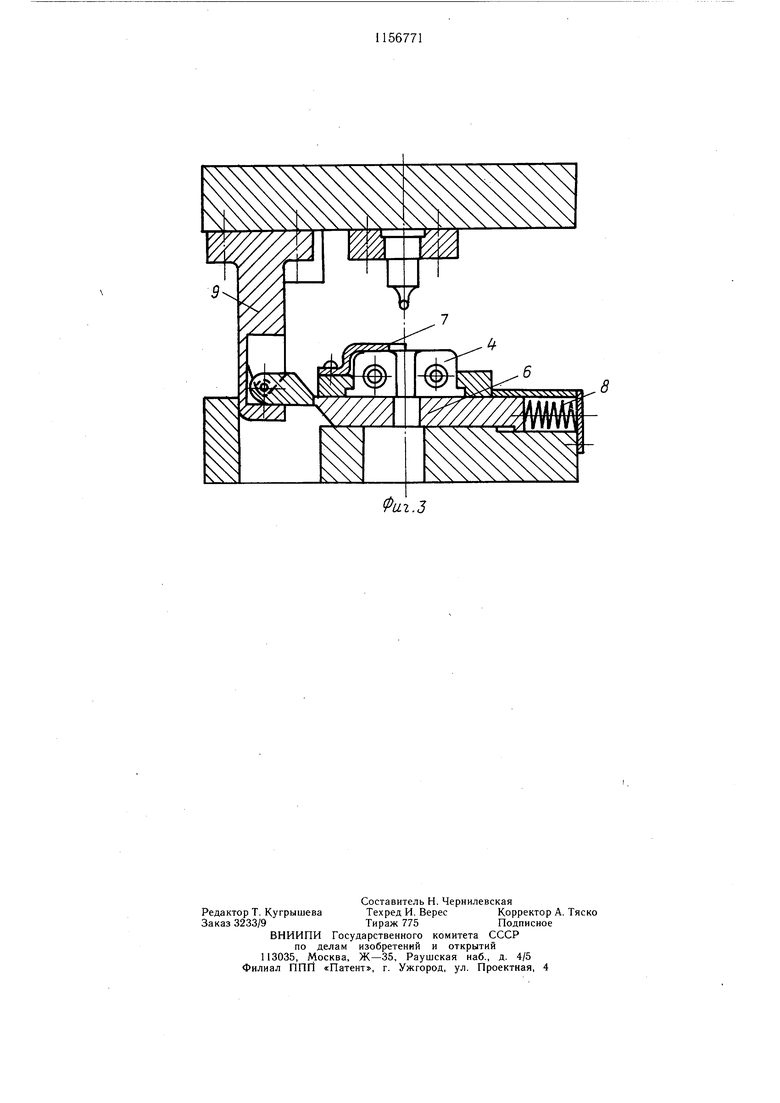
Изобретение относится к обработке металлов давлением, а именно к формообразованию трубных изделий, и может быть использовано для формообразования изделий из сортового проката. Целью изобретения является повышение производительности и безопасности труда за счет автоматического удаления детали. На фиг. 1 штамп, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - штамп в момент совмеш.ения отверстия матрицы с отверстием в ползушке. Штамп состоит из верхней 1, на которой закреплены отбортовочный пуансон 2, клиновой механизм 3, предназначенный для сведения секций разъемной матрицы 4, закрепленной на нижней плите 5 штампа, привода, предназначенного для передвижения ползушки 6, расположенной под разъемной матрицей 4 в нижней плите 5, съемника 7, пружины 8 возврата ползушки в исходное положение. Привод перемещения ползушки выполнен в виде закрепленной на верхней плите стойки 9 с прямоугольным вырезом 10 на конце и закрепленной в нем на оси 11 серьги 12, на свободном конце которой выполнены сопряженные наклонный а и прямолинейный б участки. На 71 торце ползушки выполнены аналогичные участки виг, взаимодействующие с соответствующими участками серьги. В ползущке выполнено отверстие 13 диаметром, большим рабочего очка матрицы, но меньшим диаметра провального отверстия 14, выполненного в нижней плите штампа. При ходе ползуна (не показан) пресса вниз клиновой механизм 3 совмещает секции разъемной матрицы, которые зажимают заготовку, при дальнейшем ходе ползуна происходит формовка конца трубной заготовки. При ходе ползуна пресса вверх происходит раскрытие разъемной матрицы 4 и смешение ползушки приводом до совмещения отверстия 13 ползушки с отверстием в разъемной матрице. Наклонные и прямолинейные участки на ползушке и на серьге 12 обеспечивают выстаивание отверстия ползушки под отверстием разъемной матрицы на время, необходимое для провала готовой детали (время выстаивания зависит от высоты штампуемой детали). При дальнейшем движении ползуна пресса вверх ползушка 6 возвращается в иходное положение пружиной 8. Съемник 7 препятствует зависанию готовой детали на секциях разъемной матрицы.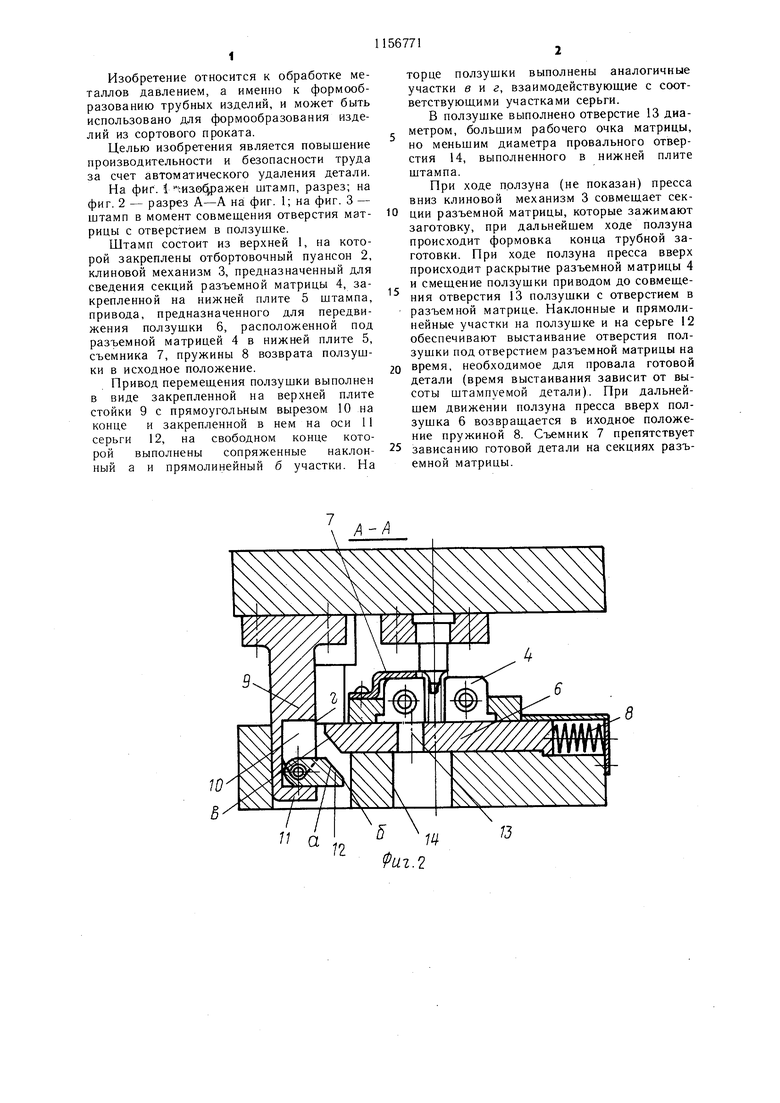
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки деталей из штучных листовых заготовок | 1983 |
|
SU1144744A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Устройство для изготовления U-образных деталей гибкой прямолинейных заготовок проталкиванием | 1980 |
|
SU935173A1 |
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| Устройство для удаления деталей из рабочей зоны штампа | 1989 |
|
SU1593758A1 |
| Штамп для вытяжки крупногабаритных изделий | 1977 |
|
SU677789A2 |
| Штамп для изготовления изделий с лезвиями типа рабочих органов сельскохозяйственных машин | 1983 |
|
SU1123783A1 |
| Штамп для разделительных операций | 1987 |
|
SU1433620A1 |
| Штамп для выдавливания деталей коробчатой формы | 1986 |
|
SU1382575A1 |
| УНИВЕРСАЛЬНЫЙ ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1972 |
|
SU349452A1 |
ШТАМП ДЛЯ ФОРМОВКИ КОНЦОВ ТРУБ, содержащий закрепленный на верхней плите пуансон, разъемную секционную матрицу, установленную на нижней плите, в которой выполнено отверстие для удаления деталей, и клиновой механизм сведения секций матрицы, соединенный с верхней плитой щтампа, отличающийся тем, что, с целью повыщения производительности, он снабжен установленной на нижней плите под матрицей с возможностью возвратно-поступательного перемещения в плоскости, параллельной плоскости нижней плиты, подпружиненной ползущкой, на одном торце которой выполнены сопряженнь1е между собой наклонный и прямолинейный участки, а в зоне, смещенной относительно вертикальной оси, -цилиндрическое отверстие диаметром, больщим рабочего очка матрицы и меньщим диаметра провального отверстия в нижней плите, совмещенное с отверстием матрицы при раскрытии секций последней, а также приводом перемещения ползушки, выполненным в виде смонтированной на верхней плите щтампа стойки с прямоугольным вырезом на конце и закрепленной в нем на оси серьги, на свободном конце i которой выполнены сопряженные между собой наклонный и прямолинейный участ(Л ки, имеющие возможность контактирования при подъеме верхней плиты с соответствующими участками ползущки. ел О) 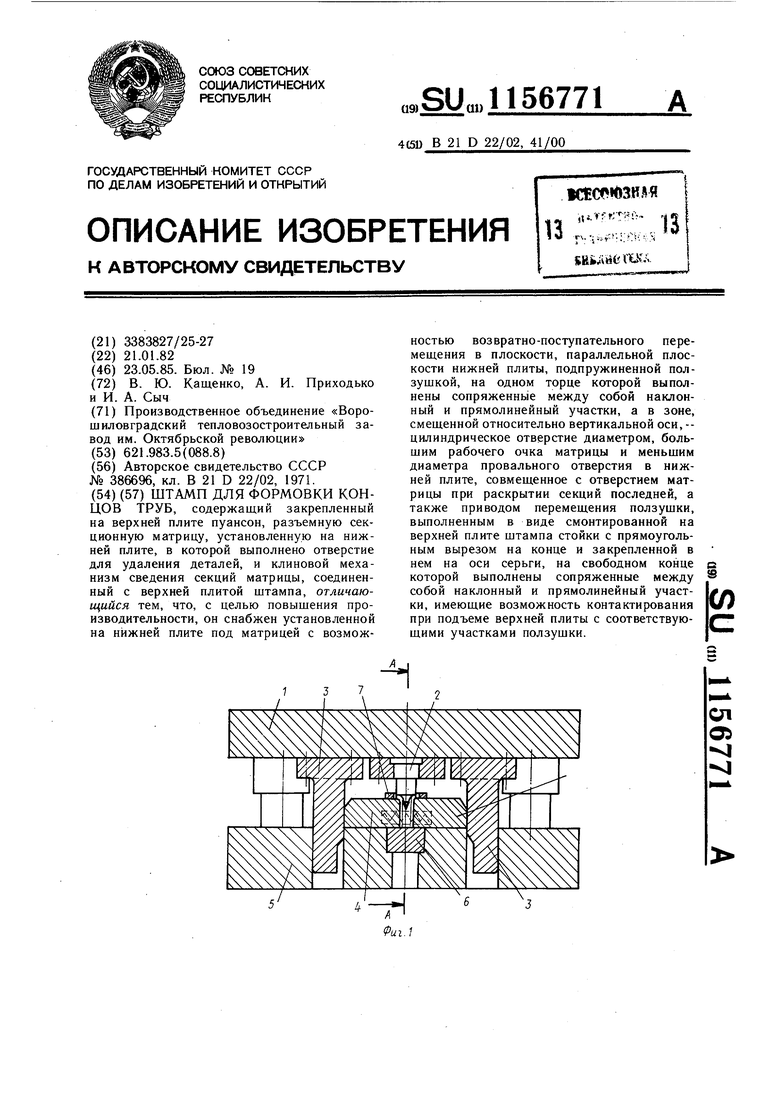
| ШТАМП ДЛЯ ФОРМОВКИ КОНЦОВ ТРУБ | 0 |
|
SU386696A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
