1
Изобретение касается получения точной,посадки контрольных оправок, разверток, чистовых фрез в гнезда шпинделей металлорежущих станков.
Известны хвостовики инструмента, коническая поверхность которых выполнена из нескольких участков. Недостатком такого конического хвостовика является невысокая точность установки его в гнездо шпинделя станка.
Предлагаемый конический хвостовик отличается от известных тем, что, с целью устранения указанного недостатка он выполнен сборным из собственно конического хвостовика и напрессованной на него тонкостенной конической втулки со шлицами на внутренней и наружной новерхностях ее. Шлицы на наружной и внутренней поверхностях тонкостенной втулки имеют один и тот же угловой шаг и сдвинуты один относительно другого на полшага. Предлагаемая конструкция хвостовика обладает несколько пониженной первоначальной жесткостью в направлении, нормальном к конической поверхности.
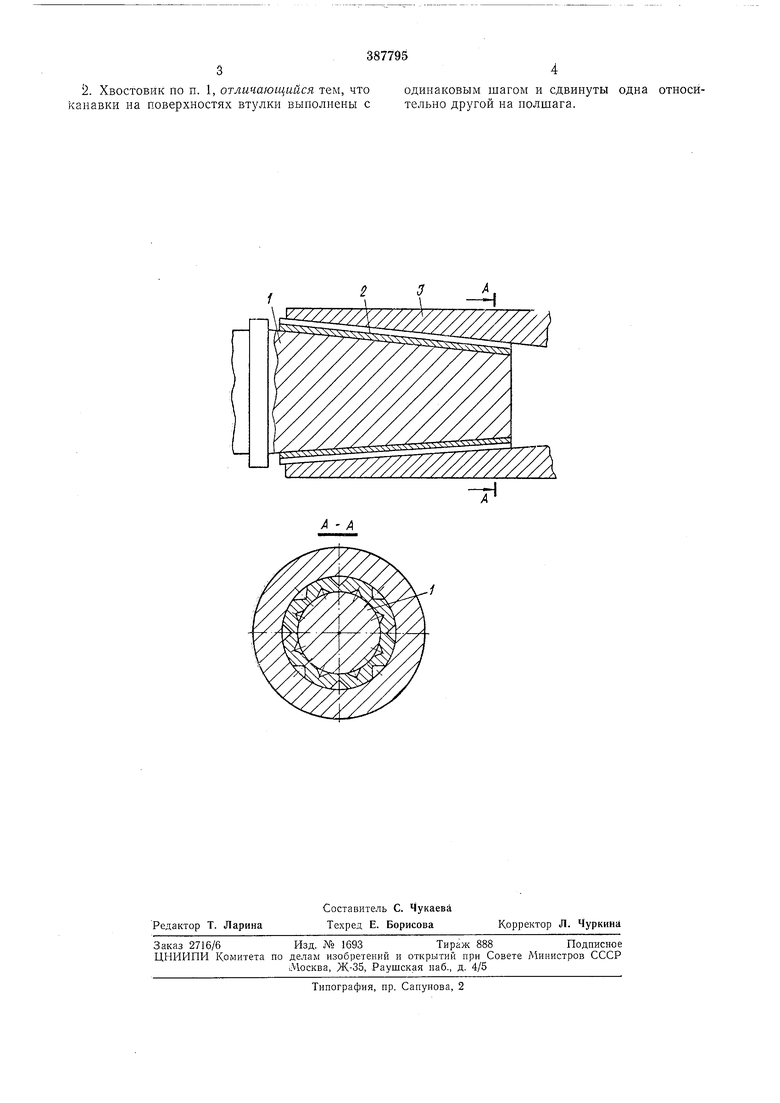
На чертеже изображен описываемый конический хвостовик. Он содержит собственно хвостовик / и напрессованную на него коническую втулку 2 со шлицами на внутренней и наружной поверхностях втулки. При установке такого конического хвостовика в гнезде
шпинделя 3 отдельные неточности уже собранного соединения приводят к деформации контактирующих участков хвостовика, поскольку они более податливы. Деформация их
приводит к возникновению контакта на других участках, более точных к повышению площади контакта. Таким образом, взаимное расположение конического хвостовика (инструмента) и шпинделя формируется уже большими участками новерхности, что обеспечивает повышение точности соединения. Еще больших возможностей в повышении точности конического соединения можно добиться, выполнив дополнительно на тонкостенной втулке /
(см. разрез по Л-Л) винтовые канавки. Канавки равны по шагу и сдвинуты одна отноеительно другой на полшага.
Предмет изобретения
1- Конический хвостовик инструмента, снабженный устройством для соединения с нсполнительным элементом зажимного механизма станка и имеющий упругие участки, сопрягаемые с поверхностью конического гнезда шпипделя, отличающийся тем, что, с целью повышения точности посадки конического хвостовика в гнездо шпинделя, упругий элемент выполнен в виде тонкостенной втулки с канавками на внутренней и наружной поверхностях, нанрессованной на конический хвостовик.
. Хвостовик по п. 1, отличающийся тем, что канавки на поверхностях втулки выполнены с
одинаковым шагом и сдвинуты одна относительно другой на иолшага.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАТРОН | 2014 |
|
RU2666655C2 |
| ВСТАВНОЕ ШАРОШЕЧНОЕ ДОЛОТО | 1999 |
|
RU2172386C1 |
| Инструментальная оправка | 1974 |
|
SU544520A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО - УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2023 |
|
RU2815142C1 |
| МОБИЛЬНЫЙ РАСТОЧНО-НАПЛАВОЧНЫЙ КОМПЛЕКС | 2009 |
|
RU2421303C2 |
| ВТУЛКА С ГОРЯЧЕЙ ПОСАДКОЙ ДЛЯ ИНСТРУМЕНТАЛЬНОЙ ОПРАВКИ | 2008 |
|
RU2438835C1 |
| ПРОХОДЧЕСКИЙ РОБОТ И ТРАНСПОРТИРУЮЩИЙ МЕХАНИЗМ ПРОХОДЧЕСКОГО РОБОТА | 1988 |
|
SU1549153A1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2079397C1 |