Штампы для формовки тройников из трубных заготовок, содержащие верхнюю и нижнюю обжимные разъемные матрицы, расположенные соответственно на верхней и нижней плитах, и пуансон, установленный на оправке, расположенной в стойках, закрепленных в плите нижней матрицы, известны.
Предложенный штамп отличается от известных тем, что его пуаисон снабжен приводным устройством, выполненным в виде стержня, закрепленного в подвижной траверсе, установленной на колоннах, которые перемещаются в вертикальной плоскости и фиксируются на требуемой высоте при помощи подпятников, смонтированных в ползущке, установленной на плите нижней матрицы, при этом оправка также расположена на ползущках, перемещающихся по стойкам при номощи вмонтированных в них пружин. Для изготовления тройников высокого давления верхняя матрица выполнена в виде двух полуцилиндрических поверхностей, расположенных под углом 8-15° к плоскости разъема так, что высота их полости увеличивается от краев к середине. Это позволяет получать толстостеиные тройники с высоким патрубком за один установ заготовки, а также повысить качество тройников высокого давления за счет утолщения стенки заготовки в месте перехода корпуса в патрубок.
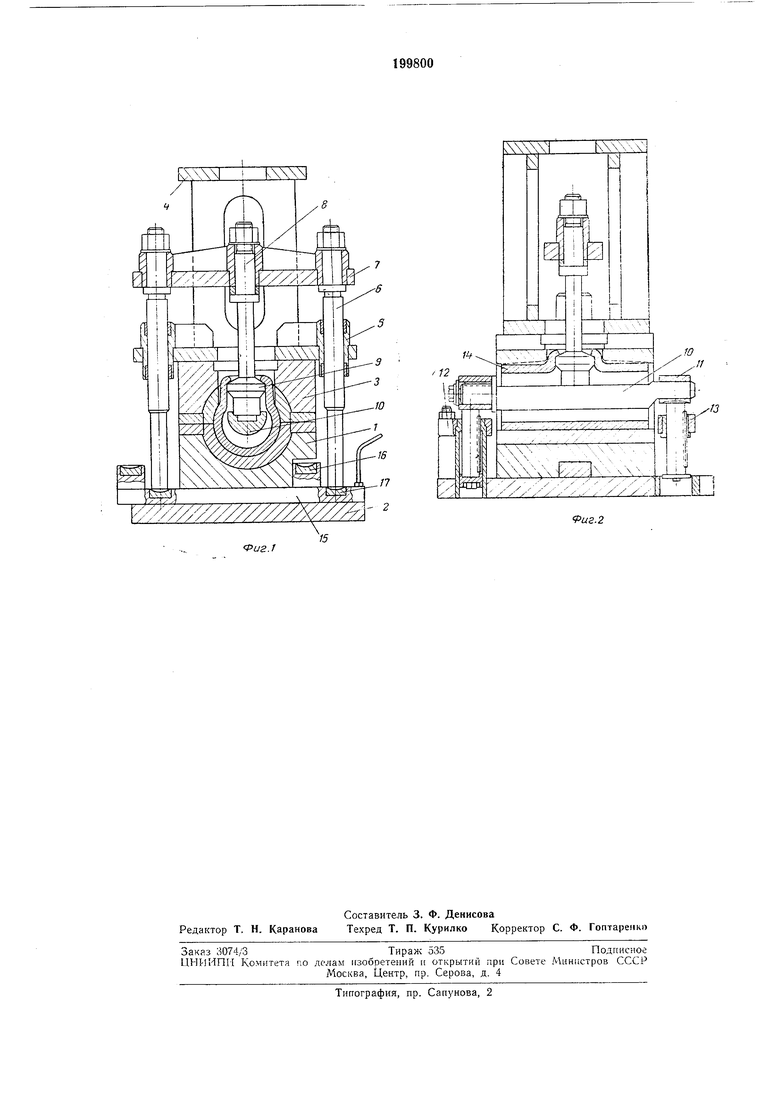
На фиг. 1 изображен описываемый щтамп ь поперечном разрезе; на фиг. 2 - тоже, в продольном.
Штамп состоит из трех основных узлов: обжимных матриц, пуансона и привода пуансона. Нижняя обжимная матрица / установлена на нижней плите 2, закрепленной на столе пресса, а верхняя обжимная матрица 3, являющаяся подвижной и имеющая отверстие для
отбортовки патрубка, связана с ползуном пресса ири помощи стойки 4. В направляющих 5 матрицы 3 смонтированы колонны 6 приводного устройства пуансона. Колонны соединены в верхней части траверсой 7, свободно опирающейся на верхнюю матрицу 3. В центральной части траверсы смонтирован стержень 8 приводного устройства пуансона, связанный через пуансон 9 с оправкой JO, установленной на ползущках 11 стоек 12 и 13.
Под действием пружин (на чертеже не показаны), помещенных в стойках, оправка с пуансоном и заготовка 14 поддерживаются на определенной высоте. В пазу нижней матрицы / установлена ползущка 15 с двумя парами опорных подпятников 16 и 17, расположенных па разных высотах.
ка 14 заводится на оправку 10 и центрируется по пуансону 9. При этом передняя стойка 13 отведена в сторону.
При опускании верхней матрицы 3, опускается н стержень 8 и входит в отверстие заготовки и центральное отверстие пуансона, опуская последний вместе с оправкой и преодолевая усилие пружин, расположенных в стойках. При этом происходит выборка зазора между заготовкой и кромками нижней матрицы. В момент, когда заготовка входит в соприкосновение с матрицами по всему периметру рабочих поверхностей, начинается обжим и предварительная формовка патрубка, при этом одновременно колонны 6 приводного устройства пуансона упираются в подпятники 17; движение стерл ня вниз прекращается, стержень схватывается зажимным устройством пуансона (на чертеже не указан) н опускание последнего также прекращается.
При смыкании матриц обжим и предварительная формовка патрубка заканчиваются. После этого ползун поднимается в положение, при котором нижний торец колонны 6 становится выше подпятников ползушки 15. Заготовка удерживается на пуансоне, а ползушка передвигается вправо. Затем дается ползуну вторичный ход вниз, колонны упираются в подпятники 16 в более ранний момент, благодаря чему происходит отбортовка кромки патрубка. Этим заканчивается формовка тройника.
Предмет изобретения
1.Штамп для формовки тройников из трубных заготовок, содержащий верхнюю и нижнюю обжимные разъемные матрицы, расположенные соответственно на верхней и нижней плитах, н нуансон, установленный на оправке, расноложенной в стойках, закрепленных в плите нижней матрицы, отличающийся
тем, что, с целью получения толстостенных тройннков с высоким патрубком за один установ заготовки, пуансон снабжен приводным устройством, выполненным в виде стержня, закрепленного в подвижной траверсе, установленной на колоннах, имеющих возможность перемещения в вертикальной плоскости н фиксации на требуемой высоте при помощи подпятников, смонтированных в ползушке, установленной на плите нижней матрицы, при
этом оправка также расположена на ползушках, имеющих возможность перемещения в вертикальной плоскости по стойкам при помощи вмонтированных в них пружин.
2.Штамп по п. 1, отличающийся тем, что, с целью улучщения качества тройников высокого давления путем зтолщения стенкн заготовки в месте гтерехода корпуса в патрубок, верхняя матрица выполнена в виде двух полуцилиндрических поверхностей, расположенных под углом 8-15° к плоскости разъема так, что увеличивается высота их полости от краев к середине.
fOxXX J i
.2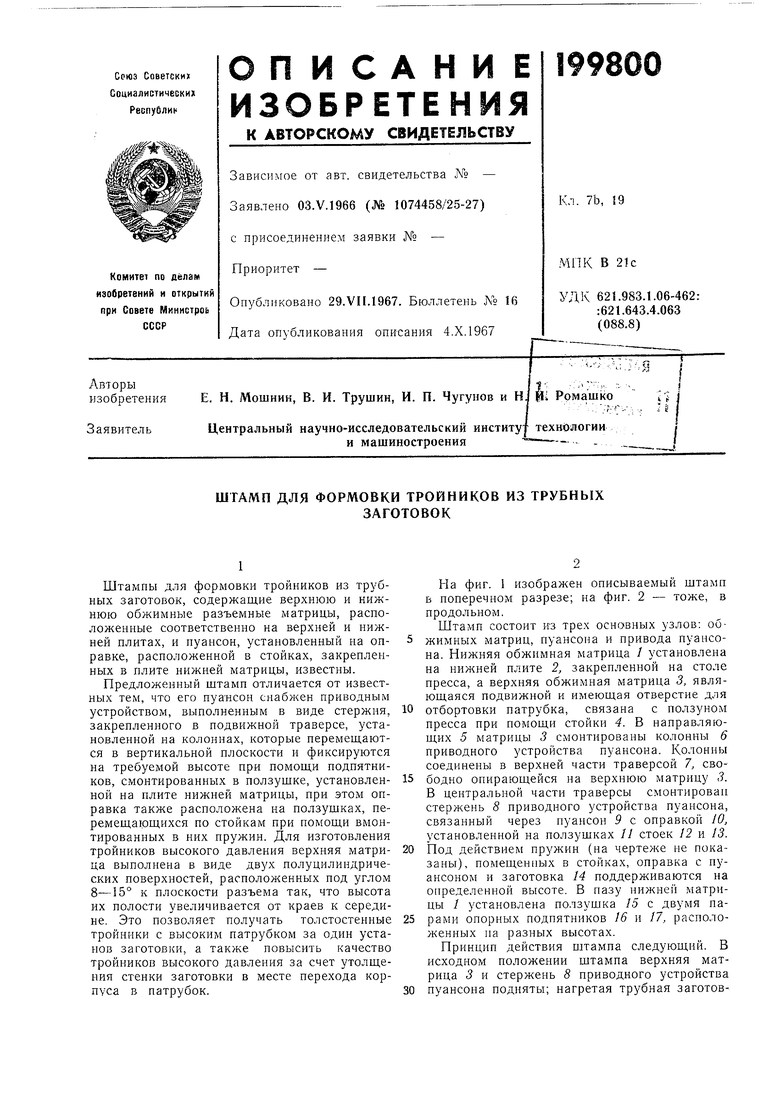
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формовки тройников из трубных заготовок | 1978 |
|
SU763018A1 |
| Способ изготовления тройников из листовых заготовок | 1984 |
|
SU1175585A1 |
| СПОСОБ ФОРМОВКИ ТРОЙНИКОВ из ТРУБНЫХ ЗАГОТОВОК | 1968 |
|
SU206516A1 |
| Штамп для формовки концов труб | 1982 |
|
SU1156771A1 |
| Способ изготовления тройников из трубных заготовок | 1982 |
|
SU1082513A1 |
| Штамп для предварительной формовкиТРОйНиКОВ из ТРубНыХ зАгОТОВОК | 1978 |
|
SU837439A1 |
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
| Штамп для изготовления тройников из листовых заготовок | 1980 |
|
SU893285A1 |
| Устройство для штамповки | 1983 |
|
SU1098828A2 |
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |