Предметом изобретекия является карусельная машина для отливки слитков с заливочной воронкой, несколькими кристалдиааторам1И и подвижными поддонами для вытяжки слитков.
СЬсобенностью предлагаемой карусельной машины является то, что машина снабжена замкнутой направляюш,ей, часть которой идет по ниспадающей кривой, а часть по Восходяшей для того, чтобы каждый отдельный поддон, перемещаясь по направляющей, опускался на длину слитка, вытягивая его из кристаллизатора, а при подходе к заливочной воронке поднимался к кристаллизатору. Это обеспечивает непрерывность раз 11ивки и увеличение производительности машины.
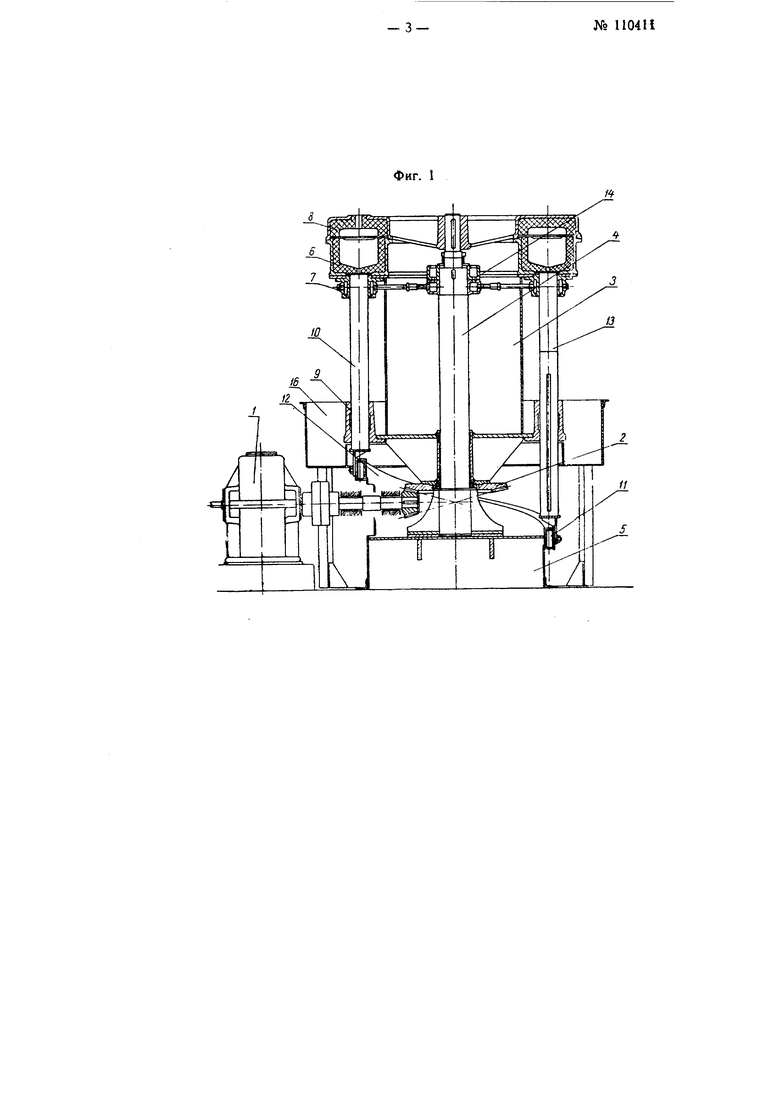
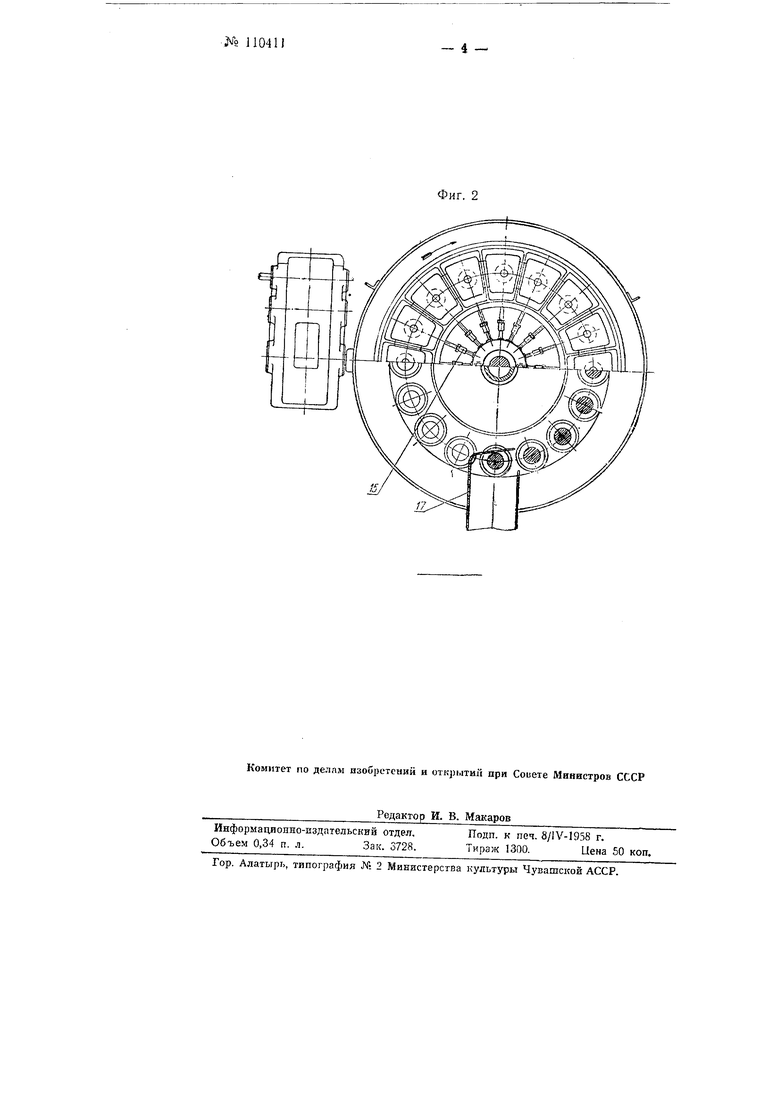
На фиг. 1 и 2 изображены продольный разрез и план предлагаемой Литейной машины.
Электропривод /, включающий в себя э«1ектрод,виГатель, вариатор скоростей, и редуктор, с помо-шью конической зубчатой передачи 2 сообщает вращ-ение барабану 5. Баоабан 5 свободно посажен на неподвижной колонне 4 установленной на опорной плите 5 маши«ы.
На барабане 3 закреплены вращающиеся вместе с ним кольцевая футеровочная л.итейная чаща 6 и охлаждаемые водой лит-ейные формы кристаллизаторы 7. На литейной чаше неподвижно лежит футерованная крышка 8, посаженная своей втулкой на хвостовик колонны 4.
В направляющих втулках 9, укрепленных на нижнем фланце барабана 5, свободно перемешаются стержневые поддоны W. Поступательно-возвратное движение этих поддонов осуществляется с помощью роликов 11, укреплан1ных на конце поддонов и двигающихся пр.и вращении барабана по замкнутой и управляющей 12, укрепленной на опорной плите 5. Поддоны W в исходном своем положении входят в юр металл из аторы 7 и во время работы .машины несут на себе сл:ит ки 13.
Подача расплавленного металла в литейную Чзшу 6 осуществляется через отверстие в футерованной крышке 8. Вход воды в кристаллизаторы 7 происходит через золоттни«овое устройство 14 и трубки /5. Вода, стекая из кристаллизаторов, поступает в сливной желоб 16. На сливном желобе установлен лоток 17 для приема готовых слитков.
Процесс отливки слитков пролсходит следующим образом.
Через приемное отверстие неподвижной футерованной крышки 8 непрерывной струей подается расплавленный металл в литейную чашу 6. Литейная чаша разде.лена на отделыные секции, число которых ооогветствует числу кристаллизаторов 7.
При вращении литейной чаши 6 происходит заполнение каждой секции чаши определенным количест ом расплавленного металла, равным весу получаемого слитка. Через отверспи-я в секциях литейной чаши 6 расплавленный металл поступает в кристаллизаторы 7, охлаждаемые водой. Подача воды в кристаллизаторы осуществляется золотниковым устройство 14, установленным н.а колонне 4. Золотниковое устройство повволяет подавать воду только в период литья слитка. Вода из кристаллизаторов 7 выходит через ряд мелких отверстий и, орошая уже сформировавшийся слиток, стекает по нему и отводится с помощью кольцевого желоба J6.
В первый период, когда секции литейной чащи заполняются металлом, стержневой поддон W находится в верхнем крайнем положении и конец его входит в кристал-лизатор. Совпадение осей стержневого поддона .и .кристаллизатора осуществляется налравляющей втулкой 9. По мере вращения литейной чаши 6 сггержиевой поддон 10 опускается вниз, а металл, охлаждаясь в кристаллизаторе 7, формируется в слиток и, следуя за поддоном, выходит за пределы кристаллизатора. Перемещение стержневого поддона в вертикальной плоскости осуществляется с помощью ролика //, катящегося по направ.аяющей 12,
представляющей собой замкнутую кривую. Одна часть акружности направляющей идет по ниспадающей кривой, характер которой определяет скорость опускания стержневоро поддона, т. е. скорость литья. Вторая часть окружности направляющей идет по восходящей кривой и предназначена для подъема поддона в исходное положение после освобождения его от готового слитка. Ниспадающая кривая гч своем конце должна быть достаточно пологой, что позволяет производить отливку без усадочной зоны на конце слитка. В само.м нижнем положении поддона находящийся на нем слиток 13 встречает на овоем пути упор лотка 17, с -помощью которого происходит удаление слитка из мащины.
Предмет изобретения
1.Карусельная мащина для отливки слитков с заливочной воронкой, несколькими кристаллиз-аторами и подвижными поддонами для вытяжки слитков, отличающаяс я тем, что, с целью непрерывности разл.ивки и увеличения производительности, машина снабжена замкнутой направляющей, часть которой идет по ниспадающей к-ривой, а часть по восходящей для того, чтобы каждый отдельный поддон, перемещаясь по направляющей, опускался на длину слитка, вытяливал его из кристаллизатора, а при подходе к заливочной вороике поднимался к кристаллизатору.
2.Карусельная мащина по п. 1, отличающаяся тем, что для уборки готозых слитков в самой нижней точке направляющей установлен упор.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для полунепрерывного литья плоских слитков | 2018 |
|
RU2714453C1 |
| Установка для порционной электрошлаковой отливки слитков | 1975 |
|
SU534098A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ | 1991 |
|
RU2111099C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРЯМОТОЧНОГО КРИСТАЛЛИЗАТОРА УСТАНОВКИ ДЛЯ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ | 2001 |
|
RU2268105C2 |
| ВАКУУМНАЯ ДУГОВАЯ ПЕЧЬ | 2009 |
|
RU2425158C2 |
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
| Установка для непрерывного литья плоских слитков | 2017 |
|
RU2697143C1 |
| Устройство для отливки постоянных магнитов | 1961 |
|
SU152283A1 |
| Изложница для отливки слитков | 1981 |
|
SU986581A1 |
| Устройство для непрерывного литьяСлиТКОВ | 1971 |
|
SU810367A1 |