Изобретение относится к машиностроению и может быть использовано в многошпиндельных шпильковертах.
По основному авт. св. № 870069 известно устройство для автоматической ориентации резьбовых деталей типа шпилек, содержаш.ее механизм поштучной выдачи деталей, приемный и выходной лотки и контрольный элемент в виде двух соосных пар резьбовых роликов, установленных над выходным лотком, враш ающихся в противоположных направлениях и образуюш,их между собой желоб с окном в средней части для приема деталей и смонтированных так, что расстояние от концов детали до роликов меньше длины большего резьбового участка, но превышает длину .меньшего резьбового участка детали 1 .
Однако известное устройство не позволяет ориентировать шпильки с равными по шагу резьбами на концах, у которых длина гладкой части короче меньшего резьбового участка, а центр тяжести расположен на гладкой ее части.
Цель изобретения - расширение технологических возможностей устройства.
Для достижения указанной цели в известном устройстве начальный участок выходного лотка выполнен в виде двух желобов, расположенных с внешней стороны резьбовых роликов.
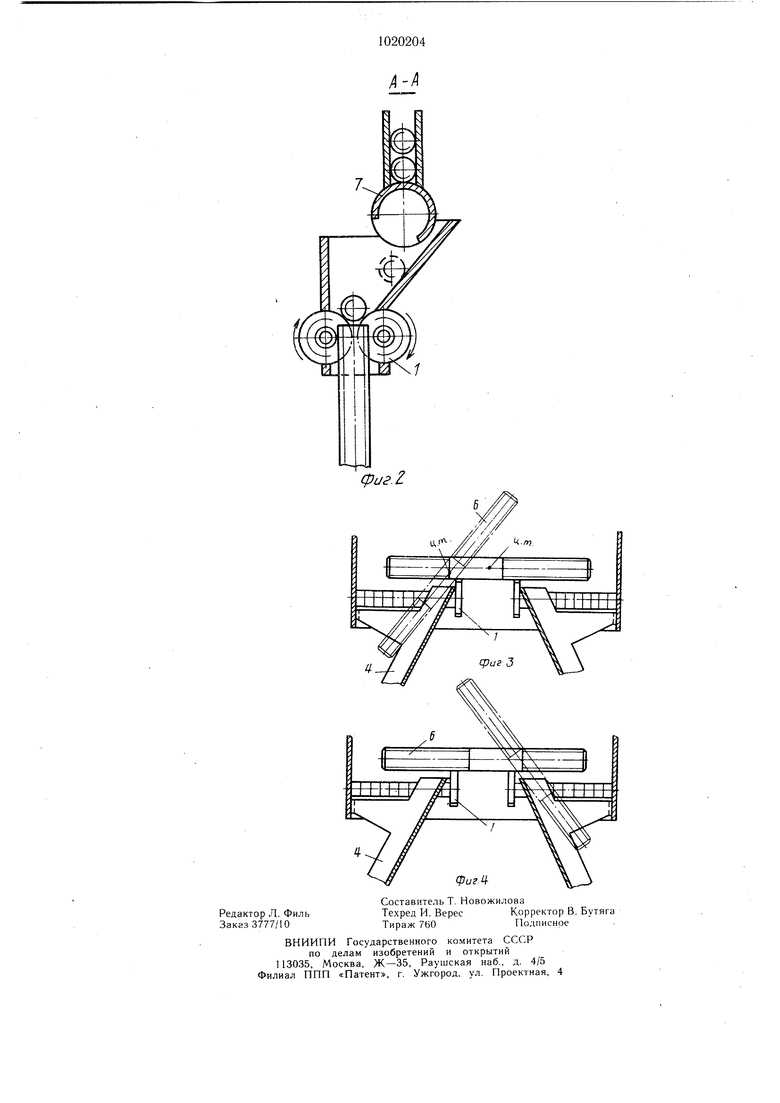
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 и 4 - схемы ориентирования шпилек.
Устройство содержит врашающиеся попарно в противоположных направлениях четыре одинаковых резьбовых ролика 1, установленных на подшипниках 2 в корпусе 3. С внешней стороны каждой пары роликов смонтированы желобы 4, являюш,иеся начальным участком выходного лотка (не показан) и закрепленные винтами 5 на корпусе 3. Для поштучной выдачи шпилек 6 служит механизм 7 поштучной выдачи деталей, смонтированный над врашаюшимися роликами на подшипниках 8 в корпусе 3. Регулировка роликов в осевом направлении осушествляется набором дистанционных
колец 9. На наружных концах резьбовых роликов 1 установлены шестерни 10, входяшие в зацепление с шестернями 11 и 12, жестко связанными с коническими шестернями 13 и 14, приводяш,имися в противоположное врашение конической шестерней 15, размещенной на приводном валу 16. Зубчатый конец последнего входит в зацепление с червячным колесом 17, врашаюшим
механизм 7. В корпусе 3 размещен лоток 18 для приема шпилек из вибробункера (не показан).
Устройство работает следующим образом.
Вращение приводного вала 16 передается на коническую шестерню 15, которая приводит в противоположное вращение конические шестерни 13 и 14. Последние через шестерни 12, 11 и 10 передают вращение на ролики 1, которые начинают вращаться по
парно в противоположных направлениях. Одновременно вращение с приводного вала 16 передается на червячное колесо 17, которое приводит во вращение механизм 7. Из вибробункера шпильки поступают по лотку 18 в механизм 7 и из него по наклонной стенке корпуса 3 по одной штуке поступают на вращающиеся ролики 1. Ролики установлены так, что длинный резьбовой конец щпильки всегда попадает на одну из пар роликов, шаг резьбы которых выполнен равным шагу резьбы шпильки. Резьбовой участок шпильки входит в зацепление с парой роликов, и шпилька по резьбе роликов перемещается в сторону до тех пор, пока ее центр тяжести не пересечет пары роликов, находящихся под гладкой частью
щпильки. Это происходит потому, что расстояние между парами роликов мало, и центр тяжести пересекает раньше вершины роликов, чем резьбовой конец шпилькч, входящий в зацепление с роликами, упадет с них.
Таким образом, шпилька всегда попадает в выходной лоток тем концом, который предназначен для ввертывания ее в деталь. Предлагаемое выполнение устройства расширяет его технологические возможности.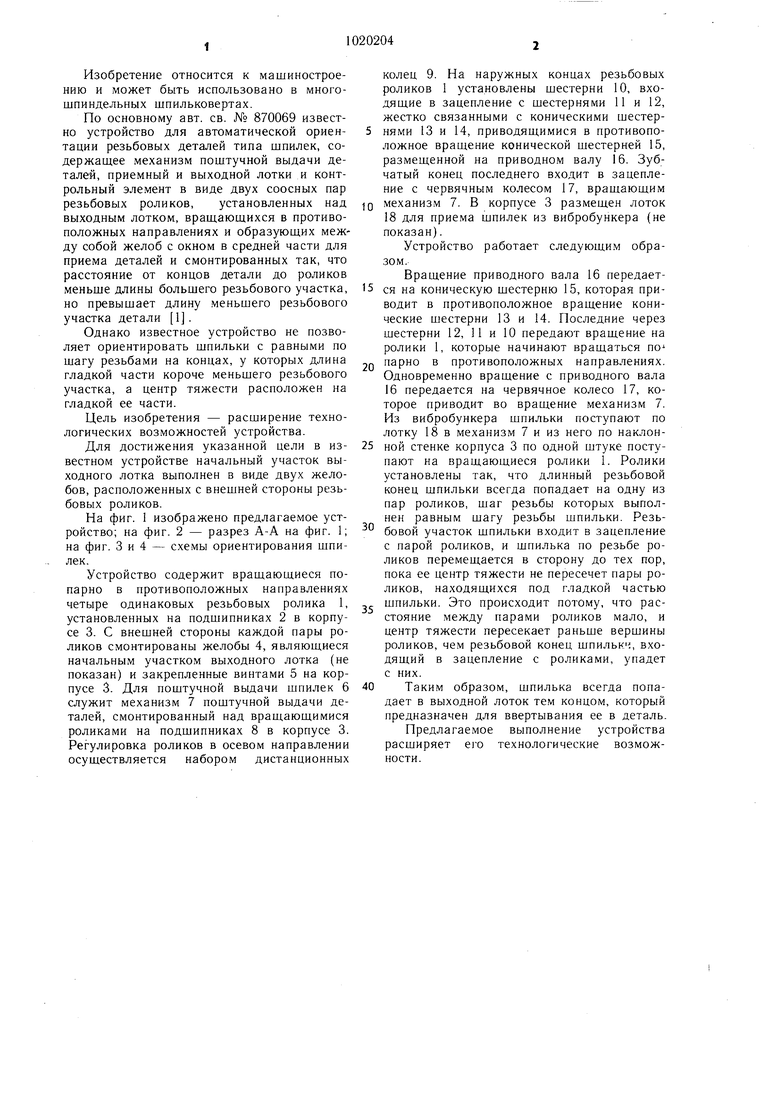
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической ориентации резьбовых деталей | 1979 |
|
SU870069A1 |
| Устройство для автоматической ориентации резьбовых деталей | 1982 |
|
SU1021563A2 |
| Устройство для автоматической ориентации резьбовых деталей | 1977 |
|
SU621540A1 |
| Автомат для сборки резьбовых соединений | 1978 |
|
SU751565A1 |
| Автоматический резьбонакатный станок | 1980 |
|
SU948507A1 |
| Механизм подачи и распределения шпилек к сборочному автомату | 1988 |
|
SU1565629A1 |
| Устройство для автоматического ориентирования резьбовых деталей | 1980 |
|
SU891335A1 |
| Автомат для сборки винтов с гайками | 1991 |
|
SU1816624A1 |
| Устройство для сборки резьбовых соединений | 1988 |
|
SU1668091A1 |
| ДИФФЕРЕНЦИАЛ С ОГРАНИЧЕНИЕМ КРУТЯЩЕГО МОМЕНТА | 2014 |
|
RU2645181C2 |
УСТРОЙСТВО ДЛЯ .АВТОМАТИЧЕСКОЙ ОРИЕНТАЦИИ РРЗЬВОВЫХ ЛЕ.1 8/0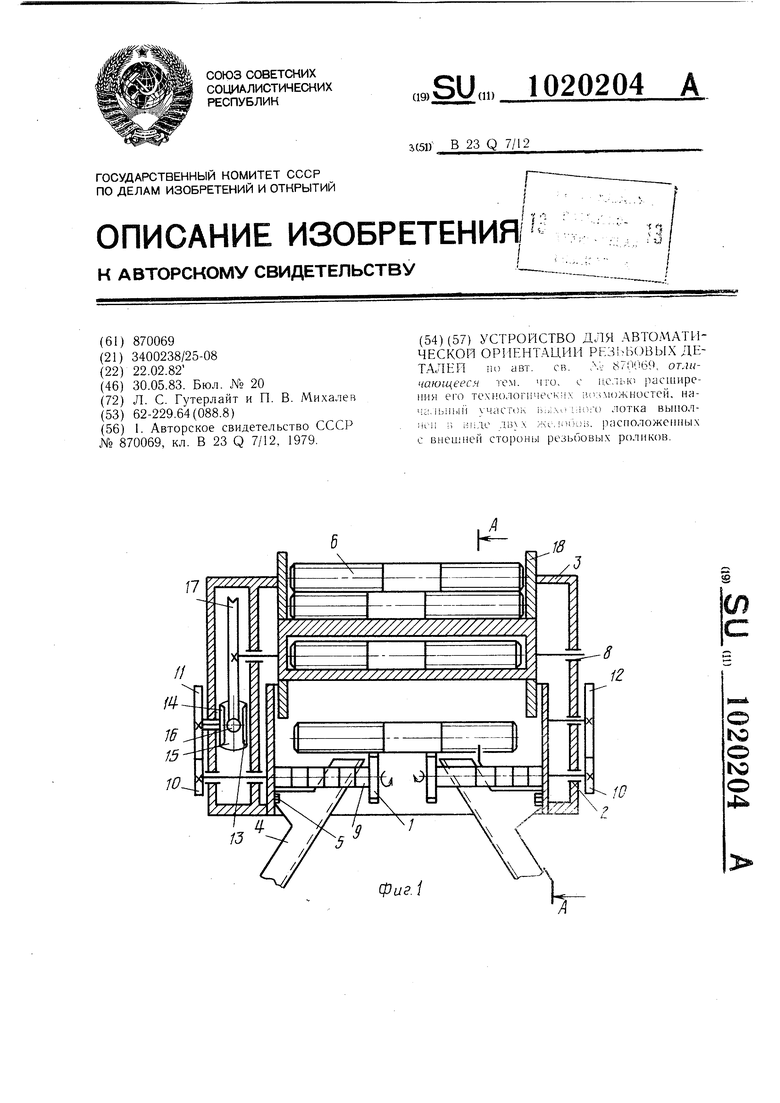
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для автоматической ориентации резьбовых деталей | 1979 |
|
SU870069A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
