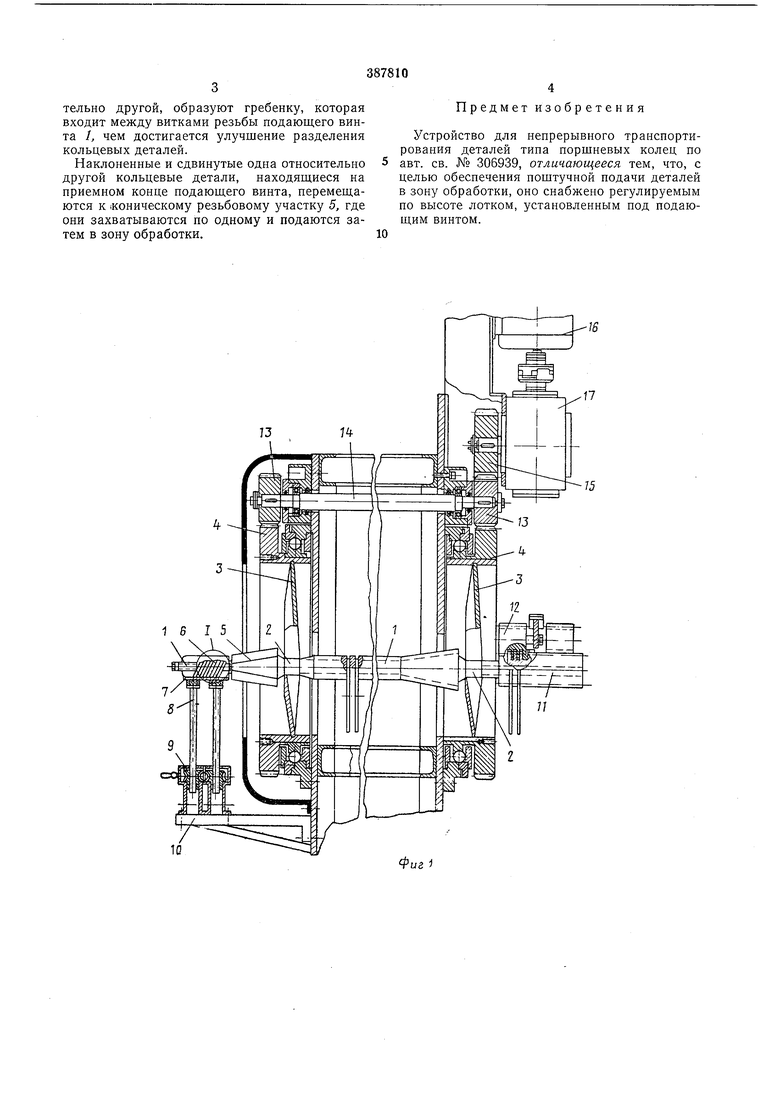
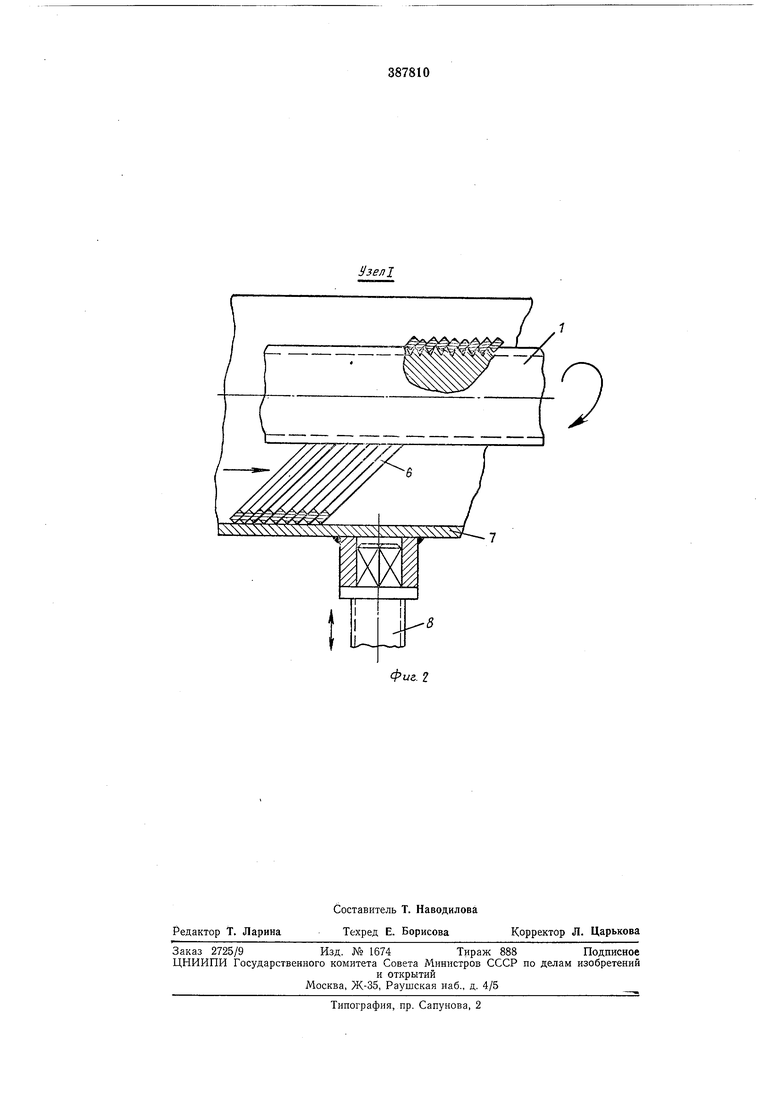
Изобретение относится к устройствам для поштучной загрузки в зону обработки деталей типа поршневых колец и перемещения их в процессе обработки и может быть использовано, например, на предприятиях автомобиле- j строения и тракторостроения. В основном авт. св. № 306939 описано устройство для непрерывного транспортирования деталей типа поршневых колец, содержаш,ее подающий винт, установленный на опорах, вы- полненных в виде приводимых во вращение многозаходных гаек, и узел фиксации осевого положения подающего винта, выполненный в виде вращающихся винтовых элементов с направлением резьбы, противоположным направ- 5 лению резьбы подающего винта. В известном устройстве вследствие слипания колец возможен захват коническим участком подающего винта одновременно нескольких деталей, что ухудшает качество их обработки. 20 Предложенное устройство отличается тем, что оно снабжено регулируемым по высоте лотком, установленным под подающим винтом и обеспечивающим поштучную подачу деталей в зону обработки. Па фиг. 1 изображено описываемое устройство, продольный разрез; на фиг. 2 - узел I на фиг. 1. Подающий винт / свободно опирается двумя цилиндрическими поверхностями 2 на гай- 30 ки с многозаходной резьбой, жестко закреп25ленные во вращающейся опоре 4. Подающий винт на заходной части имеет конический резьбовой участок 5 для разделения и захвата кольцевых деталей 6. Под подающим винтом расположен регулируемый по высоте лоток 7, установленный на винты 8, размещенные в корпусе Я смонтированном на кронштейне 10, прикрепленном к станине устройства. Регулировкой по высоте лотка 7 обеспечивается наклон колец 6. На выходном конце 11 подающий винт / зацеплен с двумя свободно вращающимися цилиндрическими резьбовыми элементами 12, имеющими обратную подающему винту резьбу с тем же шагом усеченного профиля, обеспечивающего зазор для прохода кольцевых деталей 6, и предотвращающими перемещение подающего винта в осевом направлении. Вращающиеся опоры 4 входят в зацепление с шестернями 13, закрепленными на валу 14. Одна из шестерен 13 входит в зацепление с шестерней 15, приводимой в движение электродвигателем 16 посредством редуктора 17. Кольцевые детали, подлежащие обработке, подаются комплектом на приемный конец подающего винта. Лоток 7 установлен на определенной высоте, обеспечивающей наклон деталей 6 к подающему винту /. Наклоненные кольцевые детали, перемещаясь одна относительно другой, образуют гребенку, которая входит между витками резьбы подающего винта /, чем достигается улучшение разделения кольцевых деталей.
Наклоненные и сдвинутые одна относительно другой кольцевые детали, находящиеся на приемном конце подающего винта, перемещаются к (Коническому резьбовому участку 5, где они захватываются по одному и подаются затем в зону обработки.
Предмет изобретения
Устройство для непрерывного транспортирования деталей типа порщневых колец по авт. св. № 306939, отличающееся тем, что, с целью обеспечения поштучной подачи деталей в зону обработки, оно снабжено регулируемым по высоте лотком, установленным под подающим винтом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для НЕПРЕРЫВНОГО ТРАНСПОРТИРОВАНИЯ' ДЕТАЛЕЙ ТИПА ПОРШНЕВЫХ КОЛЕЦ | 1971 |
|
SU306939A1 |
| Устройство для непрерывного транспортирования деталей типа поршневых колец | 1976 |
|
SU579123A2 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1971 |
|
SU308827A1 |
| Устройство для автоматической ориентации резьбовых деталей | 1982 |
|
SU1020204A2 |
| Устройство для автоматической ориентации резьбовых деталей | 1979 |
|
SU870069A1 |
| Устройство для автоматической ориентации резьбовых деталей | 1982 |
|
SU1021563A2 |
| Бункерное загрузочное устройство | 1976 |
|
SU610657A1 |
| УСТРОЙСТВО для ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1969 |
|
SU252058A1 |
| РЕЗЬБОНАКАТНОЙ АВТОМАТ | 1992 |
|
RU2021063C1 |
| УСТРОЙСТВО для ОРИЕНТАЦИИ ДЕТАЛЕЙ ТИПА | 1968 |
|
SU231300A1 |
13
1 6
10
Фиг
