1
Изобретение относится к металлорежущим стайкам, преимущественно к токарным.
Известны гидролюнеты, состоящие из двух подвижных опор с гидрокопирами, которые следят за положением обрабатываемой поверхности по смещению от центрального положения дуг обрабатываемой поверхности, охватываемых онорамл и щупами копиров.
Недостатками таких люнетов является низкая надежность и точность слежения, а также олраниченный диапазон обрабатываемых диаметров.
Для повып:,ения точности и надежности работы предлагаемый гидролюнет имеет систему измерения силы резания и связанный с онорой механизм нагружения детали, подключенный к выходу системы измерения силы резания. Механизм напружения детали может быть выполнен в виде дифференциального гидроцилиндра, закреиленного на поперечном суппорте, и рычага с сухарями и осью, неподвижной относительно продольного суппорта, причем система измерения силы резания может включать в себя резцедержатель, навешенный на шарнире и оннрающийся на гидравлический датчик силы, в виде дифференциального диафрагменного гидроцилиндра, поршень которого связан с золотником, подключенным параллельно гидроцилиндру механизма нагружения детали.
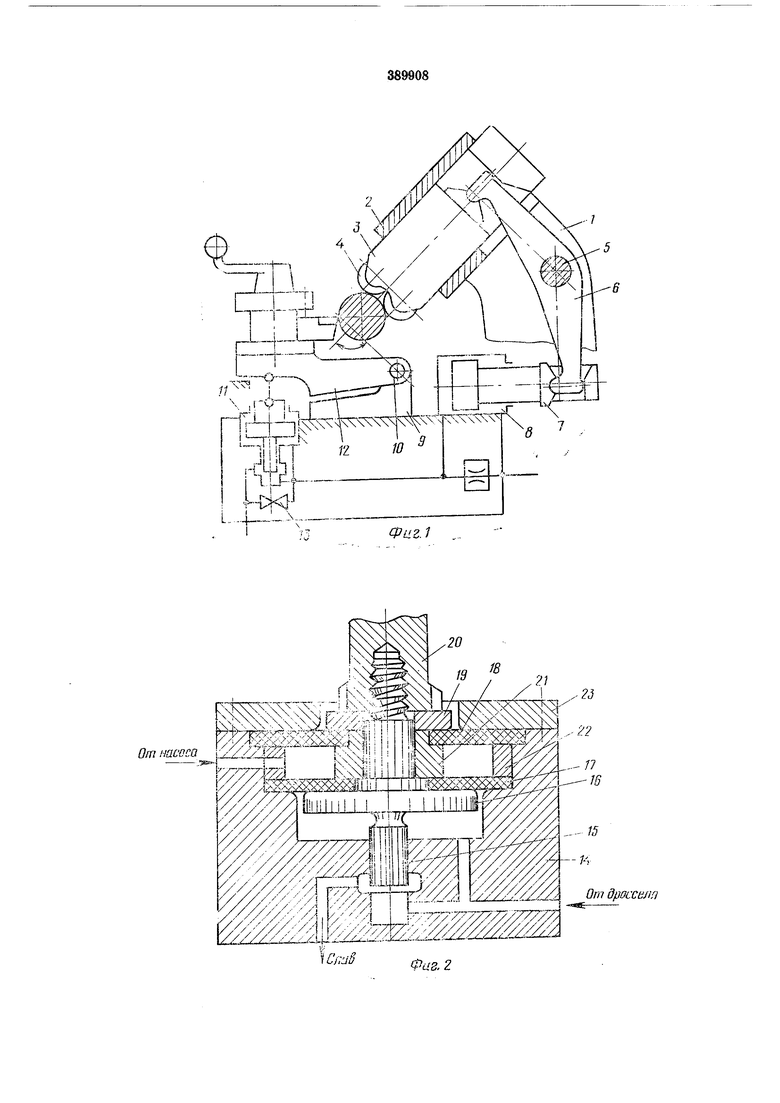
На фиг. 1 показана общая схема описываемого гндролюнета; на фиг. 2- конструкция датчика силы.
Гидролюнет состоит из закрепленного на
иродольном суннорте токарного станка корпуса /, несущего нап;равляющую 2 плунжера 3 с роликами 4, а также ось 5 рычага 6 с сухарями 7. На поперечном суппорте закреплен гидроцилиндр 8 и стойка 9 щарнира 10, а
таклсе датч«к 11 силы, на который опирается резцедержатель 12, навещенный на шарнире. Здесь же расположен запорный кран 13, являющийся органом управления люнетом. Центр шарнира лежит на перпендикуляре
к линии действия плунлсера, проходящем через вершину резца, чтобы измеряемая сила резания совпадала по направлению с усилием разрузюи.
Угол между плечами рычаги выбран таким,
чтобы в одном из положений оба плеча были
перпендикулярны к своим линиям действия,
что обеспечивает постоянство передаточного
отношения.
Датчик силы (фиг. 2) состоит нз корпуса
14, в котором смонтирован золотник /5, вынолиенный за одно с поршнем 16, на котором набраны в пакет диафрагменное уплотнение 17 диска иорщня, а также диафрагменное уплотнение 18 и его опорная шайба 19, выполняющая роль штока дифференциального
цилиндра датчика. Весь набор сжат гайкой 20 « разделительной втулкой 21.
Наружные периметры уплотнений также сжаты в пакет кольцом 22 и крышки 23.
Зазары у поршня 16 и шайбы 19 достаточно малы и, несмотря на закрывающие их мягкие уплотнения, не снижают жесткости иоршня и штока цилиндра датчика, которые имеют такое же соотношение площадей, как у основного гидроцилиндра 8.
Гидролюиет работает следующим образом.
Кран 13 закрыт, и вся жидкость расходуется через золотник датчика //. При врезании сила резания через резцедержатель 12 воздействует «а датчик, заставляя поршень 16 опускаться и прик|рывать сливную щель золотником 15 до тех пор, пока давление под поршнем не уравновесит измеряемое усилие. Это же давление в гидроцилиндре 8 развивает усилие которое передается через рычаг 6 и плунжер 3 на деталь и уравновешивает силу резания. Весь этот процесс происходит с достаточно малым запаздыванием, и деталь не успевает отжаться, благодаря инерции плунжера и динамической жесткости гидроцилиидра 8.
При обработке ступенчатых деталей с небольшими перепадами диаметров ролики взбираются на ступеньки или опускаются за счет фасок.
При больших перепадах диаметров, для подъема роликов на Стуиеиьку открывают края 13, давление в большой полости гидроцилиндра 8 падает, и плунжер с роликами отходит. Об|работка ступеньки начинается без участия люнета, на малой подаче, например
ручной, пока ролики, которые несколько отстоят от резца, не оказываются над новой поверхностью. После этого кран 13 закрывают, плунжер подходит, и включается нормальная подача.
Подвод плунжера с роликами к детали до начала резаиия происходит при закрывании крана за счет веса плунжера, а также веса резцедержателя, действующего на датчик.
Предмет изобретения
1.Гидролюнет, содержащий опору, например, роликовую на подвижном плунжере,
отличающийся тем, что, с целью повышения точности надежности работы, он снабжен системой измерения силы резания и связайным с опорой механизмом нагружения детали, подключенным к выходу системы измерения силы резания.
2.Гидролюнет по п. 1, отличающийся тем, что механизм нагружения детали выполнен в виде дифференциального гидроцилиндра, закрепленного на паперечеом суппорте, и рычага с сухарями и осью, неподвижной относительно продольного суппорта.
3.Гидролюнет по п. 1, отличающийся тем, что система измерения силы резания В1ключает в себя резцедержатель, навешенный на шарнире и опирающийся на гидравлический датчик силы, в виде дифференциального диафрагменного гидроцилиндра, поршень которого связан с золотником, подключенным
параллельно гидроцилиндру механизма нагружения детали.
Фаг. 1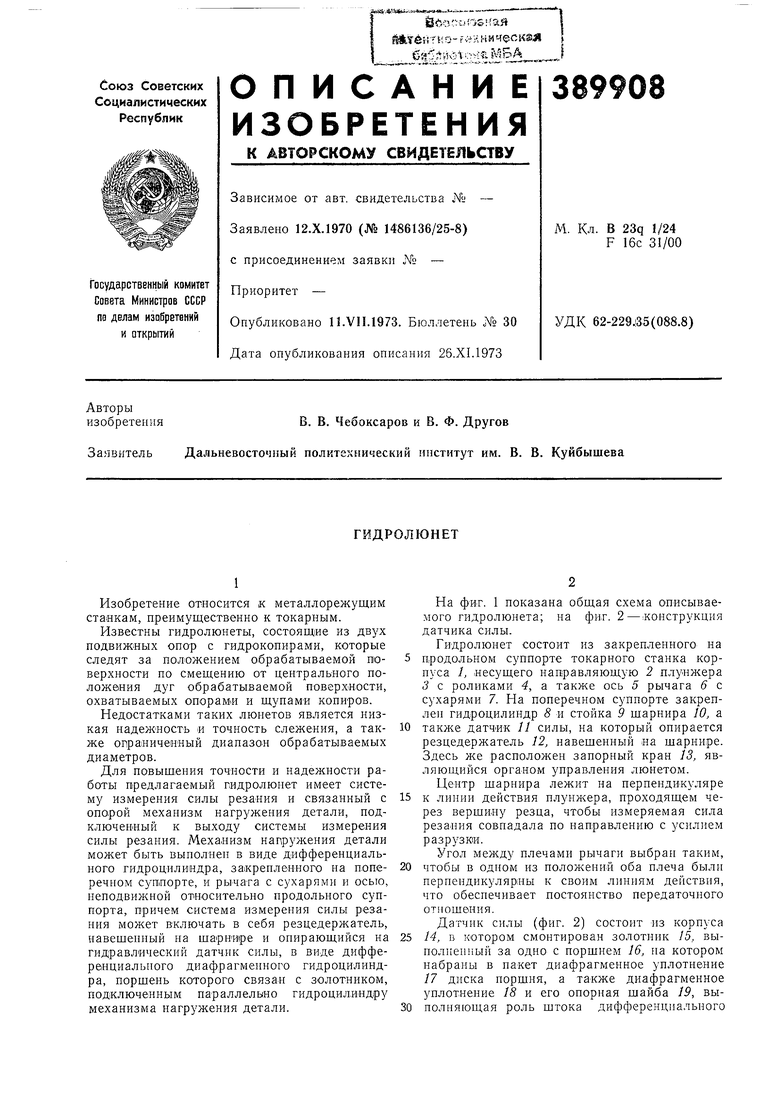
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ОТРЕЗАНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ТОКАРНОМ СТАНКЕ | 1992 |
|
RU2049596C1 |
| Гидролюнет | 1984 |
|
SU1252108A1 |
| Способ автоматического управления процессом обработки нежестких деталей | 1984 |
|
SU1220731A1 |
| Гидролюнет | 1977 |
|
SU617233A1 |
| Устройство для обработки цилиндрических поверхностей | 1972 |
|
SU573264A1 |
| Гидравлический люнет | 1984 |
|
SU1175652A1 |
| СПОСОБ СНИЖЕНИЯ ВНУТРЕННИХ НАПРЯЖЕНИЙ В ДЕТАЛЯХ ТИПА ВАЛОВ | 1992 |
|
RU2086393C1 |
| Гидролюнет | 1986 |
|
SU1337228A1 |
| Гидролюнет | 1984 |
|
SU1225753A1 |
| Устройство для обработки двух маложестких ступенчатых валов | 2022 |
|
RU2798857C1 |