Изобретение относится к технике ультразвуковой очистки, применяемой во многих отраслях промышленности и, в частности в металлургической |ПрОмышлеННости -при удалении загрязнений, образующихся в процессе прокатното произ-водства на поверхности готовых изделий, либо в маши1НосТ1роительной промышленности на участках входного .контроля для расконсервации трубного и профильного проката.
Известны способы ультразвуковой очистки изделий тила труб, перемещаемых в ультразвуковом поле, образованном, по меньшей мере, двумя преобразователями.
Иедостатками известных способов ЯВляется низкая эффективность очистки -из-за того, что зОНа -иа.иболее ннтенсивного воздействия ультраз1вуко.вого поля не находится в одной фокальной области на очищаемой поверхлости.
С целью повышения эффективности очистки по предлатаемо.му способу ультразвуковое поле фокусируют в 01Пределён ой о.бласти поверхности изделия и перемещают эту фокальную область по обрабатываемой поверхности.
С целью перемещения ,фокалыной области по обрабатываемой поверхности по предлагаемому способу изделие ое)ре.мещают в ультразвуковом поле уста.новленной вдоль очищаемого изделия батареи блоков преобразователей, посредством каждого из которых фокусируют
колебания на (юверхности обрабатываемого изделия в области, с.мещендой относительно фокальных областей остальных блоков.
Кроме того, пе/рсмещеиие фо кальной области по обрабатывае.мой .поверхности осуществляют посредством относительного перемещения издеЛ|ИЯ и блока преобразователей относительно контура обрабатываемо новер.хности.
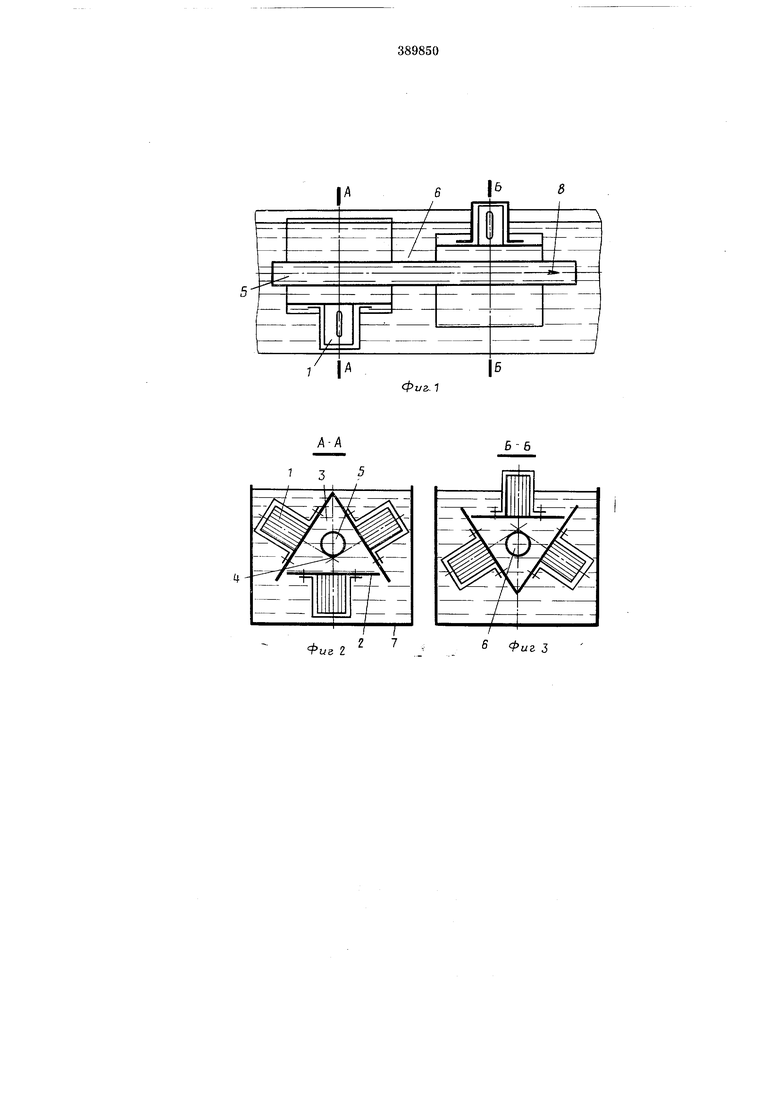
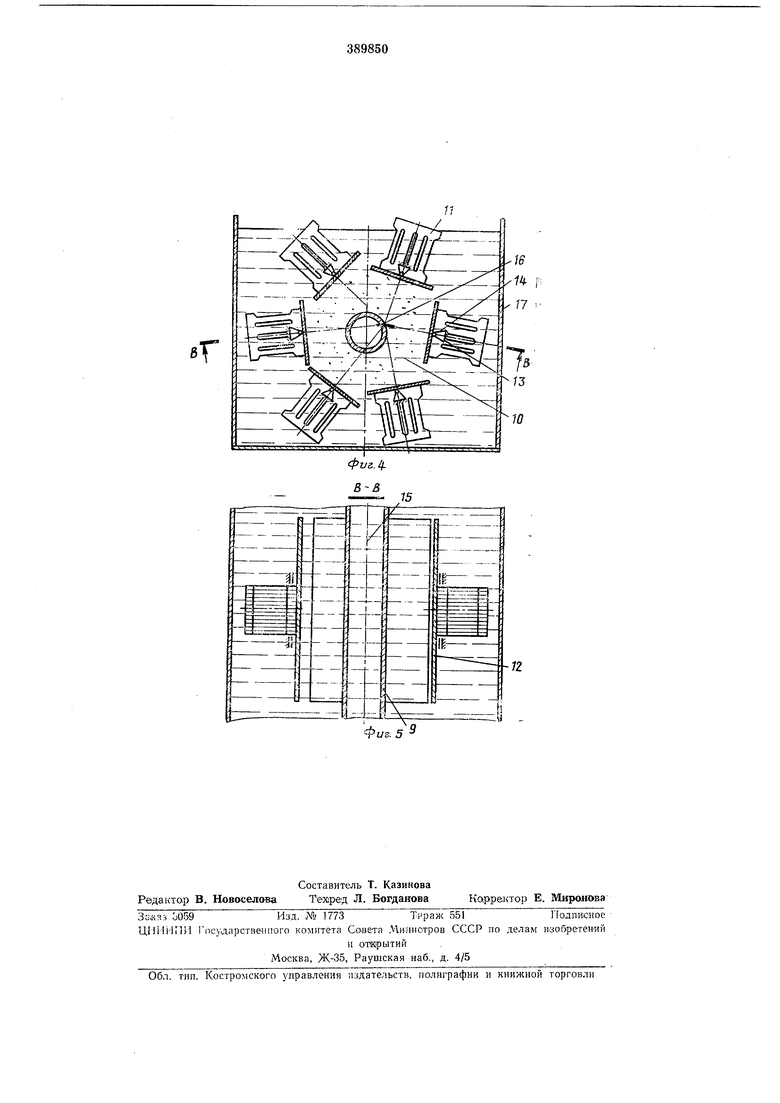
На . 1 изображен нервый вариант установки .для очистки, реализующей предлагаемый способ; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. I; на ,фиг. 4 - изображен второй вариант установ И для очистки, разрез по вертикаль ной плоскости; на ф.иг. 5 - разрез по В-В «а фиг. 4.
Результаты испытаний Предлагае. способа на первом варианте установки.
Из шести магнитострикционных преобразователей / типа ПМС-6-2:2 с плоск 1ми 1злучаю дими пластинамн 2 собирают две зам1кнутые кольцевые системы, каждая из которых имеет форму трехгранника, образованная при этом
во внутренней полости 3 фокальная область 4 каждого из них была смещена относительно иродольной оси 5 обрабатываемого объекта 6, 1 анример трубы. Системы преобразователей смонтированы на одной оси 5 в ванне 7, заполненной водой, с разворотом одна от О Сительно
другой на 180°, тогда фокальные области их равномерно распределены на поверхиости трубы 6, помещенной во внутреннюю полость 3 систем. При использовании большего количества .систем преобразователей угол разворо2я
та а опреде,ляется соотношением а , где
п - количество систем. Магнитострикциолные преобразователи работают от ультразвукового генератора УМ1-25. Ващна оборудовама механическим лриводом перемеш,вния обрабатывавмых труб, скорость которых составляет 1 м/мин, что соответствует Б1ремени очистки- 18 сек.
Испытывают трубы из нержавеющей стали диа-мепрол 10-165 мм при толщи1не станки 0,2-2 мм, температура воды в вавне 18-25°С.
Трубы 6, предварительно затравленные до получения видимого слоя шлама, закрепляют на траиспортир-ующем устройстве и перемещают через внутреннюю полость 3 систем преобразователей У, работающих в рабочем режиме.
Напра1вление леремещения трубы 6 по азаио стрелкой 5. За счет .ка1витагц1ион1ного воздействия воды в каждой системе {Преобразователей / происходит процесс очистки части поверхности трубы 6, на которой фокусируются ультразвуковые колеба.н-ия. После прохождения обеих систем очищается вся пйверхность трубы 6. Для исключения возможных ошибок производят коитрольные выборки труб лосле прохождения первой системы преобразователей по ходу их транспортировки сравнительно с трубами, прошедшими обе системы. Качество очистки контролируют томионироваиием очище.ниой поверхности. Трубы, прошедшие только первую систему лреобразователей, очищены с одной староны, которая обращена к фокальной области системы; после прохождени5( второй системы очищается вся поверхность трубы.
Результаты испытаний предлагаемого способа 1на вторОм варианте yicTainoiBiKa.
Предназначенный для очистки объект 9, напр1И мер трубный прокат, -помещают во внутреннюю лолость 10 кольцевой системы в форме многогранника из шести мапнятострикциояных получателей 11 типа ПМС-6-122 с плоски 1и диафрагмами 12, причем каждый мапнитостршщионный излучатель с диафрагма.ми прик реплен на шарнирах 13, оси 14 которых установлены параллельно продолыной оси 16 системы в фарме миогогранннка. Фокальную область 16 образовывают во В1нутренней пошости
10 системы многограиника на очищаемой поверхности объекта 9, а система смонтироваиа в. вадане 17, заполненной водой с темшературой 18-25°С. Магнитострикционные излучатели 11 работают от ультразвуюового генератора yMI-i25. Ваниа оборудована механическим приводом перемещения обрабатываемого трубного проката 9.
Трубы 9 из нержавеющей стали диаметрОМ 10-165 мм при толщине стенки 0, мм предварительно затравленные до получения видимого слоя щлама закрепляют на-транспортирующем устройстве и перемещают через внутреннюю полость 10 системы лреобразователей, работающих в рабочем режи1ме. Скорость перемещения - 1 м/мин, что соответствует времени очистки 18 сек. Излучатели // при этом поворачивают таким образом, что образующаяся фокальная область перемещается по контуру поверхно сти трубы 9, за счет этого происходит ее очистка. Качество очистки контролируют томпонированием очищенной поверхности. Для исключения возможных ошибок проводят контрольные И|Спытания лри фокусировке ультразвуковых колебаний на геометрической оси системы.
Предмет изобретения
1.Слособ ультразвуковой 0|ЧИ1Стки изделий ти1па труб, перемещаемых в ультразвуковом поле, образованном, по меньшей мере, двумя преобразователями, отличающийся тем, что с целью повышения эффективности очистки, ультразвуковое поле фокусируют в определенной области поверхности изделия и леремещают эту фокальную область по обрабатываемой поверхности.
2.Слособ по п. 1, отличающийся тем, что, с целью перемещения фокальной области по обрабатываемой ловерхнооти, изделие перемещают в ультразвуковом поле установленной вдоль очищаемого изделия батареи блоков преобразователей, посредством каждого из ;оторых фокусируют колебания на поверхности обрабатываемого изделия в области, смещенной относительно фокальных областей остальных блоков.
3.Слособ по п. 1, отличающийся тем, что перемещение фокальной области по обрабатываемой поверхаюсти осуществляют лооредством относителыното леремещевия изделия и блока преобразователей относителыно контура обр а б атЫВ а емой поверх н ости.
Приоритет по п. 3 исчислять от 06.IV. 1971 г.
|бВ
| название | год | авторы | номер документа |
|---|---|---|---|
| УЛЬТРАЗВУКОВАЯ УСТАНОВКА | 2005 |
|
RU2286216C1 |
| Ультразвуковое устройство для очистки непрерывно движущейся полосы | 1981 |
|
SU1000127A1 |
| Устройство для ультразвуковой контактной очистки | 1972 |
|
SU462620A1 |
| Способ ультрозвуковой обработки материалов | 1973 |
|
SU563200A1 |
| Способ очистки газогорелочных устройств с применением ультразвуковых колебаний | 2022 |
|
RU2794374C1 |
| УЛЬТРАЗВУКОВАЯ УСТАНОВКА ДЛЯ СНЯТИЯ ЗАУСЕНЦЕВ | 1970 |
|
SU262530A1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ ИЗДЕЛИЯ И УСТРОЙСТВО ЕГО РЕАЛИЗУЮЩЕЕ | 2018 |
|
RU2697124C2 |
| СПОСОБ ОЧИСТКИ ВОДЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2214969C1 |
| Способ ультразвуковой очистки трубы и устройство для его осуществления | 2019 |
|
RU2744055C1 |
| ТЕПЛООБМЕННЫЙ КОТЕЛ И СПОСОБ УЛЬТРАЗВУКОВОГО УДАЛЕНИЯ ОТЛОЖЕНИЙ НАКИПИ В ТЕПЛООБМЕННОМ КОТЛЕ | 2021 |
|
RU2779101C1 |
/ |А
Фиг 2
фиг.. 1
6-6
г 7
S Фиг 3
-Г- В
«Г f72
Фue.5
