Изобретение относится к машиностроению и может быть использовано при сборке резьбовых соединений, например, в многошпиндельных шпильковертах
По основному авт.ев 870069 известно устройство для автоматической ориентации резьбовых деталей типа шпилек, содержащее механизм поштучной выдачи деталей, приемный и выходной лотки и контрольный элемент в виде двух соосных пар резьбовых роликов , установленных над выходным локом, образующих между собой желоб для приема деталей с окном в средней части и смонтированных так, что расстояния от концов детали до роликов меньше длины .большего резьбовогоучастка, но превышает длину меньшего резьбового участка детали 1.
Однако это устройство не позволяет смонтировать шпильки с равными по шагу резьбами на кйнцах, у которых величина большего рбэьбового уча.стка превышает три четверти длины шпильки, а величина гладкой части не превышает длины мОньшего резьбового участка шпильки, так как в процессе ориентации из-за мало величины гладкой части возникает момент, когда обе пары резьбовых ро,. ликов оказываются под длинным резь бовым участком шпильки, что приводит к прекращению процесса ориентации, .
Целью изобретения является расширение технологических возможностей устройства.
. Поставленная цель достигается тем что устройство для автоматической ориентации изделий снабжено клиновым направляющими, смонтиров.анными с вне ней стороны резьбовых роликов.
Клиновые направляющие установлены с возможностью регулировки в осевом .направлении.
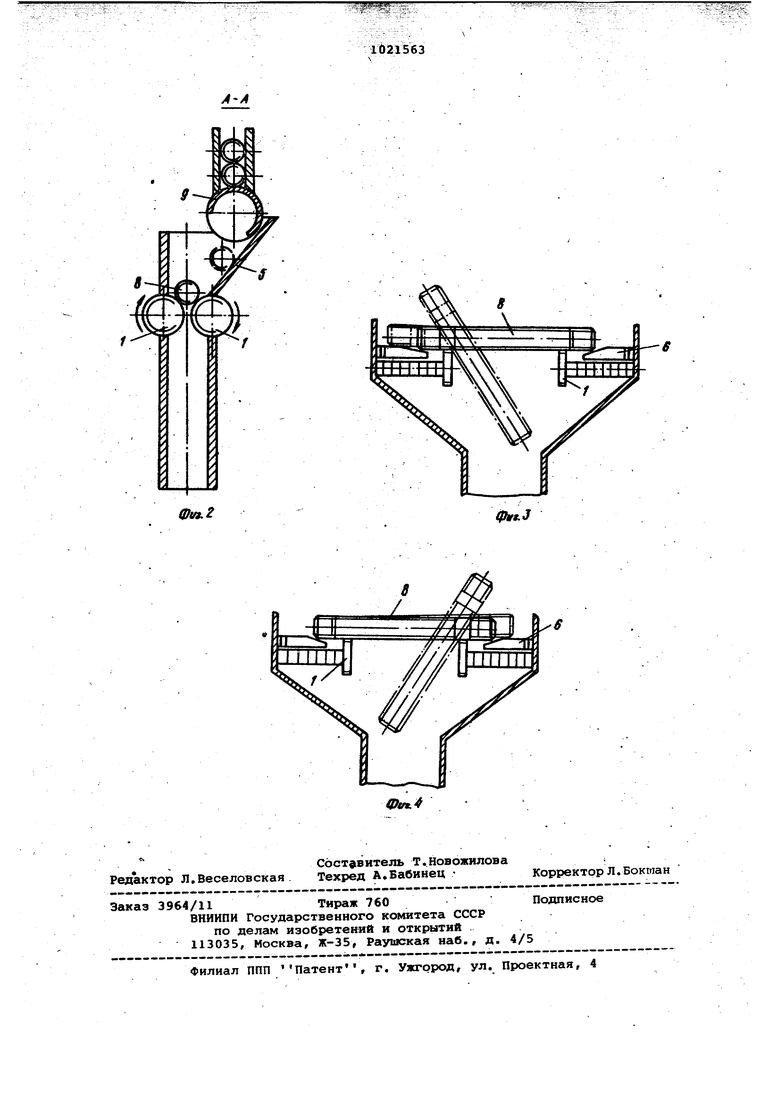
На фиг.1 изображено предлагаемое
устройство; на фиг. 2 - pasfiea А-А на фиг.1; на фиг.З и 4 - схемы ориентирования шпилек.
Устройство содержит вращающиеся попарно в противоположных направле|Ниях четыре одинаковых резьбовых ролика 1, установленных на подшипни- ках 2 в корпусе 3 над выходным лотком 4, выполненным в нижней части воронкообразного бункера 5. На Стенках бункера 5 смонтированы клиновые направляющие б,. имеюгдие наклон в сторону резьбовой детали. Регулировка клинрёых направляющих б в осевом направлении осуществляется набором дистанционных колец 7. Для поштучной вьвдачи шпилек 8 служит механизм 9 поштучной вьщачи деталей, смонти рованный над резьбовыми роликс1ми 1 на подшипниках 10 в корпусе 3. Регулировка роликов 1 в осевом направлении осуществляется набором дистанционных колец 11. На наружных концах резьбовых роликов 1 установлены шестерни 12, входящие в зацепление с шестернями 13 и 14, которые жестко связаны с коническими шестернями 15 и 16, приводящимися в противоположное вращение конической шестерней 17 размещенной на приводном валу. 18. Зубчатый конец последнего входит в зацепление с червячным колесом 19, вращающим механизм 9. В корпусе 3 размещен лоток 20 для приема шпилек из вибробункера (не показан).
Устройство работает следующим образом. ,
Вращение приводного вала 18 передается на коническую шестерню 17 которая приводит в противоположное вращение конические шестерни 15 и 16 Последние через шестерни 14, 13 и 12 передают вращение на ролик 1. Эти ролики начинают вращаться попарно в противоположных направлениях. Одновременно вращение с приводного вала 18 передается на приводное колесо 19 которое приводит во вращение механизм 9. Из вибробункера шпильки поступают по-лотку 20 в механизм и из него по наклонной стенке воронкообразного бункера 5 по одной штуке поступают на вращающиеся ролики 1. Ролики 1 установлены так, что длинный резьбовой конец шпильки всегда попадает в одну из пар, шаг резьбы которых выполнен равным шагу резьбы шпильки. Резьбовой участок шпильки входит в зацепление с парой роликов, и шпилька по резьбе начинает перемещаться в сторону, а в этой вреМя противоположный конец шпильки наезжает на клиновую направляющую 6 и приподнимается над парой роликов (см.фиг.З и 4). Шпилька перемещается в сторону до тех пор, пока ее резбовой участок, входящий в зацепление с роликами, не упадет с них в выходной лоток 4.
Таким образом, в предлагаемом уст ройстве шпилька всегда попадает в выходной лоток тем концом, который предназначен для ввертывания ее в деталь.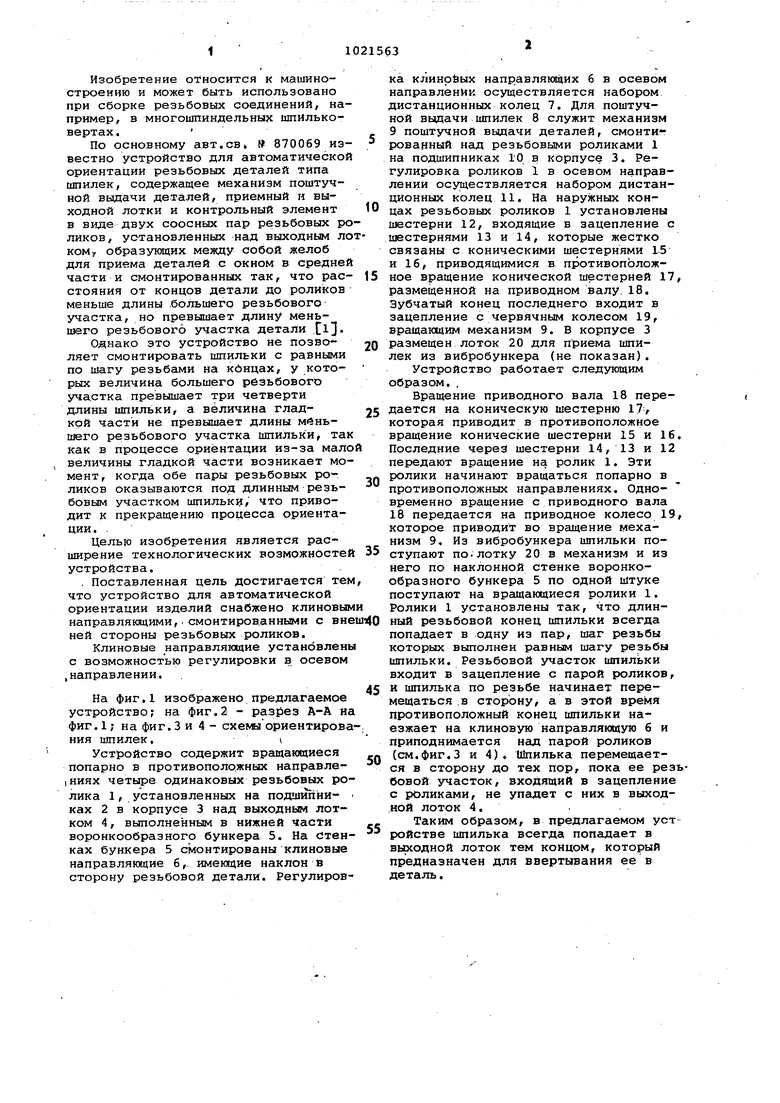
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической ориентации резьбовых деталей | 1979 |
|
SU870069A1 |
| Устройство для автоматической ориентации резьбовых деталей | 1982 |
|
SU1020204A2 |
| Устройство для автоматической ориентации резьбовых деталей | 1977 |
|
SU621540A1 |
| Механизм подачи и распределения шпилек к сборочному автомату | 1988 |
|
SU1565629A1 |
| РЕЗЬБОНАКАТНОЙ АВТОМАТ | 1992 |
|
RU2021063C1 |
| СБОРКИ РЕГУЛЯТОРА НАТЯЖЕНИЯ ВЕРХНЕЙ НИТИ ШВЕЙНОЙ МАШИНЫ | 1972 |
|
SU352739A1 |
| Автоматический резьбонакатный станок | 1980 |
|
SU948507A1 |
| Загрузочное устройство | 1990 |
|
SU1726194A1 |
| Устройство для сборки резьбовых соединений | 1988 |
|
SU1668091A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ТРАНСПОРТИРОВАНИЯ ДЕТАЛЕЙ ТИПА ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU387810A1 |
1.УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ОРИЕНТАЦИИ РЕЗЬБОВЫХ ДЕТАЛЕЙ по авт.св. № 870069, о т л и ч а ю щ е е с я тем, что,с целью расширения технологических возможностей устройства, оно сиабжеио клино- выми направляющими, смЬитированными с внешней стороны резьбовых роликов. 2. Устройство по П.1, отличающееся тем, что клиновые направляющие установлены с возможностью регулировки в осевом направлении.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для автоматической ориентации резьбовых деталей | 1979 |
|
SU870069A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
