швеллеров является то, что малый выпуск чистового калибра сокращает срок службы чистовых валков и делает практически невозможным прокатку швеллеров с параллельными гранями полок.
Наиболее современным является способ прокатки швеллеров с применением калибров с прямыми полками и изогнутой стенкой. В таких калибрах выпуск увеличивается до 20 - 40%, а угол между средней линией стенки и наружной гранью фланцев сохраняют равным 90o. При этом в черновых калибрах применяют выпуск до 40%, а в предчистовом и чистовом калибрах 10 - 15% [3].
Недостатком является то, что для получения окончательной формы швеллера, прокатанный чистовой профиль с изогнутой стенкой правят на специальном дополнительном устройстве. Готовый швеллер получают непосредственно на стане, применяя горячую гибку чистового профиля в универсальном швеллерном калибре. При этом все чистовые размеры швеллера получают в предыдущем калибре с изогнутой стенкой и выпуском 25 - 30%. Такой способ прокатки швеллеров реализован на полунепрерывном стане "600" Коммунарского металлургического завода и на непрерывном стане "450" Западно-Сибирского металлургического комбината.
Известна развернутая калибровка швеллера, которая включает ряд кривополочных калибров, а также предчистовой контрольный и чистовой калибр с прямыми полками. У развернутых калибров выпуск прямолинейной части фланца составляет 55 - 100%. Стенку калибра при прокатке швеллеров малых и средних размеров также выполняют криволинейной, а при прокатке крупных швеллеров средний участок делают прямолинейным.
Первые по ходу прокатки развернутые калибры по форме близки к полосовым, в последующих калибрах производится постепенное сгибание криволинейных фланцев. Прямополочные предчистовые калибры имеют выпуски 20 - 40%, чистовой калибр 1 - 3%.
Способы сгибания и развернутой калибровки при прокатке швеллеров очень схожи [4, 5].
К недостаткам этих способов можно отнести увеличение ширины калибров при значительном развороте полок (вследствие чего на бочке валков можно разместить меньшее число калибров), а также тяжелые условия ввода полок с развернутыми фланцами в прямолинейный калибр, что вызывает необходимость применения сложных вводных проводок для задачи и удерживания полочки в прямоугольном калибре. Такие проводки наряду с направлением полосы в калибр должны подгибать фланцы, вследствие чего быстро изнашиваются и расстраиваются. Условия самоцентрирования и устойчивости раската в полосовых и развернутых калибрах хуже, чем в прямополочных, что может привести к браку профиля.
Наиболее близким по технической сущности к предлагаемому является способ прокатки швеллеров фирмы "Маннесманн Демак". В этом способе первый проход производится в черновом разрезном калибре, второй проход в черновом полузакрытом швеллерном калибре с выпуском 3%, третий проход в черновом швеллерном универсальном калибре с уклоном 0%, четвертый проход в черновом универсальном швеллерном калибре с уклоном полок 0%, пятый проход в контрольном полузакрытом швеллерном калибре с выпуском 5%, далее с шестого по десятый проходы чередуются в контрольных двухвалковых калибрах с выпуском 5% и универсальном четырехвалковом калибре с уклоном полок 0%, а заключительный проход проводят в чистовом швеллерном калибре [6]. У этого способа также имеется ряд недостатков:
1) задача полосы из универсального калибра с уклоном полок 0% в контрольный полузакрытый с уклоном полок 5% затруднена и может привести к авариям;
2) работает вся поверхность вертикальных роликов (в универсальном калибре), что нерационально и позволяет использовать их только раз в кампанию до износа;
3) маленький выпуск - 5% приводит к глубокому врезу в валки, что снижает стойкость и прочность валков.
Задачей изобретения является разработка специальных калибров и технологии прокатки швеллеров, позволяющих обеспечить стабильный высокоэффективный процесс прокатки с получением швеллеров различного сортимента улучшенного качества.
Поставленная задача достигается тем, что прокатку ведут во вспомогательных и универсальных клетях, причем уклон полок во всех калибрах, кроме чистового, постоянный и равен 25% по отношению к вертикальной оси, что обеспечивает равномерную проработку стенки и полок профиля.
Кроме того, в универсальных калибрах используют вертикальные ролики с двумя рабочими поверхностями, симметрично расположенными по разные стороны горизонтальной оси, при этом при достижении допустимого износа ролик переворачивают на 180o.
В предложенном изобретении устраняются недостатки известных способов прокатки швеллеров благодаря использованию калибров с постоянным углом наклона полок по отношению к вертикальной оси.
Сущность предлагаемого технического решения поясняется чертежами и прилагаемой таблицей.
На фиг. 1 показана схема прокатки исходной заготовки на обжимной клети "1300"/;
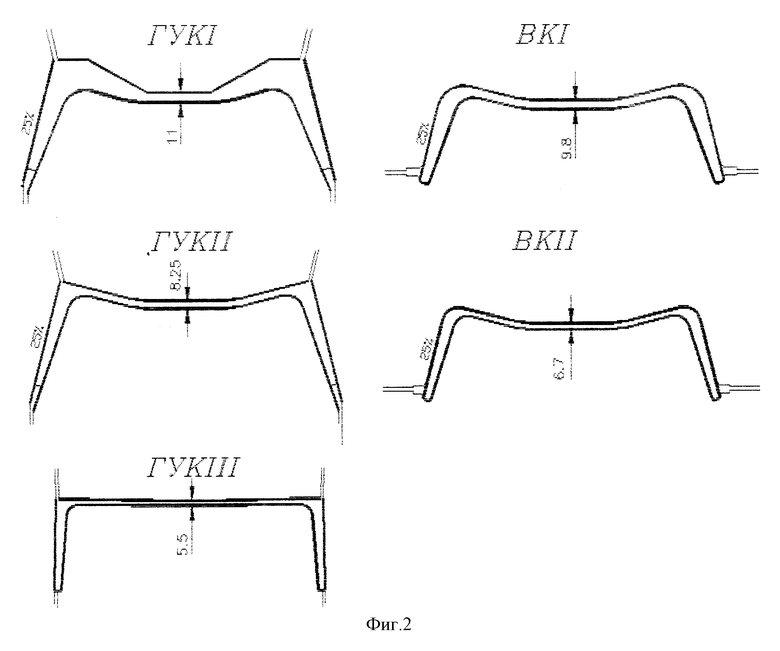
на фиг. 2 показана схема прокатки швеллерной заготовки в универсальных калибрах;
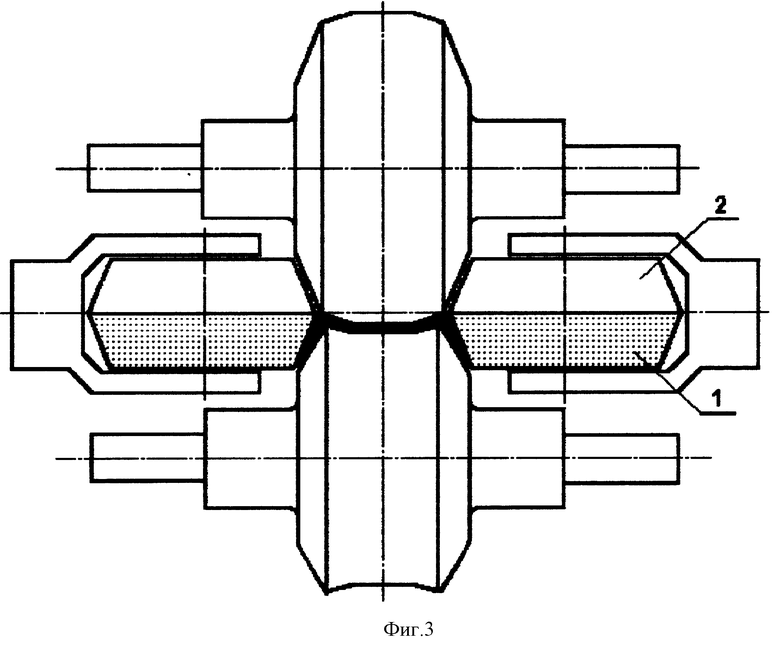
на фиг. 3 показана схема расположения валков в универсальной клети.
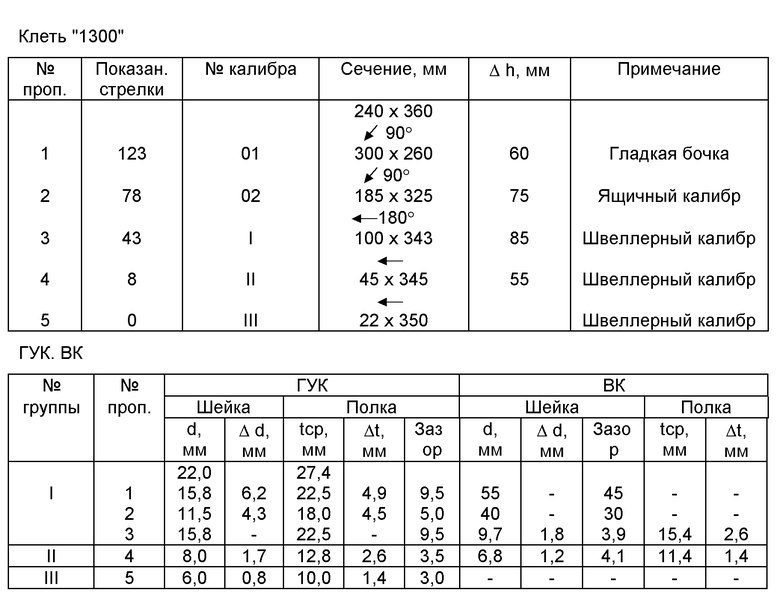
В таблице показаны режимы прокатки швеллера N 27.
Особенностью калибровки валков во вспомогательных и универсальных клетях является то, что угол наклона полок во всех калибрах сохраняется постоянным, что обеспечивает высокую технологичность и надежность задавания прокатываемой заготовки в калибр.
В процессе опытно-промышленного опробования предлагаемого способа прокатки удалось получить оптимальный уклон в 25% полок к вертикальной оси.
Именно при таком угле наклона полок металл обжимается равномерно и без достижения критических пиков растягивающих напряжений на поверхности заготовки, чем и обеспечивается равномерная проработка стенок и полок профиля. Во вспомогательных двухвалковых реверсивных прокатных клетях (ВК) расположены закрытые консольные калибры, которые выполняют функцию окончательного выравнивания профиля после прокатки в открытых четырехвалковых калибрах универсальных клетей (ГУК).
При одновременном противонаправленном смещении локальных обжатий по внутренней и внешней поверхностям стенки и полок слои металла, примыкающие к наружной и внутренней поверхностям в сечении заготовки, испытывают противонаправленные сдвиговые деформации относительно друг друга, что оказывает положительное влияние на формирование профиля. По этой причине интенсивность течения металла утолщения средней части стенки по ее внутренней поверхности в вытяжку уменьшается. В то же время вытяжка металла прифланцевых участков стенки увеличивается за счет смещения металла утолщений прифланцевых участков по наружной поверхности стенки к углам профиля. Таким образом, по предлагаемому способу прокатки во вспомогательных и универсальных клетях вытяжка металла по ширине стенки и фланцев выравнивается, что позволяет гарантированно получать прокат с заданными геометрическими размерами.
Кроме того, для увеличения производительности стана и увеличения срока службы роликов универсальный калибр устроен таким образом, что работает только одна половина вертикального ролика. По мере выхода из строя по износу ролик переворачивают на 180o и далее работает уже другая (резервная) поверхность, т.е. срок службы вертикальных роликов таким образом увеличивается в два раза. Еще одной особенностью предложенной технологии прокатки является то, что полученный швеллер обладает прямолинейностью и не требует дополнительной холодной правки в роликоправильной машине.
В результате использования способа повышается качество готовых профилей и уменьшается их отбраковка по дефектам геометрической формы профиля.
Осуществление предлагаемого технического решения рассмотрим на конкретном примере прокатки швеллера с полкой 270 мм (см. таблицу).
Пример.
Для производства швеллера N 27 используют заготовку сечением 240 x 360 мм.
После нагрева до температуры 1250oС заготовки выдаются в прокат. Они поступают в обжимную клеть "1300", где производят пять проходов с устойчивым уплотнением и хорошей деформационной проработкой структуры металла, что положительно сказывается на качестве готового проката. Первый проход производят в ящичном калибре O1 с обжатием до размеров 260 x 300 мм, затем производится кантовка на 90o и второй проход в ящичном калибре O2 с обжатием 75 мм до размеров 185 x 325 мм. Опять перекантовка на 180o и производится третий проход в открытом швеллерном калибре 1 с изогнутой стенкой и уклоном полок 25% с обжатием 85 мм до размеров 100 x 343. Следующий проход производится в открытом швеллерном калибре II с изогнутой стенкой и уклоном полок 25% с обжатием 55 мм до размеров 45 x 345 мм. Пятый проход производится в открытом швеллерном калибре III с изогнутой стенкой и уклоном 25% с обжатием 23 мм до размеров 22 x 350 мм (см. фиг. 1).
После этого проводят реверсивную прокатку на первой группе клетей: вспомогательная клеть (ВК) - универсальная клеть (УК) в режиме несинхронной работы в последовательности: шестой проход в универсальном калибре с изогнутой стенкой и уклоном полок 25% с обжатием стенки 6,2 мм и полки 4,9 мм до размеров стенки 15,8 мм, полок 22,5 мм; седьмой проход в универсальном калибре с изогнутой стенкой и уклоном полок 25% с обжатием стенки 4,3 мм, полки 4,5 мм до размеров стенки 11,5 мм, полки 18,0 мм; а в ВК клети - холостой; восьмой проход в контрольном швеллерном полузакрытом калибре до размеров стенки 9,7 мм полки 15,4 мм, а УК - холостой.
При одновременном противонаправленном смещении локальных обжатий по внутренней и внешней поверхностям стенки и полок слои металла, примыкающие к наружной и внутренней поверхностям в сечении заготовки, испытывают противонаправленные сдвиговые деформации относительно друг друга, что оказывает положительное влияние на формирование профиля.
Далее синхронная прокатка - 9 и 10 проходы с тем же уклоном полок в 25% до получения окончательных размеров швеллера - 270 мм (см. фиг. 2).
Чередование универсальных калибров с контрольными полузакрытыми позволяет вести бездефектную прокатку с равномерными обжатиями и одинаковыми вытяжками стенок и полок, а также обратных углов.
Значительный и постоянный уклон полок, равный 25%, позволяет удерживать устойчиво раскат в калибре, хорошо прорабатывать полки в контрольных калибрах и снизить величину вреза в контрольные калибры, что позволяет получать швеллер любого размера и хорошего качества.
Кроме того, универсальный калибр устроен так, что при прокатке работает только одна половина вертикального ролика, и при износе ролик переворачивается и дальше уже работает другая (резервная) часть ролика, что способствует увеличению срока службы вертикальных роликов в 2 раза (см. фиг. 3).
Благодаря использованию предложенного технического решения получается швеллер, который обладает прямолинейностью и не требует дополнительной правки.
Заявляемое изобретение является новым, т.к. не известно аналогов из отечественных и зарубежных источников информации.
По имеющимся у заявителя данных в известных решениях отсутствуют признаки, сходные с признаками, которые присущи предлагаемому техническому решению, что позволяет сделать вывод о его соответствии признаку "изобретательский уровень".
Использование предлагаемого технического решения в цехе широкополочных балок ОАО "Нижнетагильский металлургический комбинат" подтверждает соответствие критерию "промышленная применимость".
Список использованной литературы
1. Виноградов А.П., Виноградова Г.А. "Калибровка прокатных станов", М., Металлургиздат, 1950 г., стр. 340.
2. Бахтинов Б.П., Штернов М.М. "Калибровка прокатных валков", М., Металлургиздат, 1953 г.
3. Чекмарев А.П., Мутьев М.С. и др. "Калибровка прокатных валков", М., Металлургиздат, 1971 г., стр. 506.
4. Жадан В.Т., Стефанов В.Е. "Эффективный способ прокатки фасонных профилей", М., Металлургия, 1970 г., стр. 216.
5. Старченко Д.И. "Развернутая калибровка фасонных профилей", М., Металлургиздат, 1952 г., стр. 247.
6. Рекламный буклет фирмы "Маннесманн Демак".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| СПОСОБ КАЛИБРОВКИ ШВЕЛЛЕРОВ | 2004 |
|
RU2268788C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1998 |
|
RU2132247C1 |
| Способ прокатки швеллерной стали | 1980 |
|
SU869870A1 |
| СПОСОБ ПРОИЗВОДСТВА ФАСОННЫХ ПРОФИЛЕЙ | 2001 |
|
RU2212288C1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВ | 2009 |
|
RU2403996C1 |
| Способ прокатки швеллеров | 1984 |
|
SU1186293A1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1994 |
|
RU2060845C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2096099C1 |
| СПОСОБ ПРОКАТКИ КРУПНЫХ ШВЕЛЛЕРОВ В ЧЕРНОВЫХ КАЛИБРАХ | 2005 |
|
RU2294246C1 |
Изобретение относится к прокатному производству и предназначено для использования при производстве фасонных профилей типа швеллеров. Задачей изобретения является разработка специальных калибров и технологии прокатки швеллеров, позволяющих обеспечить стабильный высокоэффективный процесс прокатки с получением швеллеров различного сортамента улучшенного качества. Поставленная задача достигается тем, что прокатку ведут во вспомогательных и универсальных клетях, причем уклон полок во всех калибрах (кроме чистового) постоянный и равен 25% по отношению к вертикальной оси, что обеспечивает равномерную проработку стенки и полок профиля. Кроме того, вертикальные ролики в универсальных калибрах выполнены двойного исполнения, а именно с двумя рабочими поверхностями, симметрично расположенными по разные стороны горизонтальной оси ролика, при этом работает одна поверхность ролика до допустимого износа, далее ролик переворачивают на 180° и уже работает другая поверхность. Изобретение обеспечивает устойчивое удержание раската в калибре, проработку полок и снижение величины вреза в контрольные калибры. 1 з.п. ф-лы, 1 табл., 3 ил.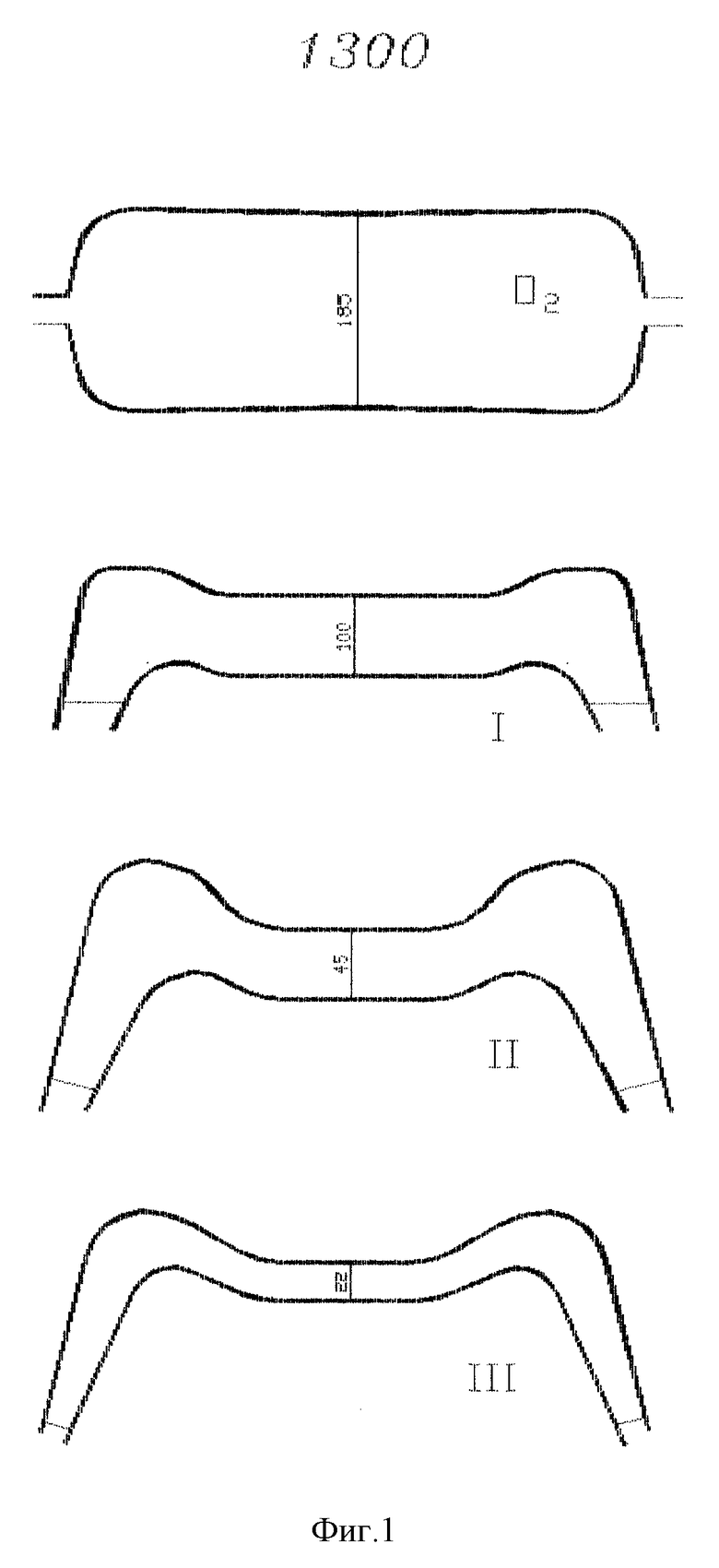
| РАКЕТА-НОСИТЕЛЬ | 1996 |
|
RU2111903C1 |
| ИЛЮКОВИЧ Б.М | |||
| и др | |||
| Прокатка фасонных профилей для машиностроения | |||
| - М.: Металлургия, 1983, с | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| 0 |
|
SU156910A1 | |
| Флюс для пайки печатных плат | 1972 |
|
SU481388A1 |
| Способ прокатки швеллерной стали | 1980 |
|
SU869870A1 |
| Способ прокатки швеллеров | 1980 |
|
SU908430A1 |
| Способ прокатки швеллеров | 1982 |
|
SU1053916A1 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1993 |
|
RU2103078C1 |
| Способ получения пористого стекла | 1988 |
|
SU1544737A1 |
| DE 3419501 A1, 28.11.1985. | |||

