1
Изобретение относится к машиностроению и может быть использовано при обработке на токарном станке, например, постоянных подкладок под фундаментные рамы паровых турбин, фундаментные плиты турбо- и гидрогенераторов и т. д.
Известны регулируемые упоры с резьбовой головкой, корпус которых снабжен опорным фланцем и центрирующим буртом.
Недостаток известных упоров в том, что они не позволяют вести измерение изделия в точке его опоры.
Цель изобретения - обеспечить контроль размера изделия в точке его опоры.
Для этого в корпусе упора выполнены сообщающиеся через центральное отверстие сквозной паз для размещения мерительных плоскопараллельных плиток и глухой паз для установки пяты микрометра.
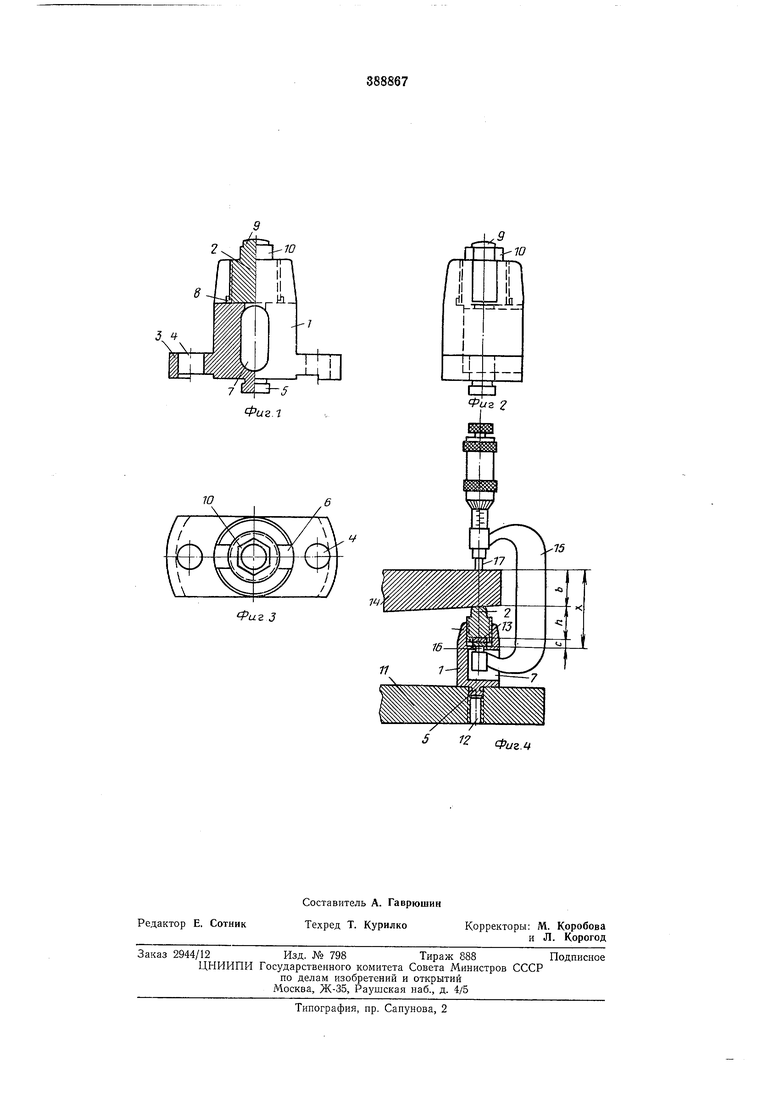
На фиг. 1 изображен предлагаемый упор, осевой разрез; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, вид сверху; на фиг. 4 - схема установки микрометра для замера толщины обрабатываемого изделия в точке его опоры.
В корпусе 1 с резьбовым отверстием размещена опорная головка 2. Для крепления упора корпус 1 снабжен фланцем 3 с отверстиями 4 и центрирующим буртом 5. В корпусе / выполнены сквозной паз 6 и глухой паз 7, которые сообщаются центральным отверстием 8. Головка 2 имеет закругление 9 и захват 10 под ключ. Регулируемый упор в сборе устанавливается на планшайбе 11 в центрирующее отверстие 12. Далее между торцом опорной головки 2 и торцовой стенкой корпуса 7 в паз 6 устанавливают мерительные плитки 13. Затем опорную головку 2 прижимают к плиткам 13 ключом, надетым на захват 10. Контролируют толщину изделия 14
микрометром 15, который вводится в паз 7 своей пятой 16, а микрометрический винт 17 упирается в изделие 14.
Находим, что х равен сумме толщины плиток с, высоте опорной головки h и толщине
изделия Ь.
Размер изделия b в точке опоры будет равен Ь х-h-с.
Предмет изобретения
20
Регулируемый упор с резьбовой головкой, определяющий положение обрабатываемого изделия, корпус которого снабжен опорным фланцем и центрирующим буртом, отличающийся тем, что, с целью обеспечения контроля размера изделия в точке его опоры, в корпусе упора выполнены сообщающиеся через центральное отверстие сквозной паз для размещения мерительных плоскопараллельных плиток и глухой паз для установки пяты микрометра.
5. чФиг.1
Фиг 3
Фиг 2
Фиг. it
| название | год | авторы | номер документа |
|---|---|---|---|
| Кодовый замок бесступенчатого кодирования | 1986 |
|
SU1509497A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2012 |
|
RU2474671C1 |
| ПАКЕР УСТЬЕВОЙ-УНИВЕРСАЛЬНЫЙ | 2013 |
|
RU2534690C1 |
| СПОСОБ УСТАНОВКИ ПЛОСКИХ ЗАГОТОВОК С НЕПАРАЛЛЕЛЬНЫМИ ПЛОСКОСТЯМИ НА ТОКАРНОМ СТАНКЕ | 1973 |
|
SU408704A1 |
| УСТРОЙСТВО ДЛЯ ФИКСАЦИИ ОТДЕЛЯЕМЫХ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ ЧАСТЕЙ ИЗДЕЛИЯ ОТ КОРПУСА | 2006 |
|
RU2304236C1 |
| Резьбовое соединение двух деталей | 1987 |
|
SU1423830A1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102202C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 1986 |
|
RU1471421C |
| ИНСТРУМЕНТ БЕЗРЕЗЬБОВОГО КРЕПЛЕНИЯ ПОЛЫХ ПРОБОК, ГЕРМЕТИЗИРУЮЩИХ ЦИРКУЛЯЦИОННЫЕ ОТВЕРСТИЯ В КОРПУСЕ СКВАЖИННОГО ФИЛЬТРА | 2005 |
|
RU2312209C2 |
| СЛИВНОЕ УСТРОЙСТВО ТОПЛИВНОГО КЕССОН-БАКА ЛЕТАТЕЛЬНОГО АППАРАТА И КРЫШКА СЛИВНОГО УСТРОЙСТВА | 1989 |
|
SU1750152A1 |