Изобретение относится к прокатному производству и признано для использования при прокатке круглых заготовок.
Известен способ прокатки круглых профилей, включающий деформирование раскатов последовательно в черновых, предчистовом плоском овальном и чистовом круглом калибре [1].
Недостатком этого способа является неравномерная по ширине деформация плоского овального раската в круглом калибре и большая склонность к переполнению круглого калибра. При недостаточном заполнении этого калибра на боковой поверхности круглого раската получается вертикальный участок (так называемая "лыска"), что снижает качество проката. Известен способ прокатки круглых профилей, включающий последовательное деформирование раската в черновых, предчистовом овальном и чистовом круглом двухвалковых калибрах, при этом в чистовом калибре прокатывают предчистовой раскат с соотношением ширины и радиуса кривизны контура поперечного сечения в его средней части 1,2 - 1,8 [2].
Недостатком этого способа является трудность получения точного круглого профиля с постоянной кривизной поверхности в поперечном сечении, что требует учета формоизменения участка поверхности овального раската, соответствующего разъему чистового калибра. При неправильном выборе обжатия в чистовом калибре кривизна участка поверхности круглого профиля, соответствующего зазору между валками в чистовом калибре, отличается от общей кривизны поверхности, в поперечном сечении профиля.
Известен способ получения круглой стали, при котором прокатку заготовки прямоугольного сечения производят в 2-ящичных калибрах с вогнутым дном одинаковой формы, а затем в вертикальном и горизонтальном калибрах восьмигранной формы с закругленными вершинами. При этом определенные вершины 2-го и 3-го калибров, а также 3-го и 4-го калибров должны быть между собой равны. На завершающем этапе осуществляют прокатку в квадратном диагональном, овальном и круглом калибрах. Кантовку на 90o осуществляют после 2, 3, 4 и 6-го калибров, а на 45o - после 5-го калибра. Улучшение качества поверхности круглой стали достигается созданием условий для течения металла, уменьшающего морщинообразование [3]. К основным недостаткам такой прокатки относится значительная неравномерность деформации по ширине раската и неравномерное распределение коэффициентов вытяжки между овальным и квадратным калибром.
Неравномерное обжатие по ширине раската имеет место как в овальном, так и в квадратном калибрах и вызывает увеличение износа валков и расхода электроэнергии на прокатку. Из-за больших обжатий по краям квадратной полосы в овальном калибре на боковой поверхности раската могут получаться складки, снижающие качество готового профиля. Коэффициент вытяжки в овальном калибре всегда больше, чем в квадратном, вследствие чего получается неравномерная силовая загрузка оборудования стана, а также неравномерная выработка этих калибров, что оказывает влияние на качество поверхности проката.
Наиболее близким по технической сущности к предлагаемому является способ прокатки круглых профилей, состоящий из системы калибров "прямоугольник - круг" из круглой заготовки. Прокатка производится в четырехвалковом ребровом калибре прямоугольного профиля с выпуклыми рабочими поверхностями горизонтальных валков, а затем в двухвалковом круглом калибре.
Проволока или пруток задается в калибр, образованный валками, имеющими выпуклые рабочие поверхности, при отношении высоты калибра к его ширине в пределах 1,1 - 1,8. Затем полоса в форме невыполненного четырехранника прокатывается в круглом 2-валковом калибре.
При прокатке круглой заготовки в прямоугольном четырехвалковом калибре очаг деформации за счет неравенства высоты и ширины калибра делится на двухвалковую и четырехвалковую зоны. Для уменьшения длины очага деформации двухвалковой зоны и увеличения четырехвалковой, в предложенной системе валки с меньшим диаметром выполнены с выпуклой поверхностью.
Такая геометрия валков необходима еще с точки зрения повышения устойчивости при прокатке прямоугольной полосы в круглом двухвалковом калибре. Кроме того, обязательным условием прокатки является взаимное расположение четырехвалкового и двухвалкового калибров, а именно калибры должны располагаться так, что оси валков четырехвалкового калибра, имеющие выпуклую поверхность, параллельны осям валков круглого калибра [4].
К недостаткам такого способа прокатки можно отнести неравномерную по ширине деформацию раската в форме невыполненного четырехгранника в чистовом круглом 2-валковом калибре. В этом случае прямая деформация происходит в 2-х взаимопротивоположных направлениях от дна 2-валкового чистового круглого калибра, что не позволяет качественно проработать структуру, особенно непрерывнолитого металла.
Причем линейные скорости по всему сечению 2-валкового круглого чистового калибра значительно различаются, что приводит к возникновению повышенного трения в калибре и способствует образованию на поверхности готового проката трещин, морщин и закатов. Так же это приводит к повышенному износу калибра и повышенному расходу валков и электроэнергии. Кроме того, быстрый износ 2-валкового чистового калибра отрицательно сказывается на точности геометрических размеров готового проката.
Таким образом, способ прокатки "прямоугольник - круг" с чистовым 2-валковым круглым калибром не обеспечивает гарантированного качества готового проката.
Задачей изобретения является улучшение качества структуры и поверхности круглой заготовки, повышение стабильности технологического процесса и увеличение производительности прокатки.
Поставленная задача решается за счет использования системы калибровки "прямоугольник - квадрат - круг" с чистовым круглым универсальным калибром.
На начальном этапе прямоугольную заготовку прокатывают в открытых ящичных и универсальных квадратных 4-валковых калибрах до получения квадратного раската, а заключительный проход осуществляют в круглом универсальном 4-валковом калибре. Кроме того, соотношение стороны квадратной заготовки к диаметру круглого калибра должно быть как a/D = 0,90 - 0,92. Сущность предлагаемого технического решения поясняется следующим образом.
Прокатка сначала ведется с чередованием ящичных двухвалковых и универсальных четырехвалковых квадратных калибров. Прокатка в ящичных калибрах обладает следующими преимуществами: равномерная деформация металла по ширине профиля; хорошее удаление окалины с боковой поверхности раската; устойчивое положение раската на рольганге при передаче его из калибра в калибр.
Все недостатки прототипа устраняются использованием универсальных 4-валковых квадратных калибров, что позволяет достигать всестороннего сжатия заготовки и хорошей проработки металла. Предчистовой проход делают в квадратном универсальном 4-валковом калибре до получения геометрически правильного квадрата, который кантуется на 45o и далее катается в чистовом круглом универсальном 4-валковом калибре, в котором деформация квадратного раската происходит одновременно в 4-х направлениях т.е. имеем схему напряженного состояния всестороннего обжатия. Одновременная равномерная деформация раската позволяет качественно прорабатывать структуру готового проката, особенно при прокатке непрерывнолитого слитка. Причем соотношение стороны задаваемой квадратной заготовки к диаметру круглого калибра должно быть как a/D = (0,90 - 0,92).
Многочисленными экспериментальными исследованиями установлено, что именно при такой схеме прокатанная заготовка характеризуется достаточно плотной структурой, в которой поры и несплошности практически полностью отсутствуют. А отсутствие пор и несплошностей, являющихся концентраторами опасных растягивающих напряжений, говорит о хорошем качестве прокатанной заготовки.
При соотношении стороны квадрата к диаметру круглого калибра менее 0,90 происходит незаполнение калибра и на готовом прокате получаются плоские площадки, а при соотношении более 0,92 происходит переполнение калибра и на готовом прокате получаются "лыски".
Использование 4-валкового квадратного и чистового круглого калибров позволяет практически исключить разницу в линейных скоростях по всему сечению калибра, что значительно уменьшает работу сил трения в универсальных калибрах с неприводными вертикальными роликами, которые сами подстраиваются под скорость течения металла. Равномерное распределение деформаций приводит к равномерному износу валков, что улучшает качество поверхности проката и увеличивает срок службы валкового парка.
Кроме того, вследствие улучшения условия захвата заготовки снижается количество пробуксовок валков, что дает снижение расхода электроэнергии и повышение производительности прокатки.
Предлагаемое техническое решение прокатки круглых заготовок поясняется чертежом и таблицей:
на чертеже показан универсальный 4-х валковый круглый калибр;
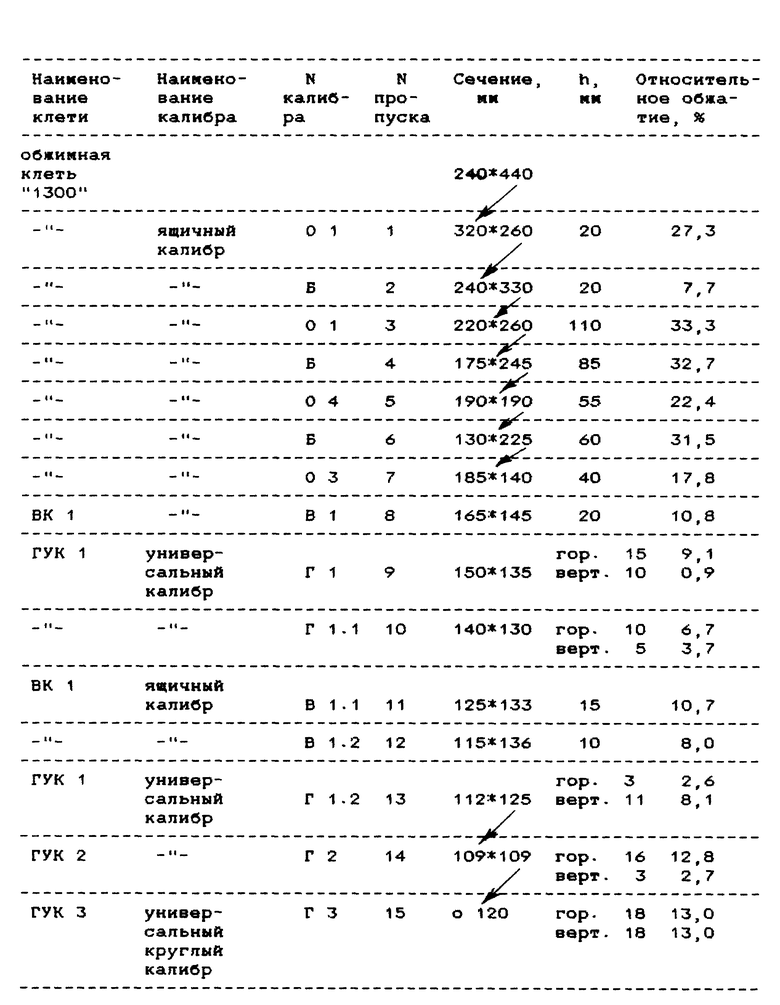
в таблице показана схема прокатки круга из прямоугольной заготовки.
Пример
Рассмотрим пример конкретной реализации способа при прокатке круга диаметром 120 мм из прямоугольной непрерывнолитой заготовки сечением 240 х 440 мм (см. таблицу).
Нагретая заготовка прокатывалась в обжимной клети "1300" по следующей схеме.
Первый проход проводился в ящичном калибре "О1" с обжатием в 27,3% до размеров 320 х 260. Затем производилась кантовка на 90o и следовал второй проход в ящичном калибре "Б" с обжатием в 7,7% до размеров 240 х 330, снова кантовка на 90o и проход в ящичном калибре "О1" с обжатием в 33,3% до размеров 220 х 260, далее проход в ящичном калибре "Б" с обжатием в 32,7% до 175 х 245 мм, далее опять перекантовка и следующий 5-й проход.
Затем еще два прохода с перекантовками и получение заготовки с размерами 185 х 140 мм. Эта заготовка является подкатом для вспомогательной и универсальной клетей, где, чередуя проходы в "ВК-I" и "ГУК-I", получают прямоугольник 112 х 125, а затем за один проход на "ГУК-II" получают квадрат 109 х 109 мм, после чего делают кантовку на 45o и заключительный проход в круглом универсальном 4-валковом калибре "ГУК-III" с получением окончательного профиля круга ⊘ 120 мм.
Предлагаемый способ прокатки "прямоугольник - квадрат - круг" c чистовым универсальным круглым калибром имеет ряд существенных преимуществ перед способом-прототипом.
1) Равномерная одновременная деформация в 4-х направлениях создает схему напряженного состояния всестороннего обжатия, что позволяет более качественно проработать структуру проката. Это не достигается при неравномерной деформации раската по ширине в 2-валковом круглом калибре.
2) В универсальном чистовом круглом калибре за счет отсутствия разницы линейных скоростей по сечению калибра значительно уменьшена работа сил трения, что позволяет получать более качественную поверхность.
3) Благодаря значительному снижению сил трения в 4-валковом калибре с неприводными вертикальными роликами и равномерной деформацией по сечению, значительно снижается износ и соответственно снижается расход валков на 1 тонну проката.
4) В предлагаемом способе достигаются более точные размеры готового профиля, так как по мере износа валков вертикальные и горизонтальные размеры профиля легко регулируются в универсальном калибре, что невозможно в 2-валковом калибре.
5) Предлагаемая схема прокатки "прямоугольник - квадрат - круг" является универсальной, так как позволяет катать профили как квадратного, так и круглого сечения с перевалкой только чистовой клети, что позволяет уменьшить парк валков и сократить простои на перевалке, поэтому повышается производительность прокатки.
Таким образом, благодаря применению ряда технических приемов, удается из прямоугольной заготовки получать качественный готовый профиль.
Оценку точности проката проводили путем замеров диаметра круглого профиля в различных направлениях, причем оказалось, что кривизна поверхности профиля в поперечном сечении была постоянная.
Таким образом, предложенный способ позволяет повысить точность формы готового круглого профиля, получить профиль с постоянной кривизной поверхности в поперечном сечении.
Заявляемое изобретение является новым, т.к. не известно аналогов из отечественных и зарубежных источников информации.
По имеющимся у заявителя данным в известных решениях отсутствуют признаки, сходные с признаками, которые присущи предлагаемому техническому решению, что позволяет сделать вывод о его соответствии признаку "изобретательский уровень".
Опытная проработка и использование предлагаемого технического решения в цехе широкополочных балок ОАО "Нижнетагильский металлургический комбинат" подтверждает соответствие критерию "промышленная применимость изобретения".
Использованная литература
1. Чекмарев А.П. и др. "Калибровка прокатных валков", М., Металлургия, 1971, с. 240.
2. Диомидов Б.Б. и др. "Калибровка прокатных валков", М., Металлургия, 1970, с. 134.
3. А.с. 1636074, B 21 B 1/00, БИ N 11, 1991 г.
4. А.с. 1475742, B 21 B 1/16, БИ N 16, 1989 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ КВАДРАТНЫХ ЗАГОТОВОК | 1992 |
|
RU2012431C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2151657C1 |
| Система калибров для прокатки круглых профилей | 1987 |
|
SU1475742A1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ С ИСПОЛЬЗОВАНИЕМ ТРЕХВАЛКОВЫХ КЛЕТЕЙ НА КРУПНОСОРТОВЫХ И РЕЛЬСОБАЛОЧНЫХ СТАНАХ | 2005 |
|
RU2295405C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 2004 |
|
RU2273534C1 |
Изобретение относится к прокатному производству и предназначено для использования при прокатке круглых заготовок. Задачей изобретения является улучшение качества структуры к поверхности круглой заготовки, повышение стабильности технологического процесса и увеличение производительности прокатки. Поставленная задача решается за счет использования системы калибровки "прямоугольник - квадрат - круг" с чистовым круглым универсальным калибром. Прокатка сначала ведется в ящичных двухвалковых и универсальных 4-валковых квадратных калибрах. Прокатка в универсальных калибрах обладает следующими преимуществами: равномерная деформация металла по ширине профиля, хорошее удаление окалины с боковой поверхности раската, устойчивое положение раската на рольганге при передаче его из калибра в калибр и т.д. На начальном этапе прямоугольную заготовку прокатывают в открытых ящичных и универсальных квадратных 4-валковых калибрах до получения квадратного раската, а заключительный проход осуществляют в круглом универсальном 4-валковом калибре. Кроме того, соотношение стороны квадратной заготовки к диаметру круглого калибра должно быть как а/Д = 0,90 - 0,92. Изобретение обеспечивает получение профиля с постоянной кривизной поверхности в поперечном сечении. 1 ил., 1 табл.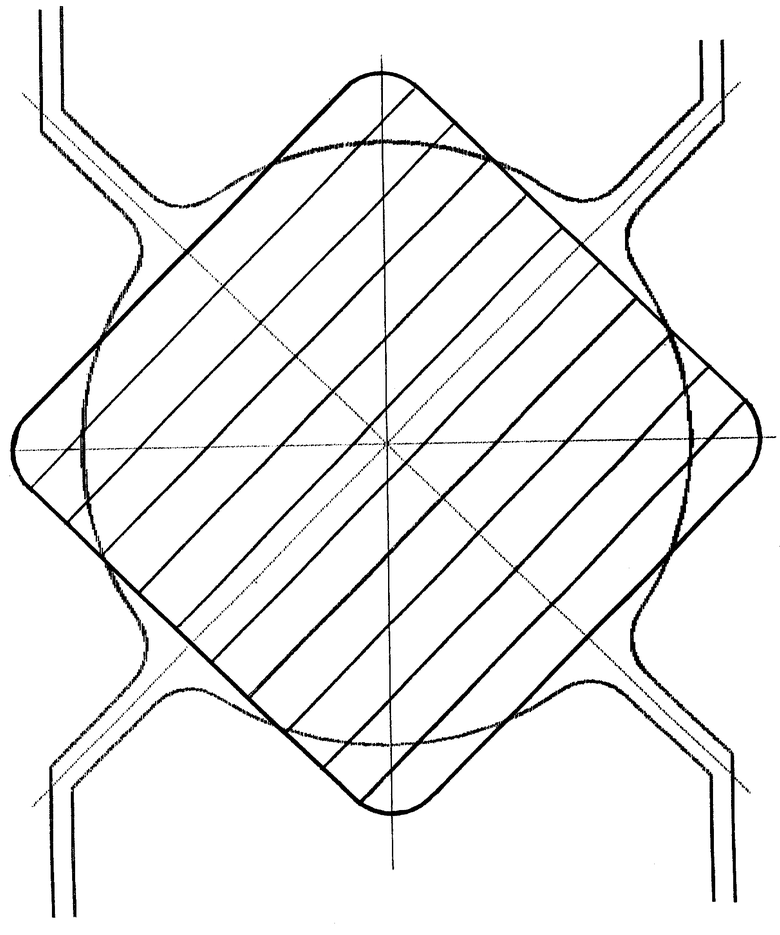
Способ прокатки профилей круглого сечения, включающий последовательное деформирование раската в черновых, предчистовом и чистовом круглом калибрах, отличающийся тем, что для обеспечения точности формы готового круглого профиля по всему сечению и качественной проработки структуры металла прокатку ведут в системе калибров "прямоугольник - квадрат - круг", при этом на начальном этапе прямоугольную заготовку прокатывают в открытых ящичных и универсальных квадратных 4-х-валковых калибрах до получения квадратного раската, а заключительный проход осуществляют в круглом универсальном 4-х-валковом калибре, кроме того, соотношение стороны квадратной заготовки к диаметру круглого калибра должно быть как а/Д = 0,90 - 0,92.
| Система калибров для прокатки круглых профилей | 1987 |
|
SU1475742A1 |
| Способ сдвоенной прокатки сортовых профилей | 1989 |
|
SU1734898A1 |
| SU 1833212 A3, 25.06.1991 | |||
| Способ прокатки круглой стали | 1988 |
|
SU1636074A1 |
| Способ прокатки круглых заготовок | 1987 |
|
SU1438864A1 |
| Способ прокатки круглой стали | 1986 |
|
SU1435328A1 |
| Способ прокатки круглых профилей | 1987 |
|
SU1488036A1 |
| RU 94006920 Al, 27.02.1996 | |||
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРУТКОВ ПРОКАТКОЙ | 1992 |
|
RU2009733C1 |
| СПОСОБ ХИРУРГИЧЕСКОГО ЛЕЧЕНИЯ КРУПНЫХ ПОДПЛЕВРАЛЬНО РАСПОЛОЖЕННЫХ ТУБЕРКУЛЕЗНЫХ КАВЕРН ЛЕГКИХ, НЕ ДРЕНИРУЕМЫХ БРОНХОМ | 2022 |
|
RU2801808C1 |
| СПОСОБ ВЫДЕЛЕНИЯ ЛИПИДОВ С ИСПОЛЬЗОВАНИЕМ УЛЬТРАЗВУКА | 1996 |
|
RU2119347C1 |

