1
Изобретение относится к обработке металлов давлением, а именно к формообразованию трубных изделий в штампах, и может быть использовано для формообразования изделий из сортового проката.
Известны устройства для формовки концов трубных изделий, содержащие верхнюю и нижнюю плиты с смонтированными на них клиновым механизмом, пуансоном и разъемной матрицей. Однако зажимаемая в таких устройствах трубная заготовка может получасть искажения поперечного сечения от чрезмерного усилия зажима, в результате чего необходима последующая калибровка.
Цель изобретения - предотвратить искажение поперечного сечения зажимаемого участка заготовки.
Это достигается тем, что штамп снабжен регулируемым в самоцентрирующим сегментами, смонтированными соответственно на клиновом механизме и верхней половине разъемной матрицы. При этом клиновой механизм имеет возможность перемещения в горизонтальной плоскости.
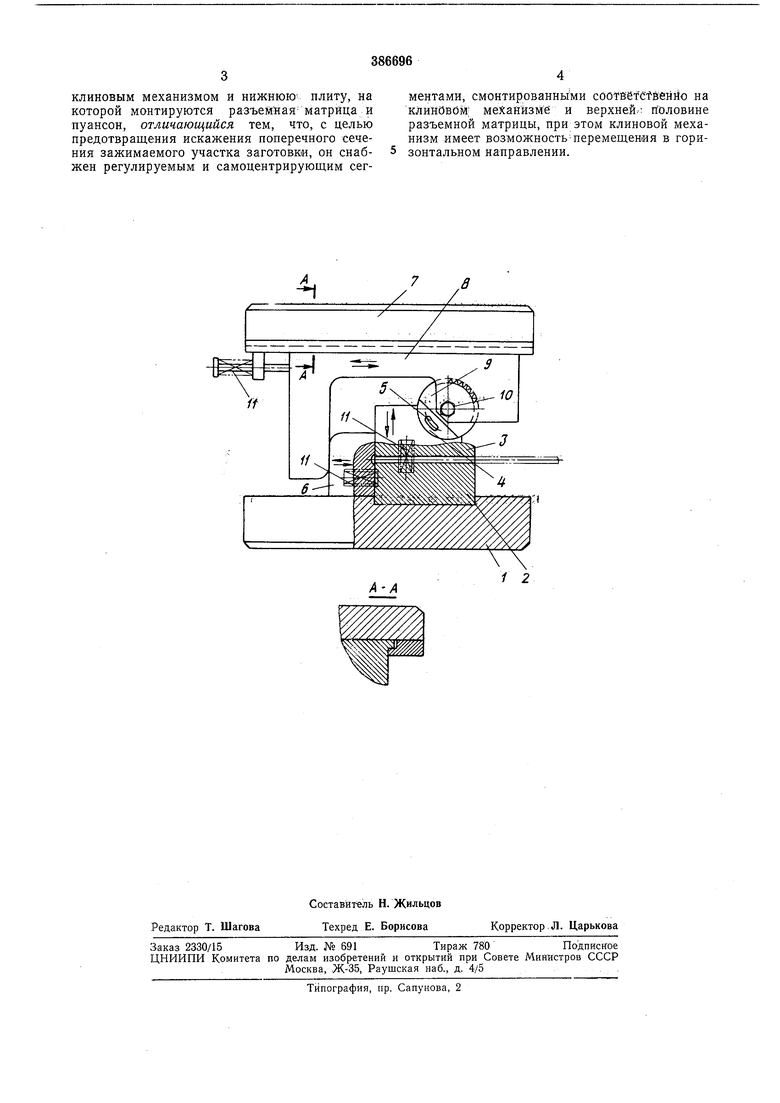
На чертеже показан щтамп, общий вид и разрез по А-Л.
На нижней плите 1 закреплена нижняя половина матрицы 2 и связанная с ней верхняя половина 3 с саморазворачивающимся сегментом 4, имеющим паз. В нем находится штифт 5, позволяющий сегменту разворачиваться на угол в пределах регулирования требуемого усилия зажима. На этой же плите смонтирован подвижный пуансон 6. На верхней плите 7 закреплен клиновой механизм 8 5 с регулируемым сегментом Я закрепленным в корпусе клинового механизма винтами 10.
Штамп снабжен пружинами 11, возвращающими рабочие части в первоначальное положение.
0 Штамп работает следующим образом. При выборе необходимого усилия зажима вынимается винт 10 и сегмент 9 устанавливается относительно насечки клинового механизма на требуемый угол, а затем снова крепится
5 винтом 10.
При смыкании половин штампа верхняя плита 7 передает давление на клиновой механизм, жестко связанный с регулируемым сегментом 9, скользящим по саморазворачиваю0 щемуся сегменту 4, который заставляет смыкаться верхнюю половину матрицы 3 с нижней половиной 2. В результате этого происходит залсим формуемой заготовки. Перемещая сегменты друг относительно друга, приводят в движение клиновой механизм 8 и подвижный пуансон 6, осуществляющий формовку.
Предмет изобретения
0 Штамп для формовки концов труб, содержащий верхнюю плиту с закрепленным на ней
клиновым механизмом и нижнюю плиту, на которой монтируются разъеййая матрица и пуансон, отличающийся тем, что, с целью предотвращения искажения поперечного сечения зажимаемого участка заготовки, он снабжен регулируемым и самоцентрирующим сегментами, смонтированньгми coofBefCfseHHo на кЛинОвом механизме и верхней- половине разъемной матрицы, при этом клиновой механизм имеет возможностьПеремещения в горизонтальном направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для формовки концов труб | 1982 |
|
SU1156771A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Штамп для листовой штамповки | 1984 |
|
SU1247124A1 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ СИЛЬФОНОВ | 2007 |
|
RU2354481C1 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПОЛУЧЕНИЯ ПРЕИМУЩЕСТВЕННО ТРУБНЫХ ИЗДЕЛИЙ С ПЛОСКИМ ФЛАНЦЕМ | 2011 |
|
RU2460604C1 |
| Штамп для высадки утолщений на стержневых заготовках | 1991 |
|
SU1792782A1 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРОЙНИКОВ из ТРУБНЫХЗАГОТОВОК | 1967 |
|
SU199800A1 |