Машина для центробежной отливки под давлением снабжена расположенными вокруг литейной чаши формами, раскрывающимися и закрывающимися вследствие передвижения вдоль радиусов по косым направляющим. Удерживаются же формы на месте посредством системы рычагов, освобождающих формы под действием упора. Шишки в виде винтов ввинчиваются и вывинчиваются под действием выдвижных упоров, укрепленных на крестовинах.
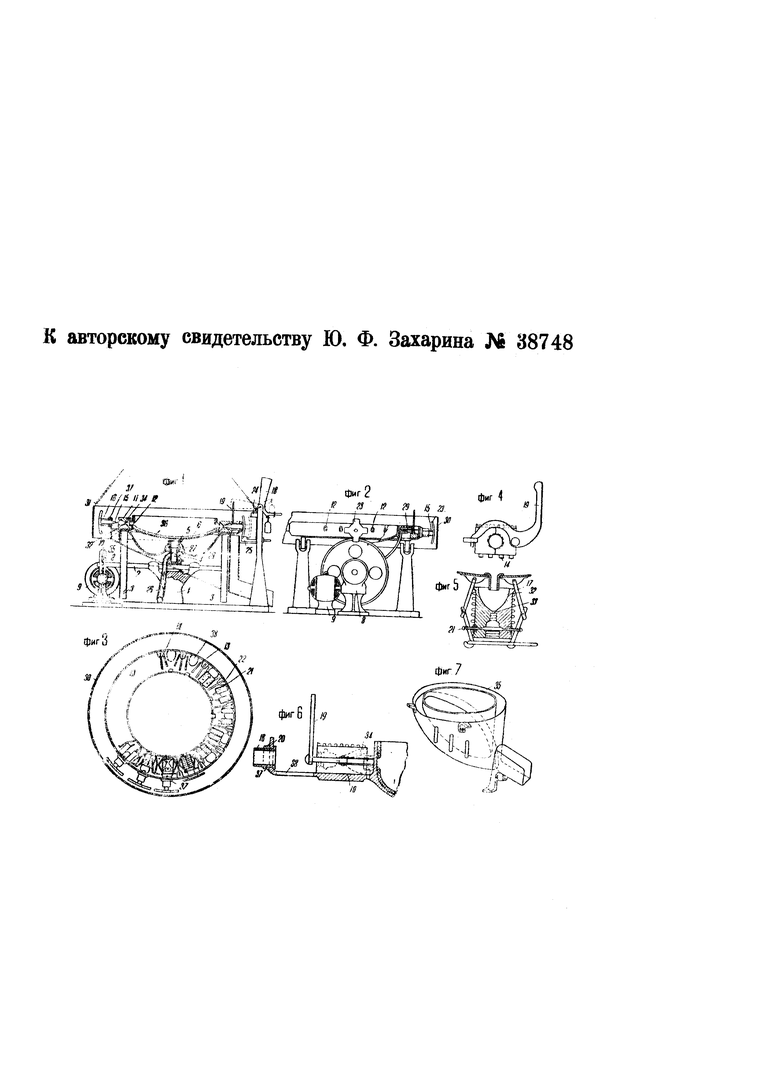
На чертеже фиг. 1 изображает машину в продольном разрезе; фиг. 2 - то же, вид сбоку; фиг. 3 - то же, вид сверху и фиг. 4-7 - отдельные части машины.
На станине 1 расположен вал 2, на котором жестко насажены два маховика 3. На вертикальной оси 4 станины 1 насажена чаша 6, служащая для приема расплавленного металла. Втулка 5 не доходит до заточки вертикальной оси 4 и таким образом литейная чаша упирается двумя точками на маховики 3 и двумя точками на ролики (фиг. 2).
Вал 2 маховиков 3 соединен при посредстве редуктора 8 с мотором 9. Таким образом, при вращении маховиков 3 литейная чаша 6 приводится во вращательное движение.
Вокруг литейной чаши 6, на специальной кольцевой площадке 10, составляющей с чашей одно целое, помещаются формы 11.
В литейной чаше по окружности имеются летки 12, через которые металл при вращении чаши попадает в формы 11. Последние скользят по направляющим 13 благодаря штифтам 14 (фиг. 4). Винтовая шишке 15 проходит через втулку 16 и ввинчивается в форму 11 (фиг. 1). Формы удерживаются на месте во время вращения системой рычагов 17 (фиг. 5). Во время вращения форм последние под действием центробежной силы стремятся сойти с периферии и при этом производят соответствующее сжатие обеих половинок форм. Втулка 16 служит для того, чтобы во время натягивания рычагов шишка 15 имела некоторую игру. Втулка 16 скользит в приливе 37.
При опускании откидной упорки 18 последняя задевает при вращении форм колено 19 рычагов 17 (фиг. 1 и 4), чем достигается раскрытие при помощи системы рычагов самих форм.
Формы 11, освободившись от стягивающих их рычагов, расходятся по косым, направляющим 13, чем достигается разъем форм. Последние, дойдя до упорного борта 20 (фиг. 6), одновременно принимают экстракторы 21 (фиг. 1, 2, 3, 4) к упору 22, чем достигается выталкивание отливки из формы в случае, если она задержалась в ней.
Шишка 15 ввинчивается или вывертывается из изложницы благодаря крестовине 23. Чтобы ввинтить шишки 15 требуется выдвинуть задвижку 24.
Для вывертывания шишки 15 служат выдвижные упоры 25. Для охлаждения форм к втулке 5, имеющейся под чашей, подводится голодный воздух через трубу 26.
Воздух из ресивера 27 расходится по трубкам 28, которые проходят сквозь кольцевую площадку 10 в промежутке между формами 11 и снабжены на концах продольными прорезами 29.
Во время заливки металла литейная чаша 6 с формами прикрывается предохранительным кольцевым кожухом 30. После отливки кожух приподнимается на цепях 31 и удерживаемся противовесом. Литейная чаша снабжена футеровкой 36.
Для приведения машины в действие устанавливают формы 11 против леток 12 литейной чаши и закрепляют это положение системой рычагов 17. Затем подводя шишки 15 к формам, выдвигают задвижку 24, которая должна будет задевать крестовину 23 при вращении машины. После этой операции опускают предохранительный кожух 30 и приводят машину во вращение.
Во время вращения литейной чаши в нее вливают сразу весь расплавленный металл из дозированного ковша. Металл, попадая на вращающуюся поверхность литейной чаши, расходится по сторонам, попадая в летки и оттуда через воронку 32 в канал 33 и формы 11 (фиг. 1). Вытесненный воздух и газы выходят из формы через выпор 34.
После остывания отливки выдвигают упоры 25, вследствие чего шишки 15 вывертываются из формы, затем опусканием системы рычагов 18 получают разъем формы и выведение отлитых деталей. После этого вращение затормаживают и приостанавливают машину для новой установки форм и закрепления их рычагами. Детали падают через отверстия 38 в специальный короб 35 с наклонным дном (фиг. 7) и отсюда направляются в томильную печь для термической обработки.
Машина, в зависимости от размеров, может быть изготовлена на неограниченное число форм. Этим достигают соответствующей пропускной способности станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Центробежная машина для отливки труб | 1935 |
|
SU46682A1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ, УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ И МАНИПУЛЯТОР ДЛЯ ПЕРЕМЕЩЕНИЯ ОТЛИВОК | 2001 |
|
RU2205090C2 |
| Устройство для центробежного литья | 1982 |
|
SU1044418A1 |
| Кокильная карусельная машина | 1982 |
|
SU1034831A1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| Цилиндрический затвор для многозарядного огнестрельного оружия с защитной крышкой | 1926 |
|
SU7267A1 |
| Форма для отливки изложниц | 1932 |
|
SU34116A1 |
| Устройство для подачи и фиксацииРАСТРубНОгО СТЕРжНя МАшиНы для цЕНТРОбЕж-НОгО лиТья ТРуб | 1979 |
|
SU850290A1 |
| Карусельная машина для отливки слитков | 1956 |
|
SU110411A1 |
| ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ | 1992 |
|
RU2021879C1 |
1. Машина для центробежной отливки под давлением, отличающаяся применением вращающейся около вертикальной оси чаши 6, вокруг которой расположены формы 11, раскрывающиеся при передвижении от центра к периферии при помощи косых направляющих 13, 13 и удерживаемые на месте системой рычагов 17, размыкаемых под действием откидной упорки 18 на колено 19 рычага.
2. В машине по п. 1 применение на формах экстракторов 21 (фиг. 5), выжимающих отливки под действием упоров 22.
3. В машине по п. 1 применение при формах винтовых шишек 15, ввинчиваемых под действием выдвижных упоров 25, 25 на крестовины 23 на винтах.
